Известны способы изготовления S-образных заводных пружин, например протягиванием вокруг оправки деформируемой ленты. Однако эти способы трудоемки, не придают деформированной ленте устойчивой формы и не обеспечивают нужной упругости.
Описываемый способ устраняет указанные недостатки, заключается в том, что лента после деформации подвергается термофиксации длительным нагревом в свободном состоянии.
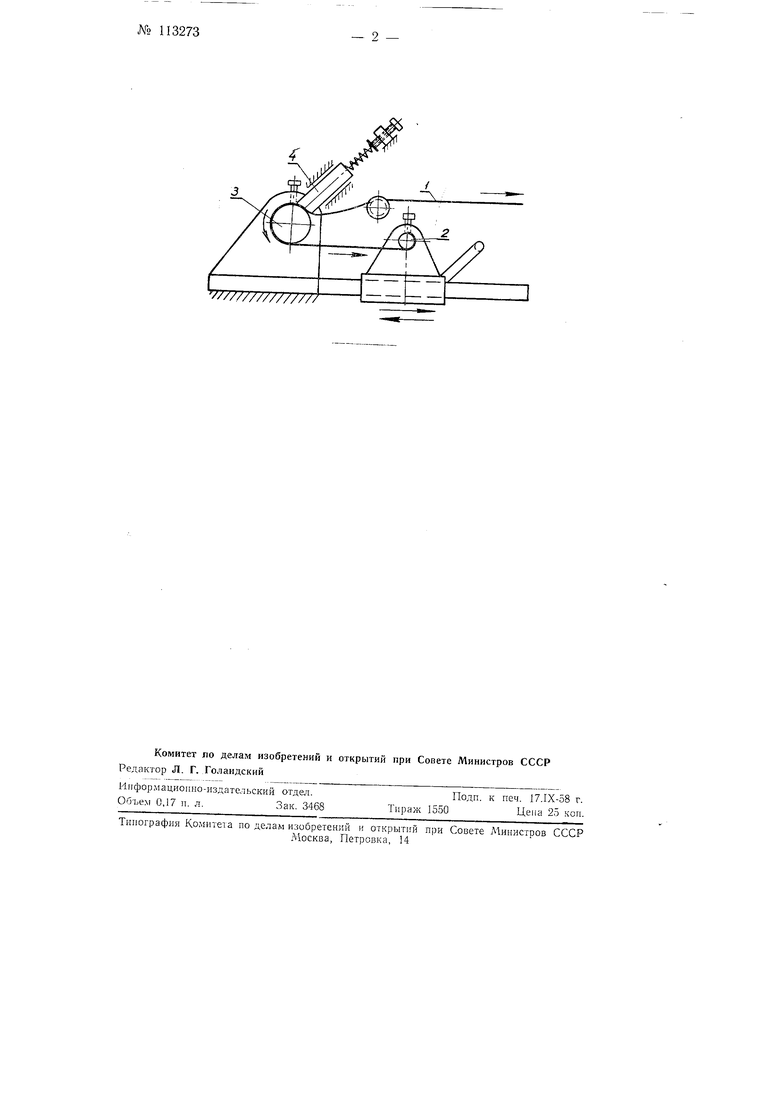
На чертеже изображена схема выполнения способа.
Процесс изготовления пружин происходит следующим образом. Заготовка в виде металлической ленты / подвергается трем операциям. При первой операции производится формование внутренних витков путем огибания одного конца ленты вокруг оправки 2 на 1-2 оборота. При второй операции заготовка деформируется однократным протягиванием вокруг оправки 3 другого конца ленты, прижимаемого к последней подпружиненным упором 4- В результате этой операции лента свертывается в кольцо по спирали, которое затем подвер1ают длительному нагреву в печи с целью фиксации. Это последняя третья операция.
Смещение волокон металла, достигнутое деформацией на оправке 3, закрепляется термофиксацией, благодаря чему при изменении формы пружина стремится принять исходное состояние.
Такой способ изготовления упруги.х деформированных пружин обеспечивает устойчивость приданной им формы.
Предмет изобретения
Способ изготовления S-образных заводных пружин путем протягивания вокруг оправки деформируемой ленты, один-два витка которой закреплены на подвижной оправке, отличающийся тем, что, с целью придания деформированной ленте устойчивой формы, т. е. повышения ее
качества, ленту после деформации подвергают термофиксации путем дл1 тельного нагрева в свободном состоянии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНОЙ ЗАГОТОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТОВОЙ ПРУЖИНЫ, ВИНТОВАЯ ПРУЖИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2739737C1 |
| Способ гибки по окружности | 1981 |
|
SU995981A1 |
| Способ изготовления пружинных лотков | 1979 |
|
SU878396A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ МАСЛОСЪЕМНЫХ ПОРШНЕВЫХ КОЛЕЦ | 2005 |
|
RU2318645C2 |
| ЧАСОВАЯ ПРУЖИНА ИЗ АУСТЕНИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2014 |
|
RU2635979C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРУЖИН ИЗ СТАЛИ | 2006 |
|
RU2377091C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРУЖИН ИЗ СТАЛИ | 2006 |
|
RU2336139C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ МАСЛОСЪЕМНЫХ ПОРШНЕВЫХ КОЛЕЦ | 2008 |
|
RU2380210C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2197554C2 |