Изобретение относится к обработке материалов давлением, а именно к деформирующим инструментам типа протяжек и матриц, предназначенных соответственно для обработки внутренних и наружных цилиндрических поверхностей.
Цель изобретения - повышение стойкости инструмента за счет уменьшения сдвигающих напряжений в покрытии.
На фиг. 1 показан предлагаемый элемент, продольный разрез; на фиг. 2 - второй вариант элемента; на фиг. 3 - элемент со скруглением; на фиг. 4 - элемент с плавным переходом между образующими передней поверхности и обратного конуса; на фиг. 5 - - элемент с вогнутой образующей передней поверхности; на фиг. 6 - элемент с выпуклой передней поверхностью; на фиг. 7 - элемент матрицы, продольный разрез.
Предложенный деформирующий элемент (фиг. 1) содержит подложку 1 (корпус) в виде кольца, на которой выполнены передняя поверхность 2, образующая которой наклонена под углом а, цилиндрическую ленточку 3 и обратный конус 4 с образующей, имеющей наклон по углом а Передняя поверхность 2 подложки и обратный конус 4 выполнены с пересечением между собой в плоскости, перпендикулярной оси элемента и условно названной основанием передней поверхности 2 (в ней расположен отрезок ОВ). Износостойкое покрытие 5 с толщиной с нанесено только до основания передней поверхности, т. е, в разрезе до т. О. На нем слева от т. О абразивной доводкой образована ленточка 3 с шириной Ь. При таком исполнении и расположении ленточка 3 не подвергается напряжениям изгиба и
СД
О 00 00 СЛ
сдвига, поскольку этому препятствует материал подложки 1.
Известно, что чаще рекомендуется угол . Допустим, что детонационным напылением получен слой с толщиной ,1. Тогда ширина ленточки равна
5ШОС
12 с.
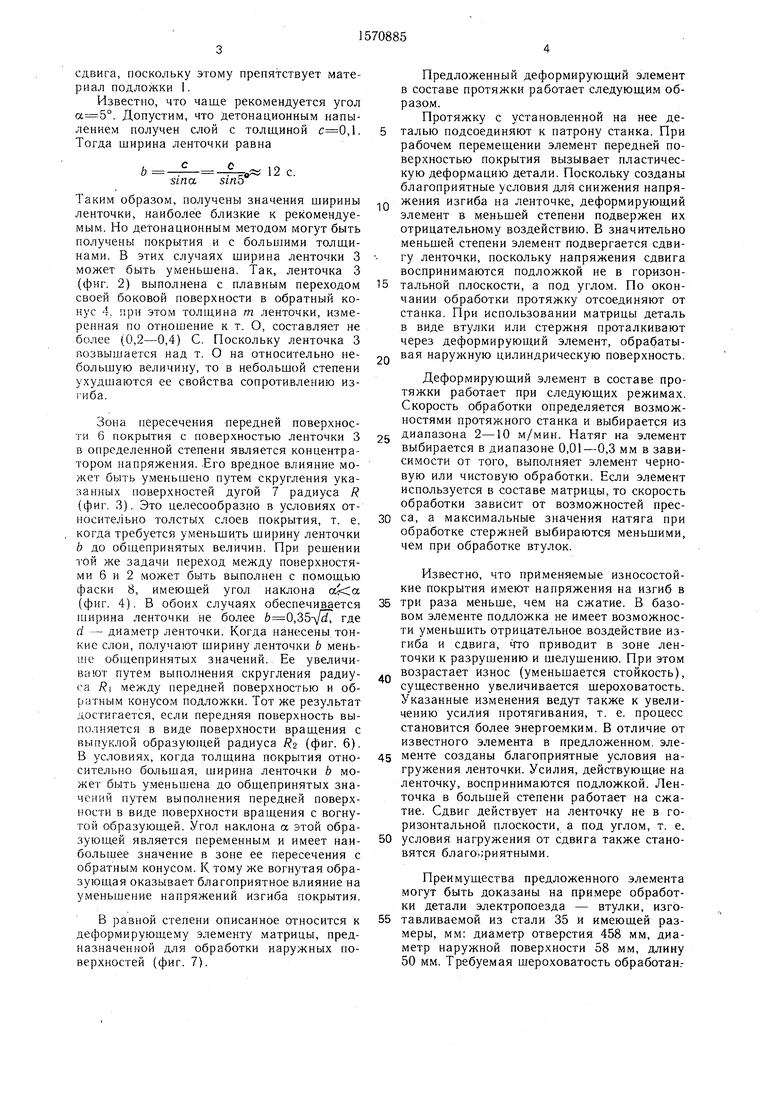
Таким образом, получены значения ширины ленточки, наиболее близкие к рекомендуемым. Но детонационным методом могут быть получены покрытия и с большими толщинами. В этих случаях ширина ленточки 3 может быть уменьшена. Так, ленточка 3 (фиг. 2) выполнена с плавным переходом своей боковой поверхности в обратный конус 4, при этом толщина m ленточки, измеренная по отношение к т. О, составляет не более (0,2-0,4) С. Поскольку ленточка 3 возвышается над т. О на относительно небольшую величину, то в небольшой степени ухудшаются ее свойства сопротивлению из- i иба.
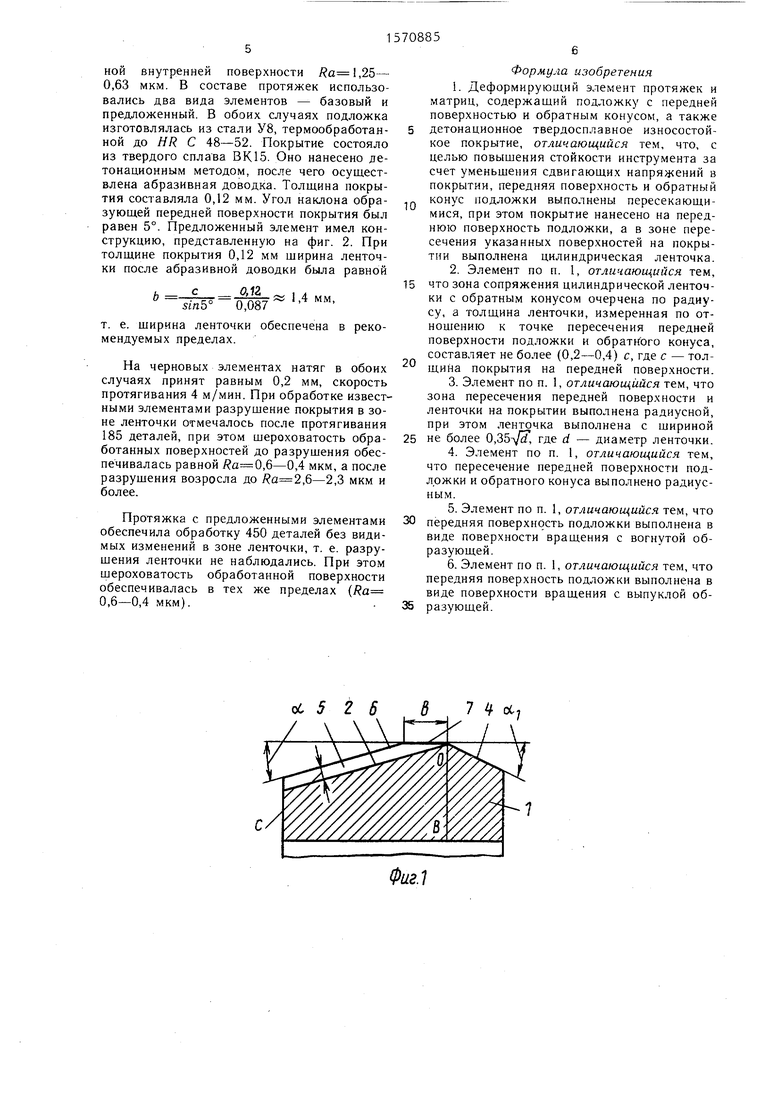
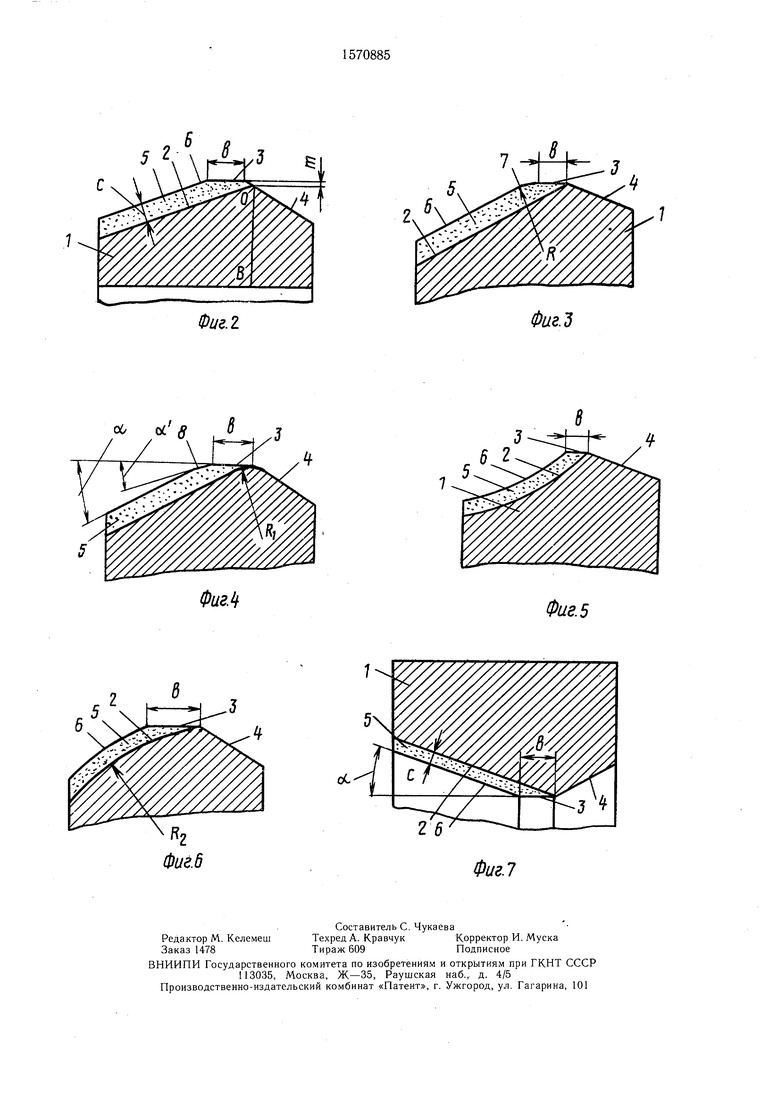
Зона пересечения передней поверхности 6 покрытия с поверхностью ленточки 3 в определенной степени является концентратором напряжения. Его вредное влияние может быть уменьшено путем скругления указа иных поверхностей дугой 7 радиуса R (фиг. 3). Это целесообразно в условиях относительно толстых слоев покрытия, т. е. когда требуется уменьшить ширину ленточки b до общепринятых величин. При решении той же задачи переход между поверхностями 6 и 2 может быть выполнен с помощью фаски 8, имеющей угол наклона (фиг. 4). В обоих случаях обеспечивается ширина ленточки не более ,, где d -- диаметр ленточки. Когда нанесены тонкие слои, получают ширину ленточки b меньше общепринятых значений. Ее увеличивают путем выполнения скругления радиуса R между передней поверхностью и обратным конусом подложки. Тот же результат .достигается, если передняя поверхность выполняется в виде поверхности вращения с выпуклой образующей радиуса R2 (фиг. 6). В условиях, когда толщина покрытия относительно большая, ширина ленточки b мо- жег быть уменьшена до общепринятых значений путем выполнения передней поверхности в виде поверхности вращения с вогнутой образующей. Угол наклона а этой образующей является переменным и имеет наибольшее значение в зоне ее пересечения с обратным конусом. К тому же вогнутая образующая оказывает благоприятное влияние на уменьшение напряжений изгиба покрытия.
В равной степени описанное относится к деформирующему элементу матрицы, предназначенной для обработки наружных поверхностей (фиг. 7).
Предложенный деформирующий элемент в составе протяжки работает следующим образом.
Протяжку с установленной на нее деталью подсоединяют к патрону станка. При рабочем перемещении элемент передней поверхностью покрытия вызывает пластическую деформацию детали. Поскольку созданы благоприятные условия для снижения напряжения изгиба на ленточке, деформирующий элемент в меньшей степени подвержен их отрицательному воздействию. В значительно меньшей степени элемент подвергается сдвигу ленточки, поскольку напряжения сдвига воспринимаются подложкой не в горизонтальной плоскости, а под углом. По окончании обработки протяжку отсоединяют от станка. При использовании матрицы деталь в виде втулки или стержня проталкивают через деформирующий элемент, обрабатыQ вая наружную цилиндрическую поверхность.
Деформирующий элемент в составе протяжки работает при следующих режимах. Скорость обработки определяется возможностями протяжного станка и выбирается из
g диапазона 2-10 м/мин. Натяг на элемент выбирается в диапазоне 0,01-0,3 мм в зависимости от того, выполняет элемент черновую или чистовую обработки. Если элемент используется в составе матрицы, то скорость обработки зависит от возможностей прес0 са, а максимальные значения натяга при обработке стержней выбираются меньшими, чем при обработке втулок.
Известно, что применяемые износостойкие покрытия имеют напряжения на изгиб в
5 три раза меньше, чем на сжатие. В базовом элементе подложка не имеет возможности уменьшить отрицательное воздействие изгиба и сдвига, что приводит в зоне ленточки к разрушению и шелушению. При этом возрастает износ (уменьшается стойкость), существенно увеличивается шероховатость. Указанные изменения ведут также к увеличению усилия протягивания, т. е. процесс становится более энергоемким. В отличие от известного элемента в предложенном эле5 менте созданы благоприятные условия на- гружения ленточки. Усилия, действующие на ленточку, воспринимаются подложкой. Ленточка в большей степени работает на сжатие. Сдвиг действует на ленточку не в горизонтальной плоскости, а под углом, т. е.
0 условия нагружения от сдвига также становятся благоприятными.
Преимущества предложенного элемента могут быть доказаны на примере обработки детали электропоезда - втулки, изго- 5 тавливаемой из стали 35 и имеющей размеры, мм: диаметр отверстия 458 мм, диаметр наружной поверхности 58 мм, длину 50 мм. Требуемая шероховатость обработан,ной внутренней поверхности ,25- 0,63 мкм. В составе протяжек использовались два вида элементов - базовый и предложенный. В обоих случаях подложка изготовлялась из стали У8, термообработан- ной до HR С 48-52. Покрытие состояло из твердого сплава ВК15. Оно нанесено детонационным методом, после чего осуществлена абразивная доводка. Толщина покрытия составляла 0,12 мм. Угол наклона образующей передней поверхности покрытия был равен 5°. Предложенный элемент имел конструкцию, представленную на фиг. 2. При толщине покрытия 0,12 мм ширина ленточки после абразивной доводки была равной
ь
с 0,12. sin5° 0,087
1,4 мм,
т. е. ширина ленточки обеспечена в рекомендуемых пределах.
На черновых элементах натяг в обоих случаях принят равным 0,2 мм, скорость протягивания 4 м/мин. При обработке известными элементами разрушение покрытия в зоне ленточки отмечалось после протягивания 185 деталей, при этом шероховатость обработанных поверхностей до разрушения обеспечивалась равной ,6-0,4 мкм, а после разрушения возросла до ,6-2,3 мкм и более.
Протяжка с предложенными элементами обеспечила обработку 450 деталей без видимых изменений в зоне ленточки, т. е. разрушения ленточки не наблюдались. При этом шероховатость обработанной поверхности обеспечивалась в тех же пределах (Ra 0,6-0,4 мкм).
5
Формула изобретения
1.Деформирующий элемент протяжек и матриц, содержащий подложку с передней поверхностью и обратным конусом, а также детонационное твердосплавное износостойкое покрытие, отличающийся тем, что, с целью повышения стойкости инструмента за счет уменьшения сдвигающих напряжений в покрытии, передняя поверхность и обратный конус подложки выполнены пересекающимися, при этом покрытие нанесено на переднюю поверхность подложки, а в зоне пересечения указанных поверхностей на покрытии выполнена цилиндрическая ленточка.
2.Элемент по п. 1, отличающийся тем, что зона сопряжения цилиндрической ленточки с обратным конусом очерчена по радиусу, а толщина ленточки, измеренная по отношению к точке пересечения передней поверхности подложки и обратного конуса, составляет не более (0,2-0,4) с, где с - толщина покрытия на передней поверхности.
3.Элемент по п. 1, отличающийся тем, что зона пересечения передней поверхности и ленточки на покрытии выполнена радиусной, при этом ленточка выполнена с шириной
5 не более 0,35л/й, где d - диаметр ленточки.
4.Элемент по п. 1, отличающийся тем, что пересечение передней поверхности подложки и обратного конуса выполнено радиусным.
5.Элемент по п. 1, отличающийся тем, что передняя поверхность подложки выполнена в виде поверхности вращения с вогнутой образующей.
6.Элемент по п. 1, отличающийся тем, что передняя поверхность подложки выполнена в виде поверхности вращения с выпуклой образующей.
0
0
5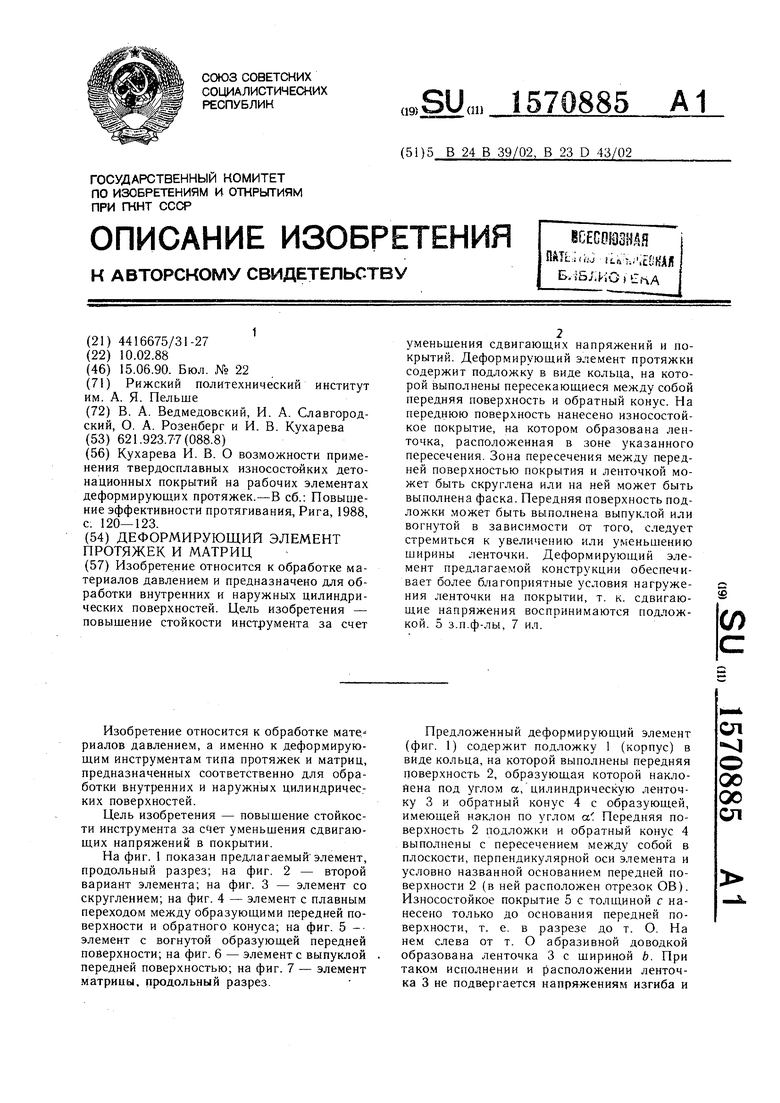
| название | год | авторы | номер документа |
|---|---|---|---|
| Деформирующий элемент протяжек и матриц | 1988 |
|
SU1655759A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРУЮЩЕГО ЭЛЕМЕНТА ПРОТЯЖКИ | 1987 |
|
SU1651444A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРУЮЩЕГО ЭЛЕМЕНТА ПРОТЯЖКИ | 2013 |
|
RU2560477C2 |
| Рабочий элемент протяжки | 1988 |
|
SU1726167A1 |
| Сборная протяжка | 1984 |
|
SU1324777A1 |
| Сборная деформирующая протяжка | 1979 |
|
SU772758A1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2487785C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ | 2010 |
|
RU2460626C2 |
Изобретение относится к обработке материалов давлением и предназначено для обработки внутренних и наружных цилиндрических поверхностей. Цель изобретения - повышение стойкости инструмента за счет уменьшения сдвигающих напряжений и покрытий. Деформирующий элемент протяжки содержит подложку в виде кольца, на которой выполнены пересекающиеся между собой передняя поверхность и обратный конус. На переднюю поверхность нанесено износостойкое покрытие, на котором образована ленточка, расположенная в зоне указанного пересечения. Зона пересечения между передней поверхностью покрытия и ленточкой может быть скруглена или на ней может быть выполнена фаска. Передняя поверхность подложки может быть выполнена выпуклой или вогнутой в зависимости от того, следует стремиться к увеличению или уменьшению ширины ленточки. Деформирующий элемент предлагаемой конструкции обеспечивает более благоприятные условия нагружения ленточки на покрытии, т.к.сдвигающие напряжения воспринимаются подложкой. 5 з.п.ф-лы, 7 ил.
об 5
Фиг. 2
об QL s
ФигЛ
Фиг.3
Фиг. 5
Фиг. 7
| Кухарева И | |||
| В | |||
| О возможности применения твердосплавных износостойких детонационных покрытий на рабочих элементах деформирующих протяжек.-В сб.: Повышение эффективности протягивания, Рига, 1988, с | |||
| Кровля из глиняных обожженных плит с арматурой из проволочной сетки | 1921 |
|
SU120A1 |
