| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕЙ И СПОСОБ СКЛЕИВАНИЯ МНОГОСЛОЙНЫХ ТКАНЕПЛЕНОЧНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2454445C1 |
| СПОСОБ РЕМОНТА И ОТДЕЛКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2123272C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕХЛОВ | 2005 |
|
RU2300656C2 |
| СПОСОБ КЛЕЕВОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2287971C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОКЛЕЕВОГО ПРОКЛАДОЧНОГО ТРИКОТАЖНОГО ПОЛОТНА ДЛЯ ДУБЛИРОВАНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 1999 |
|
RU2152751C1 |
| СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2040192C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С РЕЛЬЕФНЫМ ИЗОБРАЖЕНИЕМ НА ПОВЕРХНОСТИ | 1997 |
|
RU2109641C1 |
| Способ прикрепления отделочных элементов к деталям швейных изделий | 1978 |
|
SU751390A2 |
| СПОСОБ КЛЕЕВОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2262281C2 |
| Способ придания малоусадочности хлопчатобумажным материалам | 2020 |
|
RU2739185C1 |
СПОСОБ ПРИКРЕПЛЕНИЯ АППЛИКАЦИИ К ДЕТАЛЯМ ШВЕЙНЫХ ИЗДЕЛИЙ , заключающийся в том, что между швейным изделием и аппликацией прокладывают пблиуретановую пленку с последуюшим горячим прессованием, отличающийся тем, что, с целью повышения качества прикрепления аппликаций, преимущественно из синтетической ткани, используют отвержденную полиуретановую пленку, а перед прокладыванием пленки между швейным изделием и аппликацией ее подвергают обработке в растворителе для ее набухания от 10 до 30°/о, а горячеепрессование осуществляют при температуре 95-105°С и давлении 0,3-0,6 кгс/см.
оо
4ib
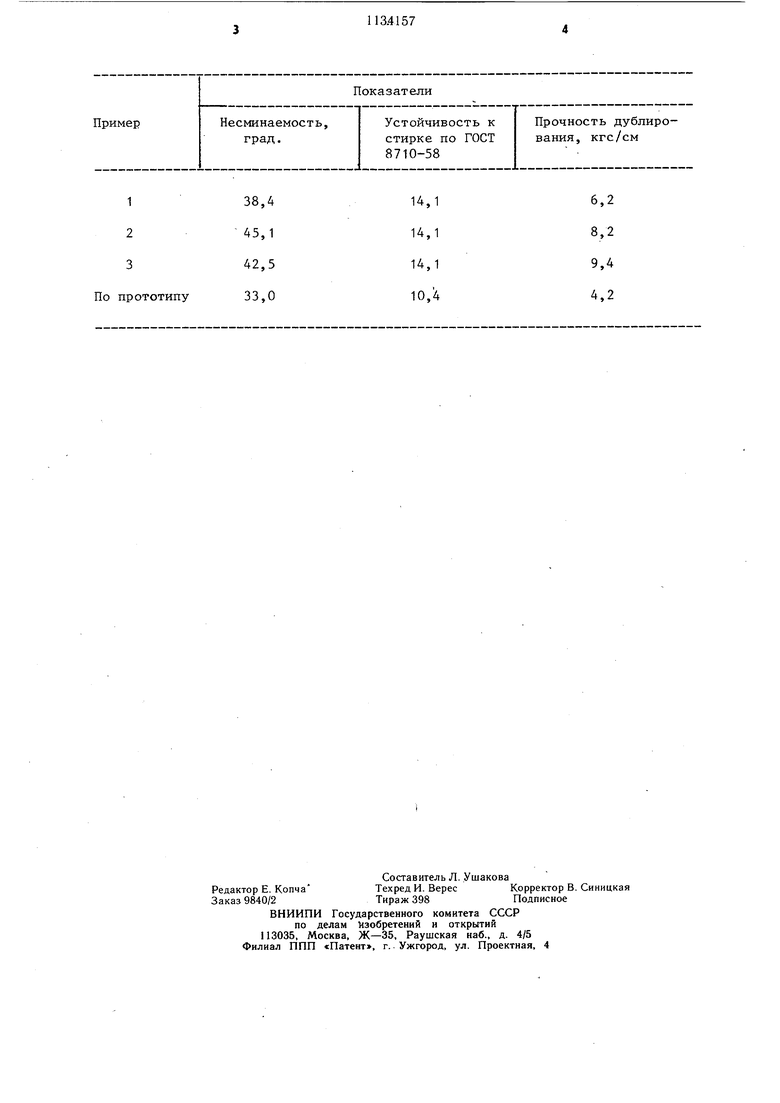
сд Изобретение относится к швейной проMbiiu.ieHHOCTn. Известен способ прикрепления ап.нликаHj-ifi к деталям швейных изделий, заключающийся в том, что между швейным изде.гием и аппликацией прокладывают полиуретановую пленку с последуюп1,им горячим прессованием 1J. Недостатком известногО способа является то, что применение полиуретановой 1ленки требует выполнения технологического процесса при повышенной температуре, что приводит к ухуд1пению внешнего вида и недостаточной формоустойчивоети изделий при прикреплении аппликаций, расслаиванию аппликации и детали п всйного издеI ель 1 зобретения -- : овы1пе11ие качества ni))(ii,;iciiHH а1П1Ликаций, преимхчпсствеино из с:имтетпческой ткани. Поставленная цель достигается тем, что спглагпо способх iipnia/en.ieniiH . к ,1як 1П)ейпь инде.шй, заключаюшсл 1Я ii |Ч,:,, что и ВС::;:Ь М ЧЗ ДСЛ ИСМ и ;. M.i/iiiK;: ;ие;; Г рок;;адь В;: ОТ , ретан; ; () iL;;ili4 i.- liOl.iC;;VK);UiM Г:;)ЯЧИМ lipCC1овани лк Hciiojib3yiOT от15ер/кдсмпу;о чолчу кмаковую |;,;снку, а перед ииокладьшанием n,:ieii;-.i; -.сжду мшейными изделием и апп,;;| ;1;и;ей ее гюдвергают обработке ) ;)аствори теле для ее набухания от i(; дс 3() ,,, ;: горичее пресеоваиие .ествляют при .ем :; патуре 95-1()5°С и дав.аепии 0,3-0,6 к(г/см Способ осуществляют с. едуюш11м образом. Д.ля гю, отверждсчпой H0.:invpeтановой пленки в 30°/о-;чый оаствор нолнуд,1гге.1я )ьзуют Д1;изоцианат. Ирп эгол-: . иодвеггают обработке в растворителе, например этилацетате, для ее набухания. Полученную пленку прокладьазают между швейным изделием и апплпкацпей. Затем осуидествляют горячее фессованпе при те.мпературе 95-105°С и давлении 0,30,6 кгс/см. Во вре.мя обработки в растворителе пленка набухает от 10 до 30%- Это способствует лучше.му прикреплению аппликации к деталям швейных изделий. Набухание пленки свыше ЗСР/о делает ее применение малотехничным за счет повышения лигпсости, а набухание пленки ниже 10°/о приводит к расслаиванию аппликации и детали Использование отвердителя в количестве менее 0,65% приводит к у.меньшению показате,яя устойчивости к стирке. Содержание отвердителя более i ,3Vo приводит к возрасTaFinio жесткости са.мой пложи и ухудшению качества .прикрепления. Г1овв1Ц1ение температуры црессования свыше 105°С, а давления свыше 0,6 Krc/cM приводит к изменению структуры ткани, особенно синтетической, а уменьшение температуры нреесования ниже 95°С и давления 1;иже 0,3 кгс/с.м также приводит к ухуд 1иению качества прикрепления и расслаиванию а индикации и детали швейного изделия. Пример 1. В качестве аппликац 1Й и маTCPHa.ia швейного изделия непользуют x.ioi;:атобумажную ткань. Отвержденную иолаyp(T;i; :)By;o ;1. (при количестве от- -;-дптеля 0,) Г1педварите. подвергают обработке в эчилапотятс. Степень набу д;пия в растнорм Te.ic сосгачП-от ()/{. Затем н.лсику нрок.чадывают ме/кду :пвейи1,м изделием и .:икацией и соединяют их иутем горячего ;рессования п;)и гс пературе 95°С; и данде ди: 0,3 кгс/см. Пример 2. В качество , ик;:;дии ncJKi.ib.пют хлопчатобумажную ткань, а в качестве лате|)иала швейиого изделия --- 1ие)стяпУ1О ткань. Отве1) полпурстаиовую и./сику (;)и количестве отвердителя ,3°о) Подч;чм-ают обработке в э -идацетате. Степень набу.хания п,ченки в растворителе составля -т 20°/о. Затем, как и в примере 1, пленку прокладывают между деталью швейного изде.1ИЯ и апп.чикацией и соединяют при те.мнературе 105С н давлении 0,6 кгс/ем. Пример 3. В качестве аппликации используют хлопчатобумажную ткань, а в качестlic мя1ег)иа,1а изделия -- ;нереть с лавсаном. ()твержде -П ую по;1иуретаповую пленк - (ири кол);чсстве отвердителя 1,0°/о) обрабатывают в эти:1апетате. Степень набухания пленки состав.чяет . Затем ее ирок,тадывают между деталью швейного изделия и апплик;1цией н соединякот при тем 1ературе и да15лснии 0,5 кгс/с.м. В таблице нредставлены показатели, характеризующие свойства полученного изделия. Г1|:)имеисние изобретения позволяет обеспечить большую iipOHHOCTb соедипения (примерно на 10-15/о) аннликаций к деталям швейных изделий. При этом при хорошей прочности соединения детали швейного из.1елня увелиН1вается 1 ;есминае.моеть издеЛ1Й1 и их устойчивость к стиркам.
138,4
245,1
342,5 По прототипу33,0
6,2 8,2 9,4 4,2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ прикрепления отделочных элементов к деталям щвейных изделий | 1976 |
|
SU601000A2 |
| Механический грохот | 1922 |
|
SU41A1 |
