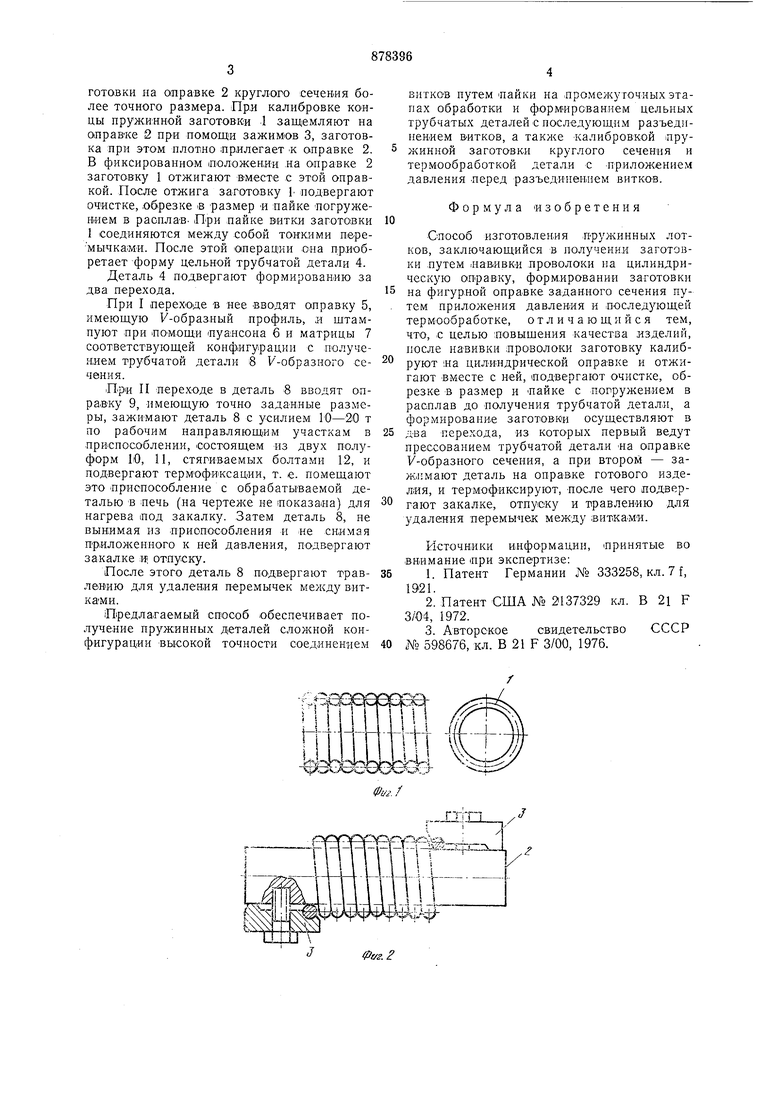
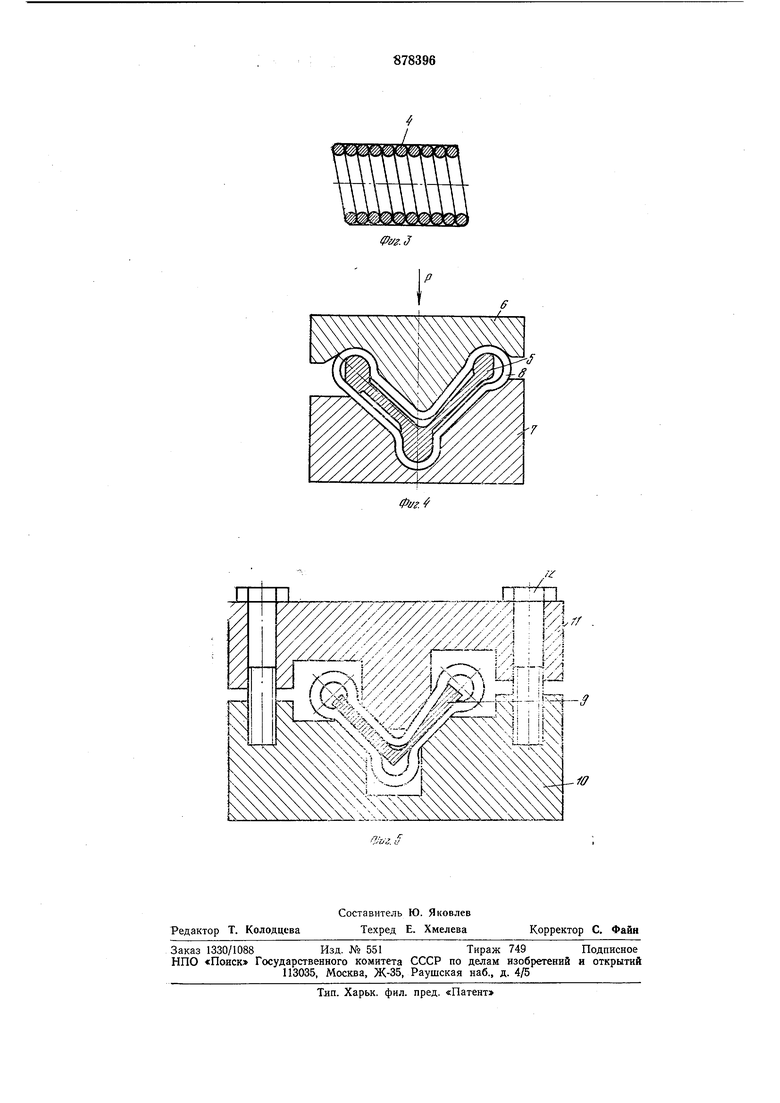
готовки на сшравке 2 круглого .сечеиия более точного размера. Прл калибровке ко«цы пружинной заготовки I защемляют на аправке 2 при помощи зажимов 3, заготовка при этом плотно прилегает к оправке 2. В фиксированном (положении на оправке 2 заготовку 1 отжигают Вместе с этой оправкой. После отжига заготовку подвергают очистке, обрезке в размер « пайке погружением в раонлав-При пайке витки заготовки 1 соединяются между собой тонкими nie-peмычка;ми. После этой операции она приобретает форму цельной трубчатой детали 4. Деталь 4 подвергают формированию за два перехода. При I переходе в нее -вводят оправку 5, имеющую У-образиый профиль, .и штампуют при помощи пуансона 6 и матрицы 7 соответствующей конфигурации с получением трубчатой детали S У-образиого сечения. При И переходе в деталь 8 вводят оправку 9, имеющую точно заданные размеры, зажимают деталь 8 с усилием 10-20 т по рабочим направляющим участкам в приспособлении, состоящем из двух полуформ 10, II, стягиваемых болтами 12, и подвергают термофиксации, т. е. помещают это приспособление с обрабатываемой деталью в печь (на чертеже не показала) для нагрева под закалку. Затем деталь 8, не вынимая из приспособления и не снимая прилол енного к ней да-вления, подвергают закалке и, отпуску. После этого деталь 8 подвергают травлению для удаления перемычек между виткаМи. (Предлагаемый способ обеспечивает получение пружинных деталей сложной конфигурации высокой точности соединением витков путем пайки на .промежуточных этапах обработки и формированием цельных трубчатых деталей с последующим разъединением витков, а также калибровкой пружинной заготовки круглого сечения и термообработкой детали с прилол ением давления перед разъединением витков. Формула изобретения Способ изготовления пружинных лотков, заключающийся в получении заготовки путем .навивки проволоки на цилиндрическую оправку, формировании заготовки на фигурной оправке заданного сечения путем приложения давления и последующей термообработке, отличающийся тем, что, с целью повышения качества изделий, после навивки проволоки заготовку калибруют :на цилиндрической оправке и отжигают вместе с ней, подвергают очистке, обрезке в размер и пайке с погружением в расплав до получения трубчатой детали, а формирование заготовки осуществляют в два перехода, из которых первый ведут прессованием трубчатой детали иа оправке 1/-образного сечения, а при втором - зажлмают деталь на оправке готового изделия, и термофиксируют, после чего подвергают закалке, отпуску и Т1равлению для удаления перемычек между витка.ми. Источники информации, принятые во внимание при экспертизе: 1.Патент Германии № 333258, кл. 7 f, 192l 2.Патент США № 2137329 кл. В 21 F 3/04, 1972. 3.Авторское свидетельство СССР 598676, кл. В 21 F 3/00, 1976.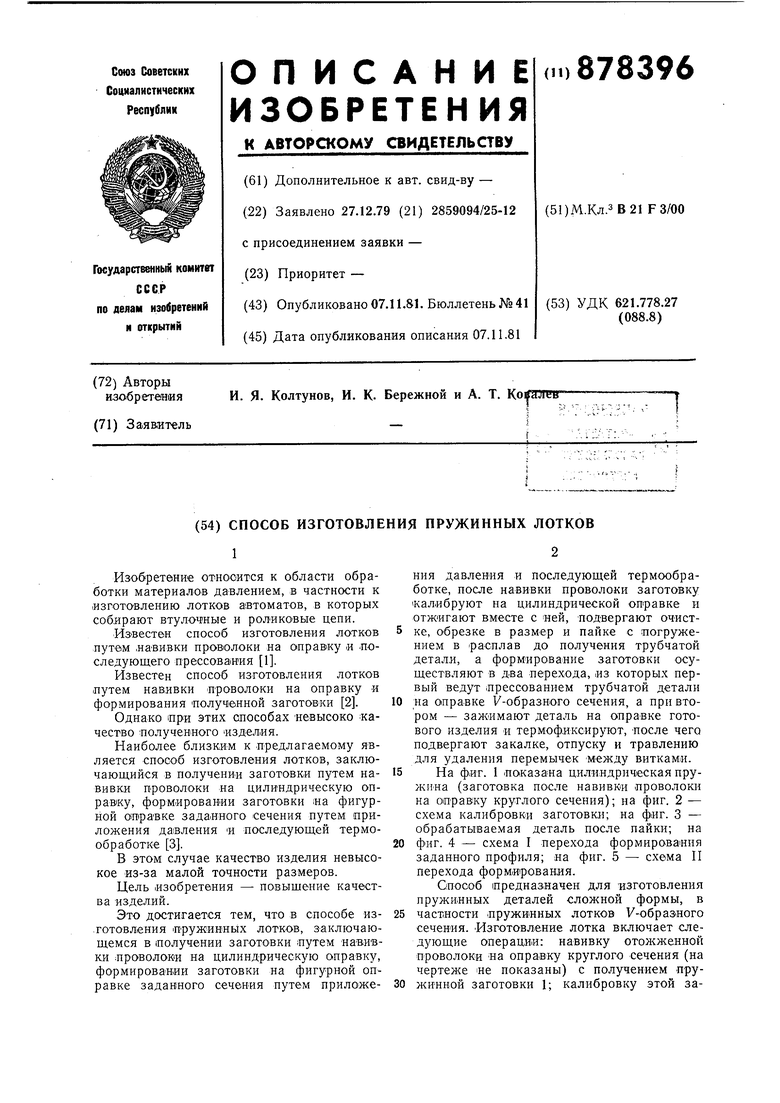
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРУЖИННАЯ ГАЙКА И СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ ГАЕК | 2001 |
|
RU2199035C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОРПУСОВ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2605877C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ВОЛНОВОДОВ | 2011 |
|
RU2470421C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИНЫ ИЗ СПЛАВА С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ И ПРУЖИНА, ИЗГОТОВЛЕННАЯ ДАННЫМ СПОСОБОМ | 2005 |
|
RU2309192C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 2010 |
|
RU2501620C2 |
| Способ изготовления спиральных пружин | 1985 |
|
SU1266623A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНОЙ ЗАГОТОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТОВОЙ ПРУЖИНЫ, ВИНТОВАЯ ПРУЖИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2739737C1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СКВОЗНЫХ ОТВЕРСТИЙ ДИАМЕТРОМ 20...30 ММ | 2012 |
|
RU2509454C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРУЖИН ИЗ СТАЛИ | 2006 |
|
RU2377091C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРУЖИН ИЗ СТАЛИ | 2006 |
|
RU2336139C2 |
- -
: . J .. г й /
P
