Группа изобретений относится к способам производства проволоки, а также к конструкциям винтовых пружин и способам их изготовления и может быть использовано для изготовления проволоки, имеющей в сечении форму стрельчатого прямоугольника.
Известен способ волочения, предусматривающий получение проволоки круглого сечения путем деформации исходной заготовки в волоках со смещенными по оси волочения парами горизонтальных и вертикальных роликов, ручьи которых образуют соответственно овальный и круглый калибры [1].
Способ волочения используется, например, для калибровки горячекатаной проволоки (катанки) как черновая операция, проводимая перед традиционным волочением проволоки в монолитных волоках. Его существенным недостатком является сложность его использования при многопереходном волочении, поскольку получение конкретного размера проволоки требует изготовления соответствующего комплекта рабочих роликов, включающего четыре ролика, а при непрерывном многопереходном волочении требуется наличие парка роликовых волок, по меньшей мере, равного количеству переходов на маршруте. При этом существенно увеличиваются расходы на изготовление рабочего инструмента, а из-за потерь времени на настройку и замену волок снижается производительность процесса.
При обработке малопластичных материалов используют также способ получения профилей круглого сечения, предусматривающий предварительную деформацию круглого сечения заготовки в многовалковых калибрах в виде стрельчатого квадрата, с окончательной деформацией в круглом многовалковом калибре [2].
Недостатком известного способа является то, что его осуществление требует большого количества рабочего инструмента, так как для получения каждого переходного сечения требуется конкретный многовалковый калибр, образованный четырьмя валками, а в случае волочения - роликами, при этом изготовление и настройка последних требует значительных временных затрат.
Наиболее близким техническим решением к заявленной группе изобретений признана конструкция винтовой пружины торсионной подвески и способ ее изготовления (US 5259599 A, МПК F16D 13/58, F16D 13/64, F16F 1/04, F16F 1/06, F16F 15/12, опубл. 09.11.1993]. Винтовая пружина имеет некруглое поперечное сечение, форма которого состоит из двух симметричных кривых второго порядка, гладко сопряженных между собой и описанных в виде сплайнов.
Основным недостатком известной пружины является ее низкая технологичность, связанная с тем, что для осуществления способа ее изготовления требуется сложная в изготовлении технологическая оснастка, имеющая профиль рабочих поверхностей, совпадающий с поперечным профилем изготавливаемой пружины.
Технической задачей, на решение которой направлена заявленная группа изобретений, совпадающей с положительным результатом от применения способа на практике, является повышение технологичности конструкции и улучшение качества винтовой пружины с одновременным упрощением технологии ее изготовления. Положительный результат достигается за счет применения для волочения роликов с ручьями овальной формы, за счет чего изготавливаемая пружина имеет сечение витка в форме стрельчатого прямоугольника с ориентацией большей стороны витка перпендикулярно или параллельно или под углом к оси пружины.
Дополнительно предлагаемый способ волочения позволяет стабилизировать положение проволоки в очаге деформации и уменьшить вероятность поперечного перемещения металла. К достоинствам предлагаемого способа следует также отнести возможность его реализации в реверсивном режиме, что позволяет сократить затраты рабочего времени на подготовку и заправку проволоки в волочильной машину, а также установку и съем бунтов при однократном волочении.
Указанный технический результат достигается тем, что способ получения длинномерной заготовки для изготовления винтовой пружины включает подготовку заготовки, протягивание и многопереходную деформацию заготовки с помощью роликов ручьями овальной формы. Отличает способ от известных аналогов то, что в первом переходе размеры поперечного сечения определяют на основе равенства:

где В1, H1, В2 - ширина и высота деформированной заготовки; D3 - ширина и диаметр исходной заготовки; n=[1, 2, 3] - номер перехода по ходу волочения.
Во втором и последующих переходах по ходу волочения формируют сечение в виде стрельчатого прямоугольника, при этом размеры поперечного сечения определяют на основе равенства:

где n - номер перехода по ходу волочения.
При этом радиус сопряжения профиля сечения заготовки r1 задают в диапазоне от r1=0,1×Hk до r1=0,4×Hk, где k - номер последнего перехода по ходу волочения.
Винтовая пружина, получаемая из заготовки, характеризуется тем, что сечение витка выполнено в форме стрельчатый прямоугольник с ориентацией большей стороны витка перпендикулярно или параллельно или под углом к оси пружины. При этом пружина может быть навита с различным шагом между витками и иметь форму отличную от цилиндрической.
Способ изготовления винтовой пружины включает в себя навивку заготовки пружины на оправку, при этом в качестве заготовки при навивке винтовой пружины используют длинномерную заготовку с сечением витка в форме стрельчатый прямоугольник.
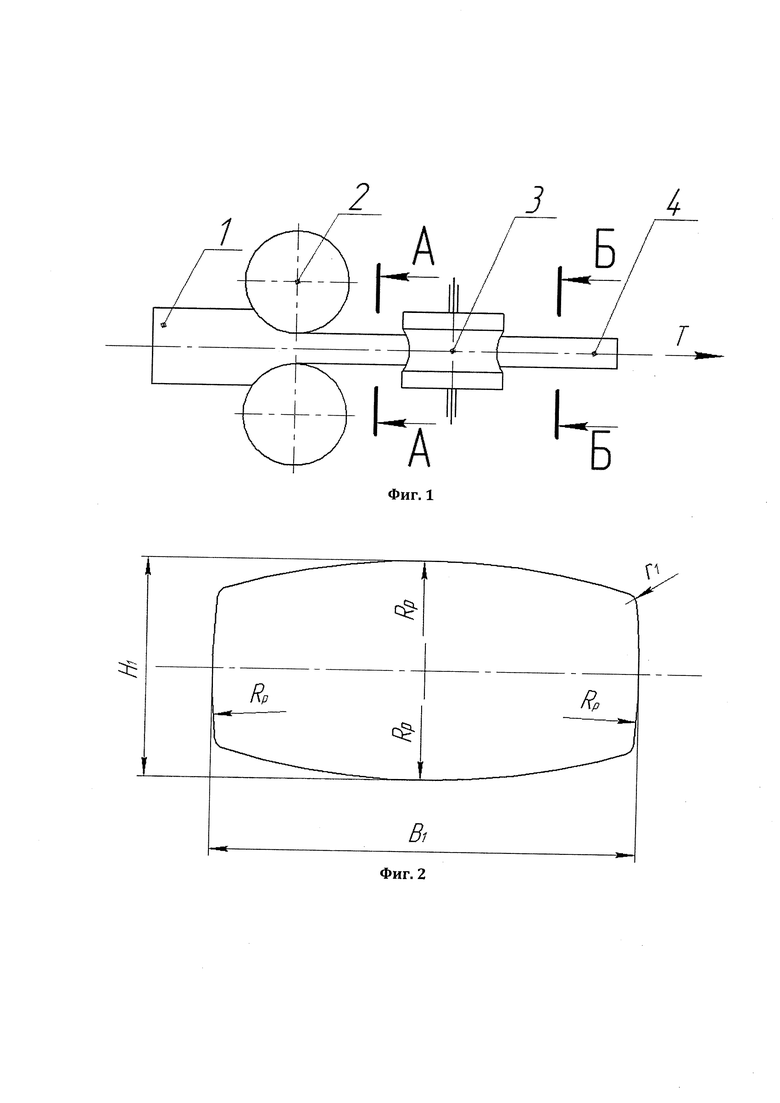
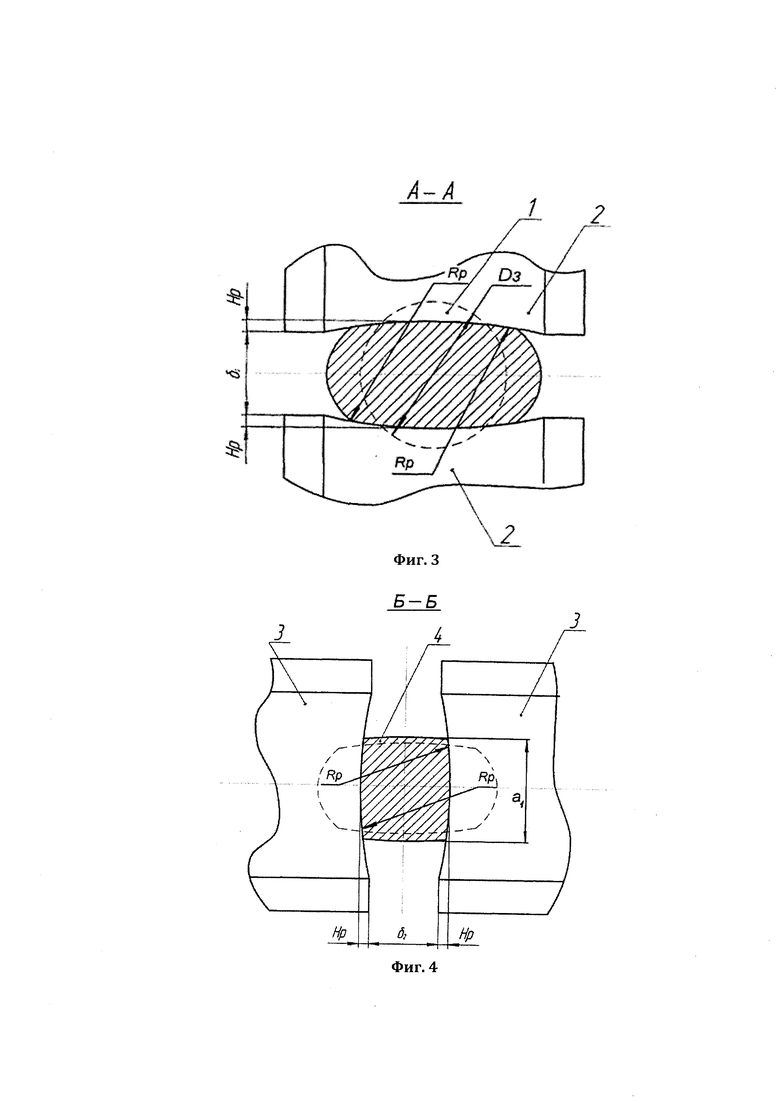
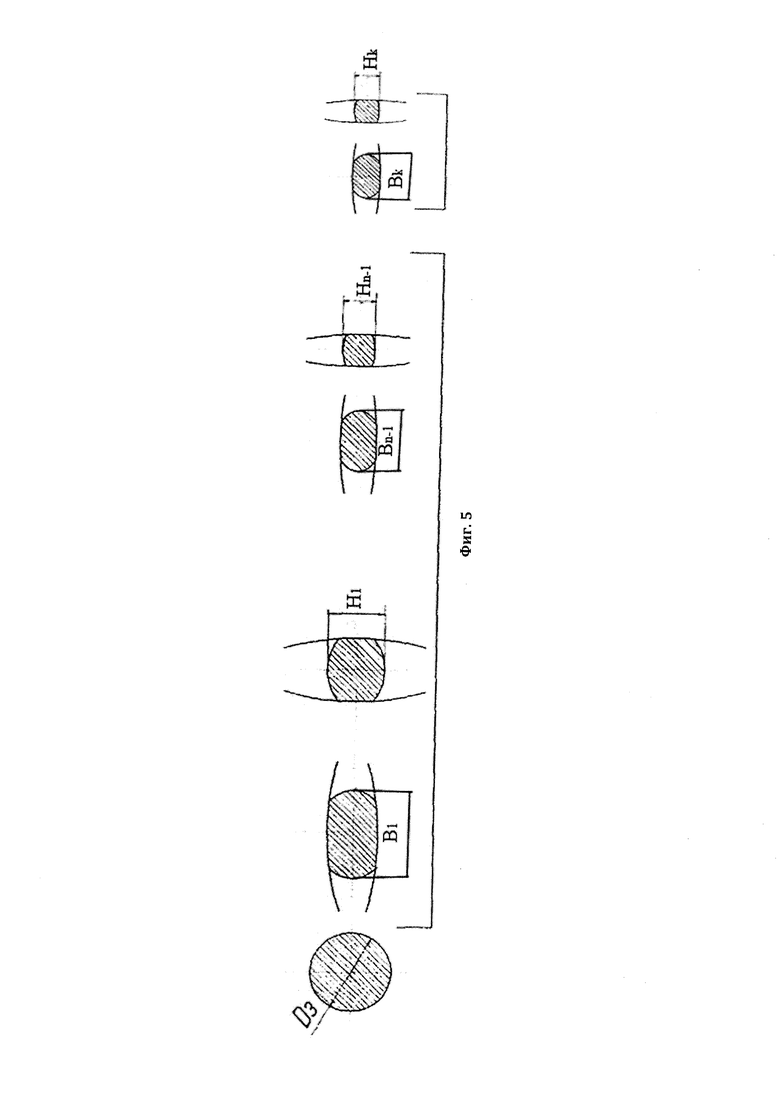
Изобретение поясняется чертежами, где на фиг. 1 приведена схема этапа предварительной деформации заготовки по предлагаемому способу волочения в роликовых волоках. На фиг. 2 приведено сечение проволоки (витка пружины]. На фиг. 3 приведен разрез А-А на фиг. 1. На фиг. 4 приведен разрез Б-Б на фиг. 1. На фиг. 5 приведена общая технологическая схема предлагаемого способа волочения в роликовых волоках.
Предлагаемый способ получения длинномерной заготовки и способ изготовления из нее винтовой пружины осуществляют следующим образом.
Передний конец исходной заготовки 1 (Фиг. 1), например, круглого сечения, подвергают острению, пропускают последовательно через пространство, образованное овальными ручьями горизонтальных 2 (фиг. 3) и вертикальных 3 (фиг. 4] роликов, и захватывают тянущим устройством. Посредством приложения к переднему концу тянущего усилия Г заготовку 1 протягивают через две пары роликов с получением выходящего из волоки сечения обработанной заготовки в форме стрельчатый прямоугольник 4 (фиг. 2, 4) со сторонами размерами B1/H1. При этом в первом переходе размеры поперечного сечения определяют на основе равенства (1), а на втором и последующих переходах на основании равенства (2), при этом радиус сопряжения профиля сечения заготовки r1 задают в диапазоне от r1=0,1×Hk до r1=0,4×Hk.
Две стороны, формируемые ручьями вертикальных роликов 3, выполняют с радиусом RP равным:

где DГ - диаметр готовой проволоки.
Две другие стороны сечения 4, предварительно сформированные ручьями горизонтальных роликов 2, также выполняют с радиусом RP.
Получение сечения проволоки обеспечивается определенной величиной рабочих зазоров δ1 и δ2 между роликами. После каждого перехода деформации зазоры δ1 и δ2 между роликами уменьшают, приближая сечение проволоки к требуемому виду (фиг. 5).
На последнем переходе деформации геометрические параметры готового прутка могут быть заданы несколькими способами.
По первому из них формирование сечения стрельчатый прямоугольник на последнем переходе деформации осуществляют с учетом равенства ширины и высоты сечения: Bk=Hk, где k - номер последнего перехода по ходу волочения.
По второму способу формирование сечения стрельчатый прямоугольник на последнем переходе деформации осуществляют с учетом отношения ширины сечения к его высоте ak=Bk/Hk, выбранном в диапазоне от ak=1 до ak=4,5, где k - номер последнего перехода по ходу волочения.
При осуществлении способа изготовления винтовой пружины используют заготовку, полученную способом, описанным выше, которую навивают на оправку. Навивку заготовки пружины на оправку производят в холодную или в нагретом состоянии. Навивку заготовки пружины можно осуществлять также с непрерывно-последовательной закалкой витков с посленавивочной выдержкой, в едином технологическом цикле с волочением длинномерной заготовки имеющей форму стрельчатый прямоугольник.
Способ изготовления винтовой пружины может быть охарактеризован следующим примером.
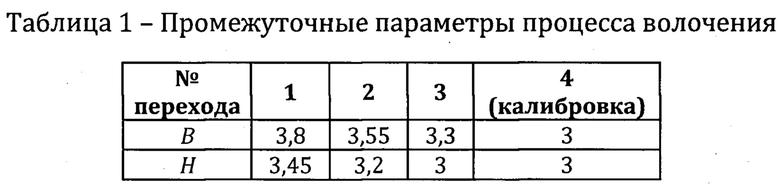
Для изготовления винтовой пружины используют длинномерную заготовку со следующими характеристиками сечения: Bk=Hk=3 мм, RP=5 мм, r1=0,3 мм. Технологический процесс изготовления заготовки осуществляют методом холодного волочения последовательно через пространство, образованное овальными ручьями горизонтальных 2 (фиг. 3) и вертикальных 3 (фиг. 4) роликов за 4 перехода из предварительной заготовки круглого сечения диаметром 3,7 мм с промежуточными параметрами, приведенными в таблице 1 (фиг. 5).
Навивку заготовки пружины на оправку производят без нагрева со следующими параметрами: количество рабочих витков n=5, опорных поджатых и шлифованных n1=1,5, шаг t=13,4 мм, высота пружины в свободном состоянии L0=70 мм, наружный диаметр пружины D2=33 мм. После навивки производится обработка опорных витков, выполнением последовательных переходов: подгиб, обрезка и шлифование опорных поверхностей. Далее выполняют технологические операции дробеструйной обработки, заневоливания, контроля габаритно-силовых параметров пружины, окраски и упаковывания в соответствии с нормативной документацией.
Список использованных источников:
1. Красавин Б.Н., Бояршинов М.И., Поляков М.Г. Использование роликовых волок за рубежом. Серия 9: Метизное производство. Информация №2. - М.: ЦНИИЧермет. - 1971. - С. 11-16.
2. Поляков М.Г., Никифоров Б.А., Гун Г.С.Деформация металла в многовалковых калибрах. - М.: Металлургия, 1979. - С. 87-88.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2018 |
|
RU2688028C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 2010 |
|
RU2501620C2 |
| Способ изготовления винтовых пружин | 1977 |
|
SU686805A1 |
| Способ изготовления пружин | 1988 |
|
SU1579613A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРУЖИН | 1992 |
|
RU2008121C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ В РОЛИКОВЫХ ВОЛОКАХ | 2007 |
|
RU2329884C1 |
| Способ изготовления винтовых пружин | 1981 |
|
SU1003981A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ТЕРМОУПРОЧНЕННОЙ СТАЛИ С НАНОРАЗМЕРНОЙ СТРУКТУРОЙ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2704426C1 |
| Способ В.В.Головина навивки пружин | 1980 |
|
SU933165A1 |
Группа изобретений относится к способам производства проволоки, а также к конструкциям винтовых пружин и способам их изготовления и может быть использована для изготовления проволоки, имеющей в сечении форму стрельчатого прямоугольника. Способ получения длинномерной заготовки для изготовления винтовой пружины включает подготовку заготовки, протягивание и многопереходную деформацию заготовки посредством ее волочения с использованием роликов с ручьями овальной формы. На первом переходе деформации обеспечивают размеры поперечного сечения заготовки, определяемые из приведенного условия. Указанный способ используют при изготовлении винтовой пружины. Полученная пружина характеризуется тем, что она навита с ориентацией большей стороны витка перпендикулярно, параллельно или под углом к оси пружины. Повышается качество винтовой пружины с одновременным упрощением технологии ее изготовления. 3 н. и 7 з.п. ф-лы, 5 ил., 1 табл.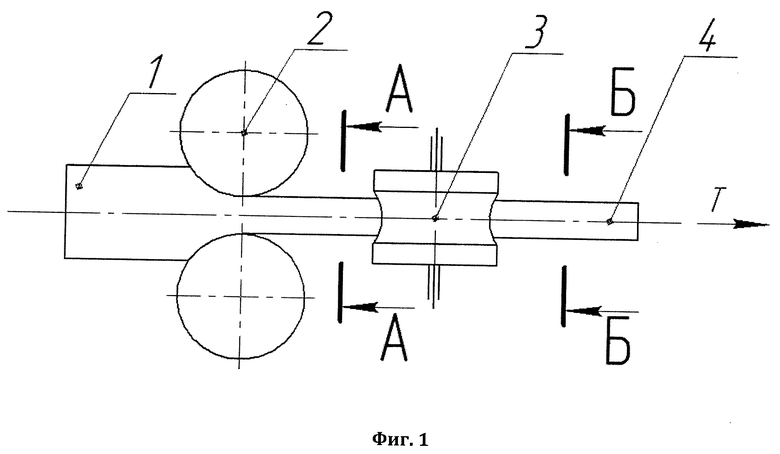
1. Способ получения длинномерной заготовки для изготовления винтовой пружины, включающий подготовку заготовки, протягивание и многопереходную деформацию заготовки посредством ее волочения с использованием роликов с ручьями овальной формы, отличающийся тем, что на первом переходе деформации обеспечивают размеры поперечного сечения заготовки, определяемые из условия:
B1+H1=B2+D3,
где B1, H1, В2 - ширина и высота деформированной заготовки, мм;
[1, 2] - номер перехода;
Dз - диаметр исходной заготовки, мм,
а на втором и последующих переходах по ходу волочения формируют сечение в виде стрельчатого прямоугольника, размеры поперечного сечения которого определяют из условия:
Bn+Hn=Hn-1+Bn+1,
где n - номер перехода по ходу волочения;
при этом радиус сопряжения профиля сечения заготовки r1, мм, задают в диапазоне от r1=0,1Нk до r1=0,4Нk,
где k - номер последнего перехода по ходу волочения.
2. Способ по п. 1, отличающийся тем, что формирование сечения в виде стрельчатого прямоугольника на последнем переходе деформации осуществляют с учетом равенства ширины и высоты сечения: Bk=Hk,
где k - номер последнего перехода по ходу волочения.
3. Способ по п. 1, отличающийся тем, что формирование сечения в виде стрельчатого прямоугольника на последнем переходе деформации осуществляют с учетом отношения ширины сечения к его высоте из условия:
ak=Bk/Hk, которое выбирают из диапазона от аk=1 до аk=4,5,
где k - номер последнего перехода по ходу волочения.
4. Способ изготовления винтовой пружины, включающий получение длинномерной заготовки способом по одному из пп. 1-3 и навивку полученной заготовки на оправку.
5. Способ по п. 4, отличающийся тем, что навивку заготовки пружины на оправку осуществляют без нагрева.
6. Способ по п. 4, отличающийся тем, что навивку заготовки пружины на оправку осуществляют в нагретом состоянии.
7. Способ по п. 4, отличающийся тем, что навивку заготовки пружины на оправку производят с непрерывно-последовательной закалкой витков и посленавивочной выдержкой.
8. Способ по п. 4, отличающийся тем, что волочение длинномерной заготовки и навивку заготовки пружины на оправку производят в едином технологическом цикле.
9. Винтовая пружина, изготовленная способом по одному из пп. 4-8, при этом она навита с ориентацией большей стороны витка перпендикулярно, параллельно или под углом к оси пружины.
10. Винтовая пружина по п. 9, отличающаяся тем, что она выполнена с различным шагом навивки.
| US 5259599 A1, 09.11.1993 | |||
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ В РОЛИКОВЫХ ВОЛОКАХ | 2007 |
|
RU2329884C1 |
| Способ многократного волочения проволоки | 1988 |
|
SU1659155A1 |
| Способ изготовления пружин с некруглым профилем витка | 1992 |
|
SU1811429A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ОВАЛЬНОГО СЕЧЕНИЯ | 2007 |
|
RU2357822C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ В РОЛИКОВОЙ ВОЛОКЕ | 2005 |
|
RU2297293C1 |
| GB 1081950 A, 06.09.1967. | |||

