Изобретение относится к производству химических нитей и предназначено для контроля подачи расплава полимера через отверстия фильеры.
Цель изобретения - упрощение конт- роля неравномерности подачи расплава полимера через отверстия фильеры.
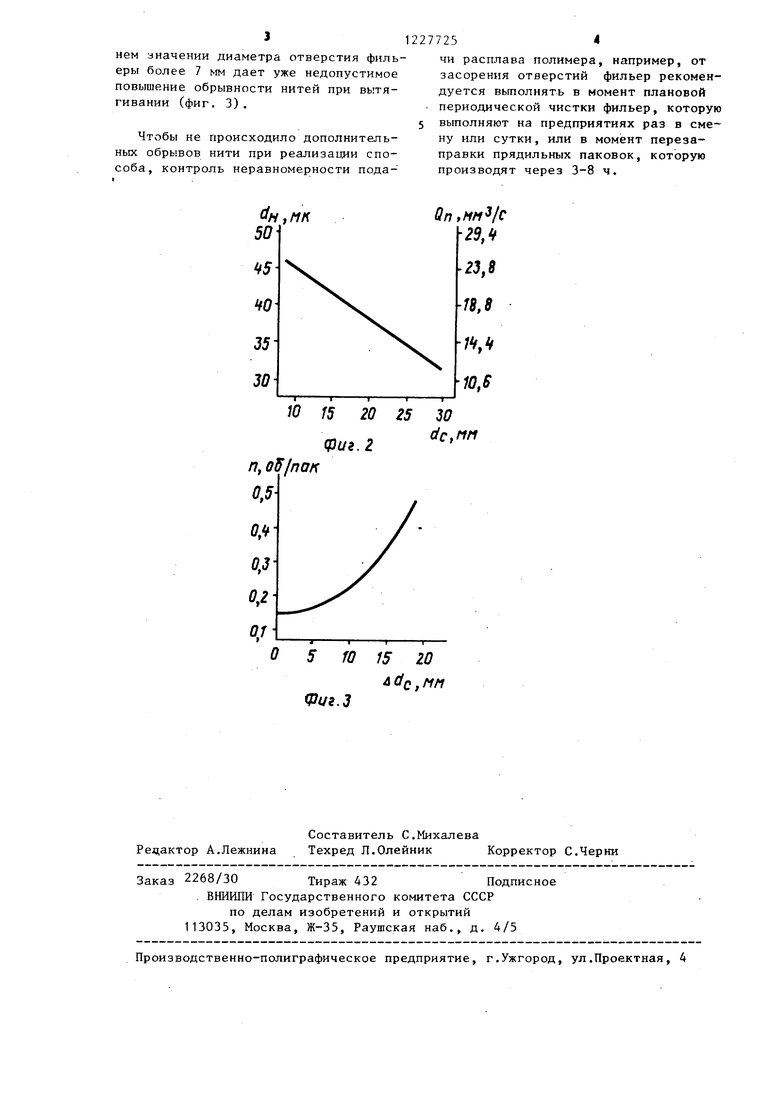
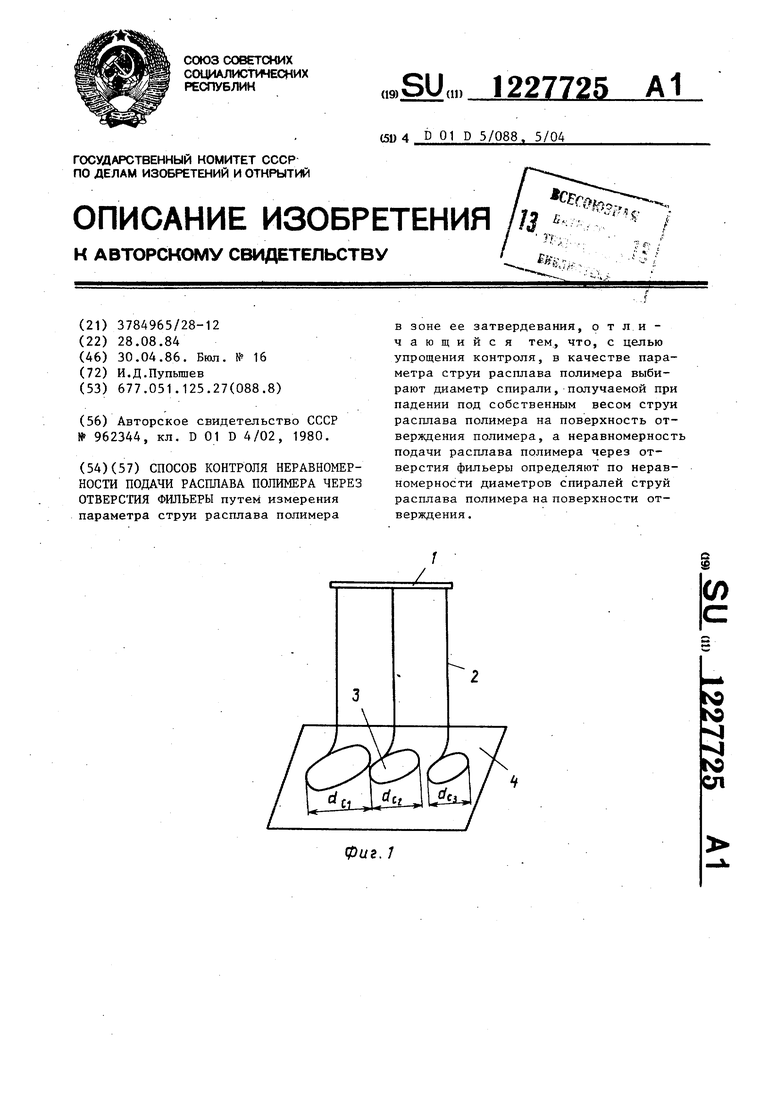
На фиг. 1 показана схема формования нити из расплава полимера; на фиг. 2 - зависимость диаметра свеже- сформованной элементарной нити d и подачи расплава полимера Q, через отверстие фильеры от диаметра спирали dp струи расплава полимера на пластине; на фиг, 3 - зависимость числа обрывов п элементарных нитей при вытягивании от отклонения диаметров спиралей струй полимера id.°
Из отверстий фильеры 1 выдавливаются струи расплава полимера 2, по- дают под действием собственного веса остывают, отдавая тепло окружающему воздуху, и укладываются в спирали 3 на поверхность 4 отверждения. Более тонкая струя (участок струи) полиме- ра остывает интенсивнее, становится более упругой и укладывается в спираль большого диаметра.
Способ контроля неравномерности подачи расплава полимера через отвер стия фильеры реализуют следуюш 1м образом.
Вначале подающие под действием собственного веса струи расплава полимера в зоне их затвердевания укла- дываются на поверхность отверждения, например на пластину, в спираль. Уклдывание в спираль происходит самопроизвольно. Затем измеряют диаметры спралей на пластине. Для одной струи неравномерность подачи расплава полимера во времени определяют по неравномерности диаметров спиралей данной струи, а неравномерность подачи расплава полимера между отверстиями филь- еры определяют по неравномерности, диаметров спиралей всех или рассматриваемых струй расплава полимера.
Неравномерность подачи расплава полимера можно оценить коэффициентом неровноты и рассчитать по формулам: для одной струи
Н(К
1 - 1- (d.-d- )
п ,ч
dc для всех струй
100%,
5
О 5
0
0
5 05
5
, n.:/d,,-dp
Н К ---i-100%,
Q d,
где - текущий диаметр спирали
струи расплава; dp - средний диаметр спирали
струи расплава;
Н - неравномерность подачи расплава полимера через одно отверстие;
HQ - неравномерность подачи расплава полимера между отверстиями;d средний диаметр спирали
струи расплава полимера; dj,i - средний диаметр спирали
струи расплава по отверстиям фильеры;
К - коэффициент пропорциональности .
Для оперативного анализа диаметров струй расплава при формовании текстильных нитей с малым диаметром фильеры и малым числом отверстий в фильере (1 - 24) вместо пластины удобно использовать открытую ладонь руки человека. Для точного отсчета и большого числа измерений диаметров спиралей d..; преимущественно в лабораторных условиях вместо пластины удобно использовать сосуд с водой (жидкостью). в поверхностном слое жидкости формуемая струя укладывается столбиком на дно сосуда. Измерение диаметров спиралей может выполнять человек с помощью линейки или штангенциркуля.
Опытную проверку выполняли при формовании текстильной нити линейной плотности 5 текс, состоящей из 12 элементарных нитей, на прядильной машине типа 2030/1 (ГДР) со скоростью формования 15 м/мин. Средний диаметр отверстий фильеры, согласно которого брали среднее значение диаметра спирали струи , 0,2 мм.
Результаты эксперимента приведены на фиг, 2. Подачу расплава полимера Ql через отверстие фильеры рассчитывали по формуле:
Q
где d - средний диаметр элементарной нити;
V(p - скорость формования нити. Опыты показывают, что отклонение Adj. текущих диаметров спиралей струек от диаметра спирали струи при среднем аначении диаметра отверстия фильеры более 7 NrM дает уже недопустимое повышение обрывности нитей при вытягивании (фиг. 3),
Чтобы не происходило дополнительных обрывов нити при реализации способа, контроль неравномерности подаf H ,МК
50
4-5
ffO
353Dфиг. 2
Ю Г5 20 25 30
c/c,fffi
п, oJSJnoK Q,5
0,0.3- 0,2or5 ro 15 20
иг.З
Редактор А.Лежнина
Составитель С.Михалева
Техред Л.Олейник Корректор С.Черни
Заказ 2268/30 Тираж 432Подписное
. ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
чи расплава полимера, например, от засорения отверстий фильер рекомендуется выполнять в момент плановой периодической чистки фильер, которую выполняют на предприятиях раз в смену или сутки, или в момент перезаправки прядильных паковок, которую производят через 3-8 ч.
Qn, 2d,f
гз,8
J8.8
; io,e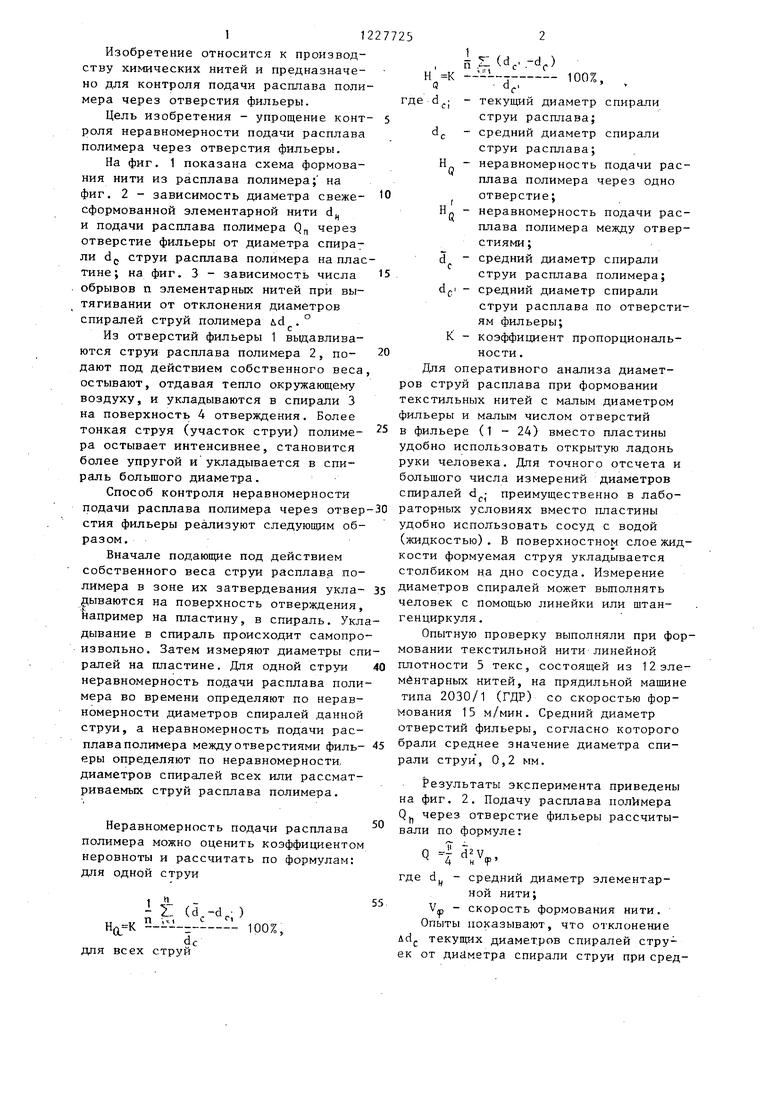
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля затвердевания струи из расплава полимера | 1985 |
|
SU1296632A1 |
| Способ формирования нити из расплава полимера | 1991 |
|
SU1819299A3 |
| СПОСОБ ПОЛУЧЕНИЯ АКРИЛЬНЫХ НИТЕЙ И ЖГУТИКОВ | 1999 |
|
RU2178815C2 |
| ВЫСОКОФУНКЦИОНАЛЬНЫЙ ФИЛЬЕРНЫЙ НЕТКАНЫЙ МАТЕРИАЛ, СОСТОЯЩИЙ ИЗ СОДЕРЖАЩИХ ЧАСТИЦЫ ВОЛОКОН, А ТАКЖЕ СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2522186C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПО СУЩЕСТВУ БЕСКОНЕЧНЫХ ТОНКИХ НИТЕЙ | 2001 |
|
RU2265089C2 |
| НЕТКАНЫЙ МАТЕРИАЛ МАЛОЙ ПЛОТНОСТИ ИЗ МИКРОВОЛОКОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2142528C1 |
| Способ получения нити из расплава полимера | 1980 |
|
SU962345A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ БЕЗ НАТЯЖЕНИЯ БЕСКОНЕЧНЫХ ФОРМУЕМЫХ ТЕЛ | 2001 |
|
RU2250941C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЛЮЛОЗНОГО ФОРМОВАННОГО ИЗДЕЛИЯ | 1992 |
|
RU2072006C1 |
| Способ управления процессом формования нити из расплава полимера | 1985 |
|
SU1346704A1 |
| Способ контроля за качеством фильеры в процессе производства химических нитей | 1980 |
|
SU962344A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
