Рабочий элемент протяжки (прошивки) относится к механообработке и может быть использован в составе указанных инструментов для обработки внутренних поверхностей, например отверстий.
Цель изобретения - повышение стойкости.
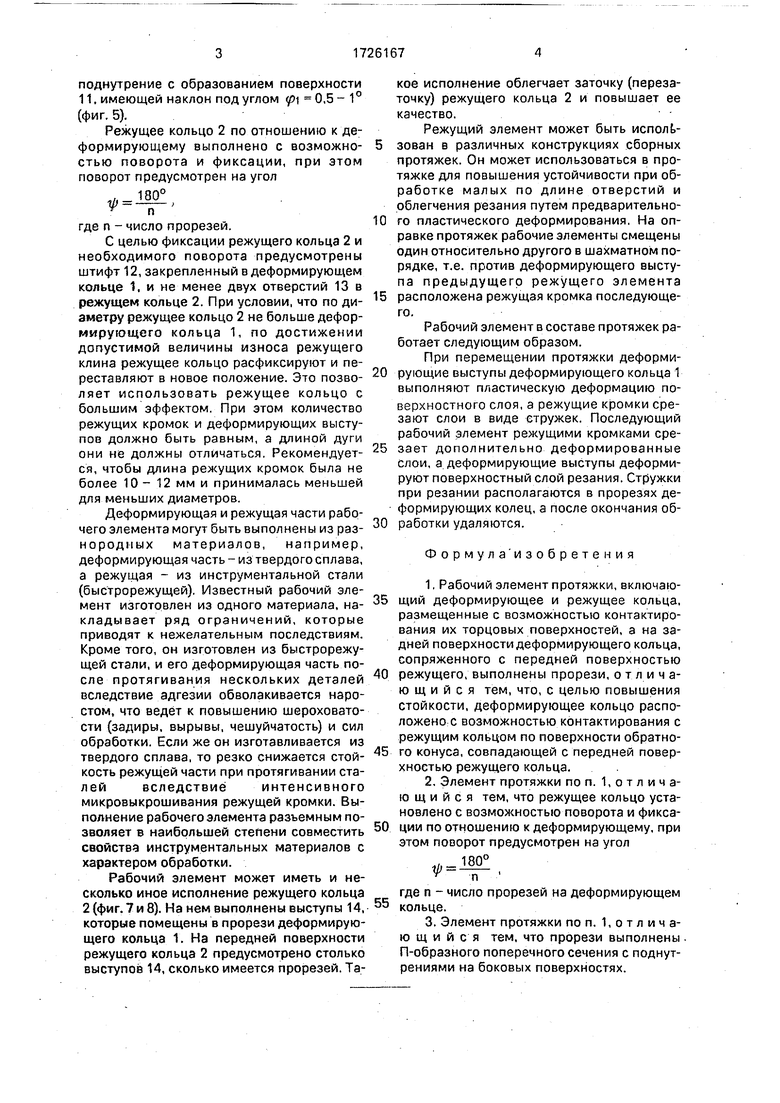
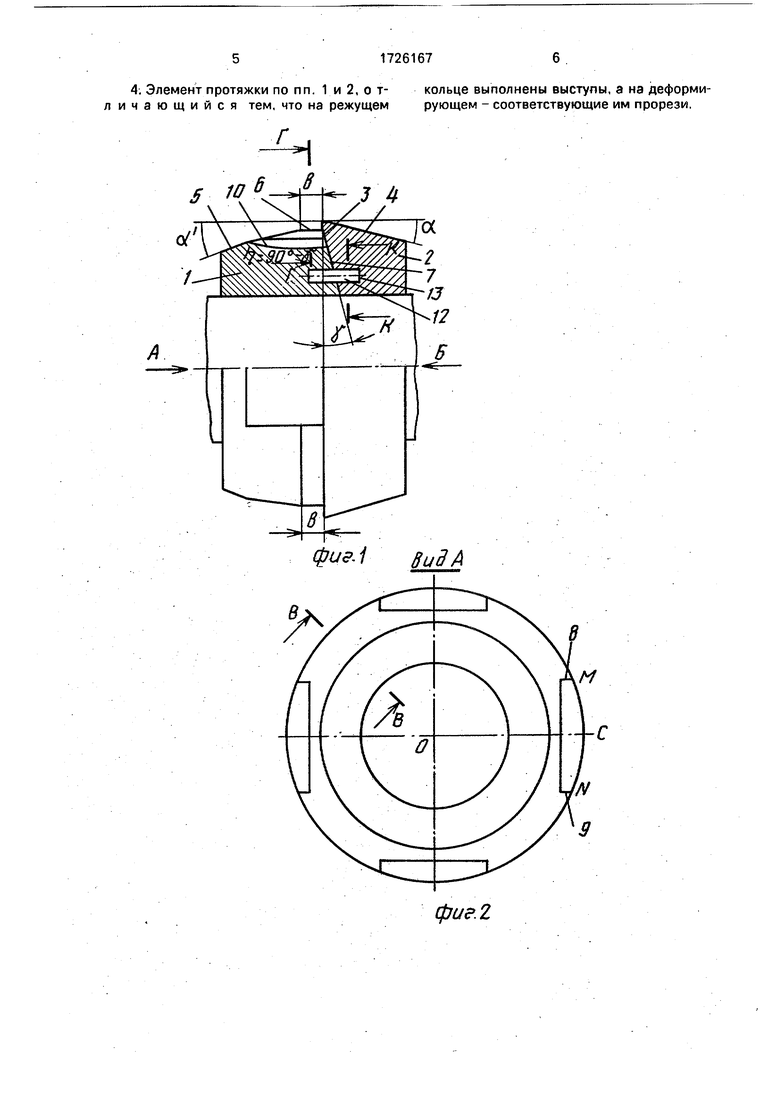
На фиг. 1 схематически изображен рабочий элемент, продольный разрез; на фиг, 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг, 6 - разрез Д-Д на фиг. 1; на фиг. 7 - конструкция рабочего элемента с выступами на режущем кольце; на фиг. 8 - вид Е на фиг, 7.
Рабочий элемент выполнен разъемным с образованием деформирующего 1 и режущего 2 колец. Разъем выполнен по передней поверхности 3 режущего кольца 2. Последнее характеризуется геометрией - передним углом у и задним углом а, под которым наклонена главная задняя поверхность 4. Деформирующее кольцо 1 ограничено поверхностями переднего рабочего
конуса 5, образующая которого наклонена
под углом at , цилиндрической ленточки 6 с шириной b и обратного конуса 7, контактирующего с передней поверхностью 3, при этом образующая обратного конуса 7 наклонена к продольной оси под углом
Г 90° -у. На деформирующем кольце 1 выполнены сквозные прорези с образованием боковых поверхностей 8 и 9 и поверхности 10, предназначенной в качестве дна стружечной канавки. Боковые поверхности 8 и 9 параллельны между собой, а также линии ОС, проходящей через центр рабочего элемента и середину дуги режущей кромки MN. Боковые поверхности у известного режущего элемента выполнены сходящимися при их продолжении в центре режущего элемента, что делает невозможным сход стружки. Это объясняется тем, что траектория движения боковых поверхностей стружки перпендикулярна хорде MN. С целью уменьшения трения между стружкой и боковой поверхностью на последней в зоне цилиндрической ленточки 6 выполнено
(Л
ю
поднутрение с образованием поверхности 11. имеющей наклон под углом f 0,5- 1° (фиг. 5).
Режущее кольцо 2 по отношению к деформирующему выполнено с возможностью поворота и фиксации, при этом поворот предусмотрен на угол
,/,-180°
W ;
YП
где п - число прорезей.
С целью фиксации режущего кольца 2 и необходимого поворота предусмотрены штифт 12, закрепленный в деформирующем кольце 1. и не менее двух отверстий 13 в режущем кольце 2. При условии, что по диаметру режущее кольцо 2 не больше деформирующего кольца 1, по достижении допустимой величины износа режущего клина режущее кольцо расфиксируют и переставляют в новое положение. Это позволяет использовать режущее кольцо с большим эффектом. При этом количество режущих кромок и деформирующих выступов должно быть равным, а длиной дуги они не должны отличаться. Рекомендуется, чтобы длина режущих кромок была не более 10-12 мм и принималась меньшей для меньших диаметров.
Деформирующая и режущая части рабочего элемента могут быть выполнены из раз- нородпых материалов, например, деформирующая часть - из твердого сплава, а режущая - из инструментальной стали (быстрорежущей). Известный рабочий элемент изготовлен из одного материала, накладывает ряд ограничений, которые приводят к нежелательным последствиям. Кроме того, он изготовлен из быстрорежущей стали, и его деформирующая часть после протягивания нескольких деталей вследствие адгезии обволакивается наростом, что ведет к повышению шероховатости (задиры, вырывы, чешуйчатость) и сил обработки. Если же он изготавливается из твердого сплава, то резко снижается стойкость режущей части при протягивании ста- лей вследствие интенсивного микровыкрошивания режущей кромки. Выполнение рабочего элемента разъемным позволяет в наибольшей степени совместить свойства инструментальных материалов с характером обработки.
Рабочий элемент может иметь и несколько иное исполнение режущего кольца 2 (фиг. 7 и 8). На нем выполнены выступы 14, которые помещены в прорези деформирующего кольца 1. На передней поверхности режущего кольца 2 предусмотрено столько выступов 14, сколько имеется прорезей. Такое исполнение облегчает заточку (перезаточку) режущего кольца 2 и повышает ее качество.
Режущий элемент может быть использован в различных конструкциях сборных протяжек. Он может использоваться в протяжке для повышения устойчивости при обработке малых по длине отверстий и облегчения резания путем предварительного пластического деформирования. На оправке протяжек рабочие элементы смещены один относительно другого в шахматном порядке, т.е. против деформирующего выступа предыдущего режущего элемента
расположена режущая кромка последующего.
Рабочий элемент в составе протяжек работает следующим образом.
При перемещении протяжки деформирующие выступы деформирующего кольца 1 выполняют пластическую деформацию поверхностного слоя, а режущие кромки срезают слои в виде стружек. Последующий рабочий элемент режущими кромками срезает дополнительно деформированные слои, а деформирующие выступы деформируют поверхностный слой резания. Стружки при резании располагаются в прорезях деформирующих колец, а после окончания обработки удаляются.
Формула изобретения
1,Рабочий элемент протяжки, включаю- щий деформирующее и режущее кольца,
размещенные с возможностью контактирования их торцовых поверхностей, а на задней поверхности деформирующего кольца, сопряженного с передней поверхностью
режущего, выполнены прорези, отличающийся тем, что, с целью повышения стойкости, деформирующее кольцо расположено с возможностью контактирования с режущим кольцом по поверхности обратного конуса, совпадающей с передней поверхностью режущего кольца.
2,Элемент протяжки по п. отличающийся тем, что режущее кольцо установлено с возможностью поворота и фиксации по отношению к деформирующему, при этом поворот предусмотрен на угол
„-ж.
где п - число прорезей на деформирующем кольце.
3. Элемент протяжки по п. отличающийся тем, что прорези выполнены П-образного поперечного сечения с поднутрениями на боковых поверхностях.
517261676
4. Элемент протяжки по пп. 1 и 2, о т- кольце выполнены выступы, а на деформи- личающийся тем, что на режущем рующем - соответствующие им прорези.
Г .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения корней стружек | 1988 |
|
SU1623842A1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |
| Устройство для обработки трубных заготовок | 1982 |
|
SU1034855A1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2237551C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| Устройство для сборки охватываемой и охватывающей деталей | 1986 |
|
SU1318384A1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2487785C2 |
| Способ определения глубины дефектного слоя | 1979 |
|
SU931298A1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ | 2010 |
|
RU2460626C2 |
| СПОСОБ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2010 |
|
RU2460627C2 |
Использование: для обработки внутренних поверхностей, например отверстий. Сущность изобретения: при перемещении протяжки деформирующие выступы деформирующего кольца выполняют пластическую деформацию поверхностного слоя, а режущие кромки создают слои в виде стружек, Последующий рабочий элемент режущими кромками срезает дополнительно деформированные слои, а деформирующие выступы деформируют поверхностный слой после резания. Стружки при резании располагаются в прорезях деформирующих колец, а после окончания обработки удаляются. 3 з.п. ф-лы, 8 ил.
Akfev
8ид А
фиг. 2
фиг. В
фиг.7 f s ffuff
ч
/
| Деформирующе-режущая протяжка | 1984 |
|
SU1215894A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
