Изобретение относится к машиностроению, в частности к методам изготовления инструмента, и может быть использовано в процессе обработки деформирующих элементов протяжек.
Целью изобретения является снижение себестоимости изготовления протяжек за счет применения безвольфрамовых инструментальных сталей, для протяжек, работающих в условиях смазки.
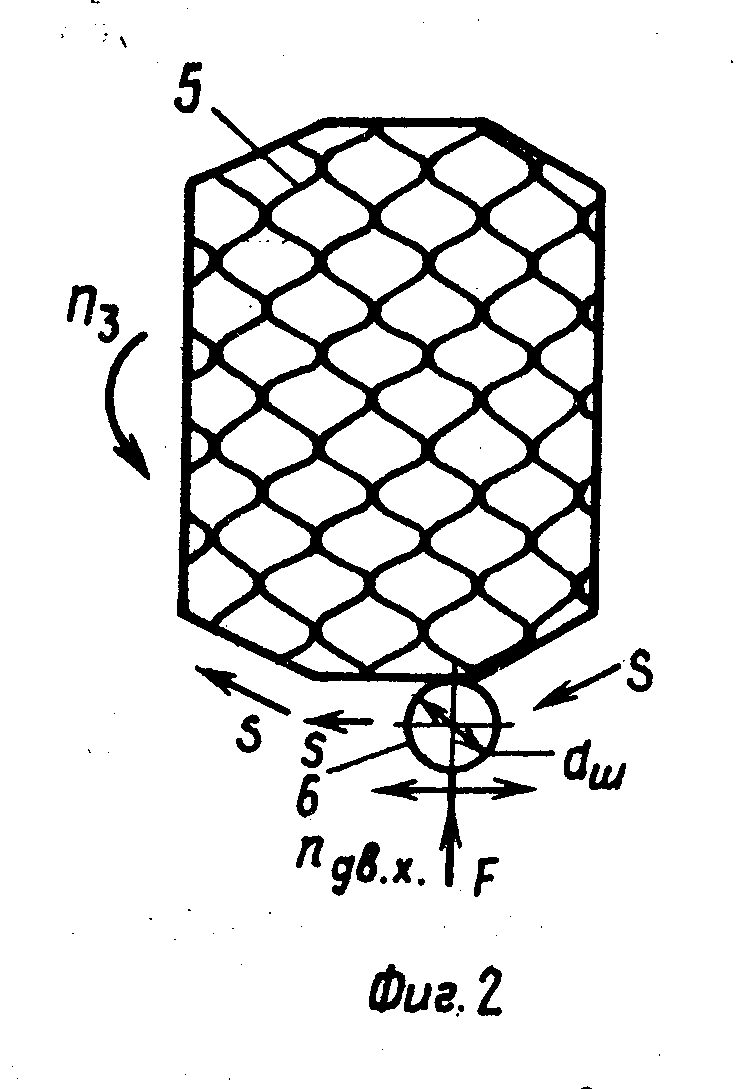
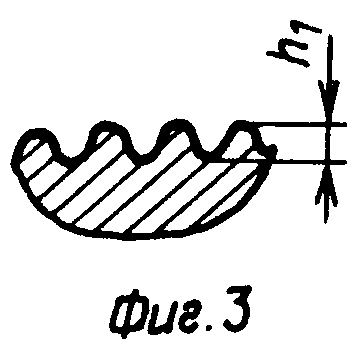
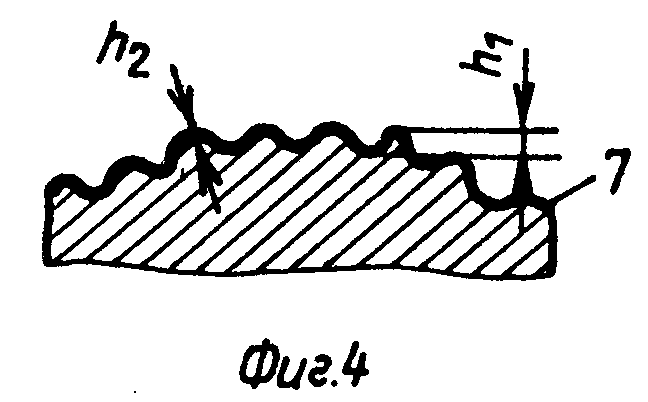
На фиг. 1 представлен общий вид деформирующего элемента; на фиг. 2 - схема нанесения регулярного микрорельефа на рабочие поверхности деформирующего элемента; на фиг. 3 глубина нанесения регулярного микрорельефа; на фиг. 4 нанесение износостойкого покрытия на рабочие поверхности с регулярным микрорельефом.
Способ реализуется следующим образом.
Деформирующий элемент 1 изготавливается с заборным конусом 2, цилиндрической ленточкой 3 и обратным конусом 4. Затем на все рабочие поверхности 2, 3 и 4 элемента наносится регулярный микрорельеф (РМР) таким образом, чтобы его канавки 5 пересекали линии соединения заборного и обратного к тому, что смазочно-охлаждающая жидкость дросселирует через канавки РМР с одной рабочей поверхности на другую, обеспечивая жидкостной режим трения и исключая полностью явление схватывания поверхностей инструмента и детали. Микрорельеф наносится индикатором 6 при вращении деформирующего элемента и сообщения индентору подачи и прямолинейной вибрации. Индентор прижимается к обрабатываемой поверхности с определенным усилием. Глубина канавок микрорельефа n1.
После образования на поверхностях деформирующего элемента РМР на них наносят износостойкое покрытие 7, например, нитрид или карбид титана. Толщина покрытия n2 должна быть меньше глубины канавок n1, образованного микрорельефа для того, чтобы после нанесения покрытия на поверхности деформирующего элемента остался РМР и при эксплуатации его обеспечивалась смазка рабочих поверхностей через сохранившиеся канавки.
Деформирующие элементы протяжки изготавливались из стали ХВГ диаметром 22-0,021. Углы заборных конусов 5o-30. Ширина цилиндрической ленточки 1,0 мм.
Микрорельеф наносился по следующим режимам:
Число оборотов 50 об/мин
Подача 1,56 мм/об
Количество двойных ходов выглаживателя 1400 1/мин
Радиус рабочей части выглаживания 0,7 мм
Узел деформирования 50 кг.
Глубина выдавливаемых канавок микрорельефа равнялась 0,02 мм. Затем на образованный микрорельеф наносилось покрытие из нитрида титана методом КИБ толщиной 0,005 мм. Глубина канавок на покрытии 0,015 мм.
Вибронакатывание поверхностей конусов и цилиндрической ленточки без отрыва индикатора при переходе с одной поверхности на другую может осуществляться двумя способами. Во-первых, обработку можно осуществлять по копиру, причем в качестве копира может использоваться другой деформирующий элемент протяжки. Во-вторых, углы запорного и обратного конусов равны 4-5o, а их длины редко превышают 10 мм, вследствие чего при переходе с конусной поверхности на цилиндрическую и наоборот параметры микрорельефа изменяются незначительно, что не сказывается на качестве обработки.
Для обеспечения требуемого качества обработки деталей и требуемой стойкости деформирующих протяжек необходимо обеспечение сохранения смазки в зоне контакта инструмента с деталью, а также исключения адгезионных явлений, которые проявляются особенно ярко при применении деформирующих элементов из безвольфрамовых сталей, имеющих примерно одинаковый химсостав с материалом детали. Вследствие этого данные материалы не применяются для деформирующих элементов протяжек. Нитриды или карбиды титана, гафния, циркония имеют химсостав, отличный от состава материала детали, что делает адгезию маловероятной. Канавки же микрорельефа обеспечивают постоянное присутствие смазок в зоне контакта при обработке. Совокупность вышеуказанных факторов позволяют заменить дорогие твердосплавные элементы протяжек на более дешевые стальные элементы с покрытием и микрорельефом. Кроме того, исследования показали, что после нанесения покрытия на шлифованную поверхностью с шероховатостью 0,16-0,25 мкм, шероховатость рабочей поверхности с покрытием увеличивается до 0,63-0,8 мкм. Это приводит к необходимости доводки рабочей поверхности деформирующего элемента, что увеличивает себестоимость его изготовления. При нанесении покрытия на поверхность, имеющую микрорельеф, шероховатость покрытой поверхности находится в пределах 0,30-0,38 мкм, что позволяет исключить доводочные операции. Толщина покрытия выбирается, как указано в конкретном примере реализации способа меньше глубины канавок микрорельефа. В этом случае на покрытой поверхности остается микрорельеф, обеспечивающий требуемые условия смазок. ЫЫЫ2 ЫЫЫ4
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРУЮЩЕГО ЭЛЕМЕНТА ПРОТЯЖКИ | 2013 |
|
RU2560477C2 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| Протяжка | 1989 |
|
SU1734965A1 |
| СБОРНАЯ СЕКЦИОННАЯ ПРОТЯЖКА ДЛЯ ОБТОЧКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2380201C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО ЭЛЕМЕНТА ОБРАБАТЫВАЮЩЕГО ИНСТРУМЕНТА | 2005 |
|
RU2303507C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| Способ изготовления рабочего элемента для деформирующих протяжек | 1980 |
|
SU1127709A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2487785C2 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |

Изобретение относится к машиностроению, в частности к обработке металлов протягиванием. Цель - снижение себестоимости изготовления протяжки, за счет применения безвольфрамовых инструментальных сталей для протяжек работающих со смазкой. На рабочие поверхности протяжки, заборный, обратный конуса и цилиндрическую ленточку - наносят регулярный микрорельеф из условия пересечения его канавками линий соединения заборного и обратного конусов с цилиндрической ленточкой. Затем наносят на них износостойкое покрытие толщиной меньше глубины канавок образованного микрорельефа. Это позволяет сохранять на поверхности инструмента смазку, что обеспечивает жидкостный режим трения. 4 ил.
Способ изготовления деформирующего элемента протяжки, при котором на заборный, обратный конусы и цилиндрическую ленточку деформирующего элемента наносят регулярный микрорельеф, отличающийся тем, что, с целью снижения себестоимости изготовления протяжки за счет применения безвольфрамовых инструментальных сталей для протяжек, работающих со смазкой, дополнительно наносят микрорельеф на поверхности перехода заборного и обратного конусов в цилиндрическую ленточку, после чего на всю рабочую поверхность деформирующего элемента наносят износостойкое покрытие толщиной меньше глубины канавок образованного микрорельефа.
| Проскуряков Ю.Г | |||
| и др | |||
| Объемное дорнование отверстия | |||
| - М.: Машиностроение, 1984, с | |||
| Способ укрепления под покрышкой пневматической шины предохранительного слоя или манжеты | 1917 |
|
SU185A1 |
