Изобретение относится к металлообработке и может быть использовано при обработке отверстий деформирующим протягиваиием.
Известны конструкции протяжек, в которых установлены деформирующие и направляющие элементы 1.
Недостатком известных конструкций является то, что направляющие элементы не предохраняют деформирующие элементы от разрущения.
Цель изобретения - повыщение прочности и износостойкости деформирующего элемента.
Поставленная цель достигается тем, что в конструкции деформирующего элемента для протяжек, содержащей корпус с закрепленными на нем направляющими и деформирующими вставками, последние из которых имеют каждая две боковые поверхности, сопряженные с корпусом, переднюю и заднюю конические поверхности, разделенные цилиндрической ленточкой, и опорную, направляющие и деформирующие вставки размещены в шахматном порядке, причем направляющие вставки расположены перед деформирующими, при этом наружные поверхности направляющих вставок и передние поверхности деформирующих вставок описаны общей образующей конуса, а деформирующие вставки установлены так, что их опорные поверхности расположены к оси деформирующего элемента под углом f 6-10°.
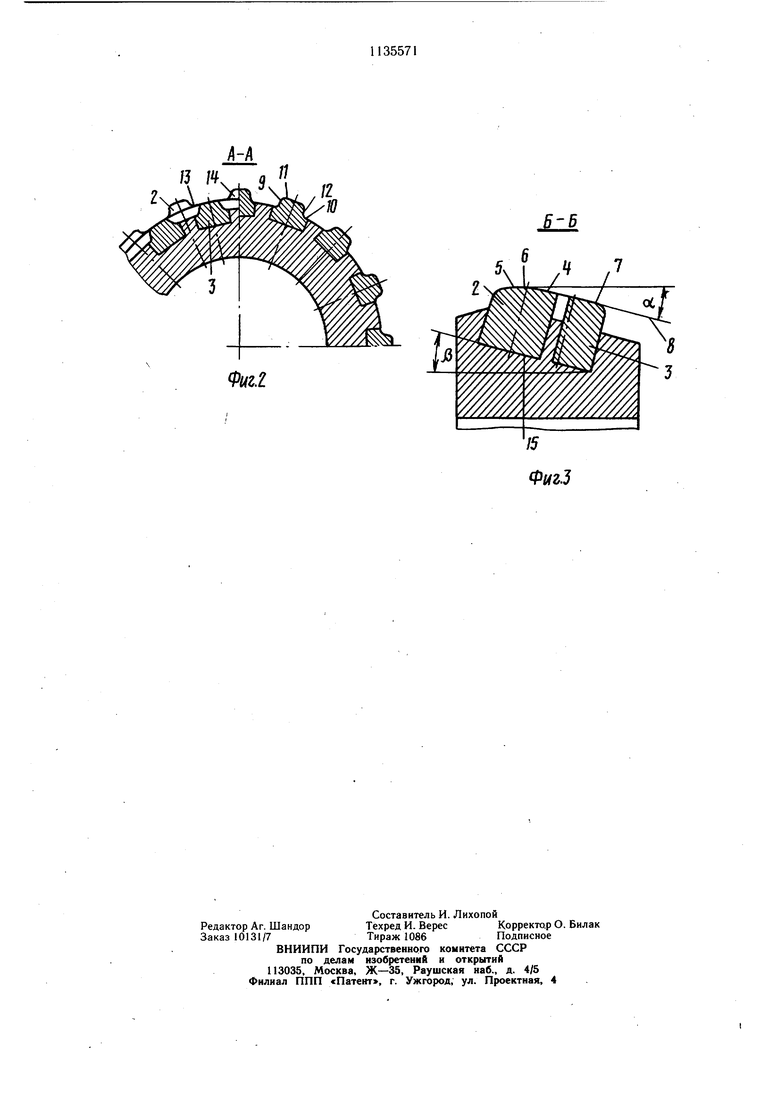
На фиг. 1 изображен деформирующий элемент, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Деформирующий элемент состоит из корпуса 1, деформирующих вставок 2 из сверхтвердого материала и направляющих вставок 3, расположенных по периметру корпуса в шахматном порядке, причем направляющие вставки 3 установлены перед деформирующими 2. Наружная поверхность деформирующих вставок 2 выполнена в виде двух усеченных конусов - переднего 4 и заднего 5, разделенных цилиндрической ленточкой 6.
Направляющие вставки 3 конструктивно представляют собой цилиндрические тела, выполненные преимущественно из сверхтвердых материалов и закрепленные при помощи клея в отверстия цилиндрической формы, выполненных в корпусе 1 деформирующего элемента. Наружная поверхность 7 направляющих 3 и поверхность переднего конуса 4 деформирующих вставок 2 описаны общей образующей 8, расположенной под углом оС к оси корпуса 1 деформирующего элемента. Боковые кромки 9 и 10 деформирующих вставок 2 сопряжены с поверхностями переднего 4 и заднего 5 конусов и с цилиндрической ленточкой 6 между ними по криволинейным поверхностям 11 и 12. По аналогичным криволинейным поверхностям 13 и 14 соедииены наружные поверхности 7 направляющих вставок 3 с их боковой цилиндрической поверхностью. Деформирующие вставки 2 установлены так, что их опорные поверхности расположены под углом 6-10 к оси деформирующего элемента.
Деформирующий элемент работает следующим образом.
При входе деформирующего элемента в отверстие обрабатываемой детали перво- .. начально в контакт с обрабатываемой поверхностью вступает наружная поверхность 7 направляющих вставок 3, а затем, по мере движения деформирующего элемента в отверстие обрабатываемой детали, в контакт с обрабатываемой поверхностью вступает поверхность переднего конуса 4 де формирующих вставок 2.
Ввиду того, что наружная поверхность 7 направляющих вставок 3 и поверхность переднего конуса 4 деформирующих вставок 2 описаны общей образуюихей 8, при
5 входе деформирующих вставок в отверстие отсутствует удар торца обрабатываемой детали (кромки отверстия) по рабочим вставкам, а также не увеличиваются контактные давления на периферийных частях вставок.
Кроме того, с помощью направляющих вставок 3 производится центрирование обрабатываемой детали относительно поверхности переднего конуса деформирующих вставок, вследствие чего натяги и нагрузки
на каждую деформирующую вставку выравниваются. Расположение деформирующих 2 и направляющих 3 вставок в шахматном порядке предхраняет от ударов наиболее уязвимые с точки зрения прочности
0 боковые кромки 9 и 10 деформирующих вставок 2. Кроме того, такое расположение повыщает также точность формы отверстий в поперечном сечении обрабатываемых отверстий.
Уменьшение нагрузки и снижение контактных давлений в местах сопряжения поверхностей (поверхностей 4 , 5 и 6) вставок 2 с их боковыми поверхностями 9 и 10 наблюдается только в том случае, если эти
0 поверхности сопряжены криволинейными поверхностями. Все это увеличивает прочность и износостойкость вставок. Выполнение деформирующих вставок из сверхтвердых материалов, опорные поверхности которых расположены под углом к оси
5 деформирующего элемента J3 6-10°, обеспечивает их максимальную прочность и износостойкость.
/3 W.
12
Фкг.г
-ill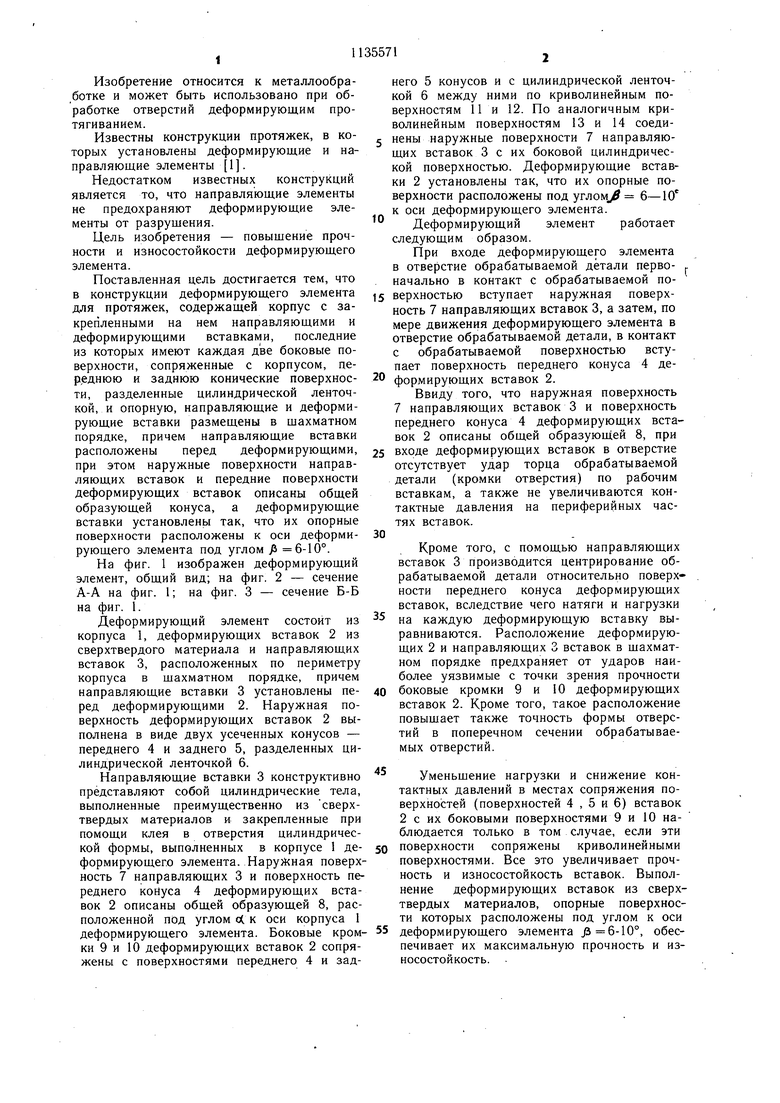
| название | год | авторы | номер документа |
|---|---|---|---|
| Деформирующий элемент протяжек и матриц | 1988 |
|
SU1570885A1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2237551C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478457C1 |
| Рабочий элемент протяжки | 1988 |
|
SU1726167A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРУЮЩЕГО ЭЛЕМЕНТА ПРОТЯЖКИ | 1987 |
|
SU1651444A1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2487785C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478025C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ И КАЛИБРОВАНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩИМ ИНСТРУМЕНТОМ | 2011 |
|
RU2474486C1 |
ДЕФОРМИРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ ПРОТЯЖЕК, содержащий корпус с закрепленными на нем направляющими и деформирующими вставками, последние из которых имеют каждая две боковые поверхности, сопряженные с корпусом, переднюю и заднюю конические поверхности, разделенные цилиндрической ленточкой, и опорную, отличающийся тем, что, с целью повыщения прочности и износостойкости, направляющие и деформирующие вставки размещены в щахматном порядке, причем направляющие вставки расположены перед деформирующими, при этом наружные поверхности направляющих вставок и передние поверхности деформирующих вставок описаны общей образующей конуса, а деформирующие вставки установлены так, что их опорные поверхности расположены к оси деформирующего элемента под углом р 6-10°. SS лТ 00 СП сд 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 755460, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
