Устройства для пайки, в которых используется ueniioii транспортер с профилированной направляющей, известны- Однако в таких устройствах процесс пайки трудоемкий и сложный, а пайка полностью не отвечает требованиям, предъявляемым к качеству ее исполнения. Кроме того, в устройствах закрепление изделий в зажимах не автоматизировано, что снижает их производительность.
В описываемом устройстве эти недостатки устранены путем применения в профилированных направляющих выступа, который встряхивает изделия, что облегчает удаление с них излишков припоя. Для осуществления автоматической операции закрепления изделий в зажимах поворотные рычаги их шарнирно связаны с подпружиненной тягой, имеющей опорный ролик, движущийся по копиру.
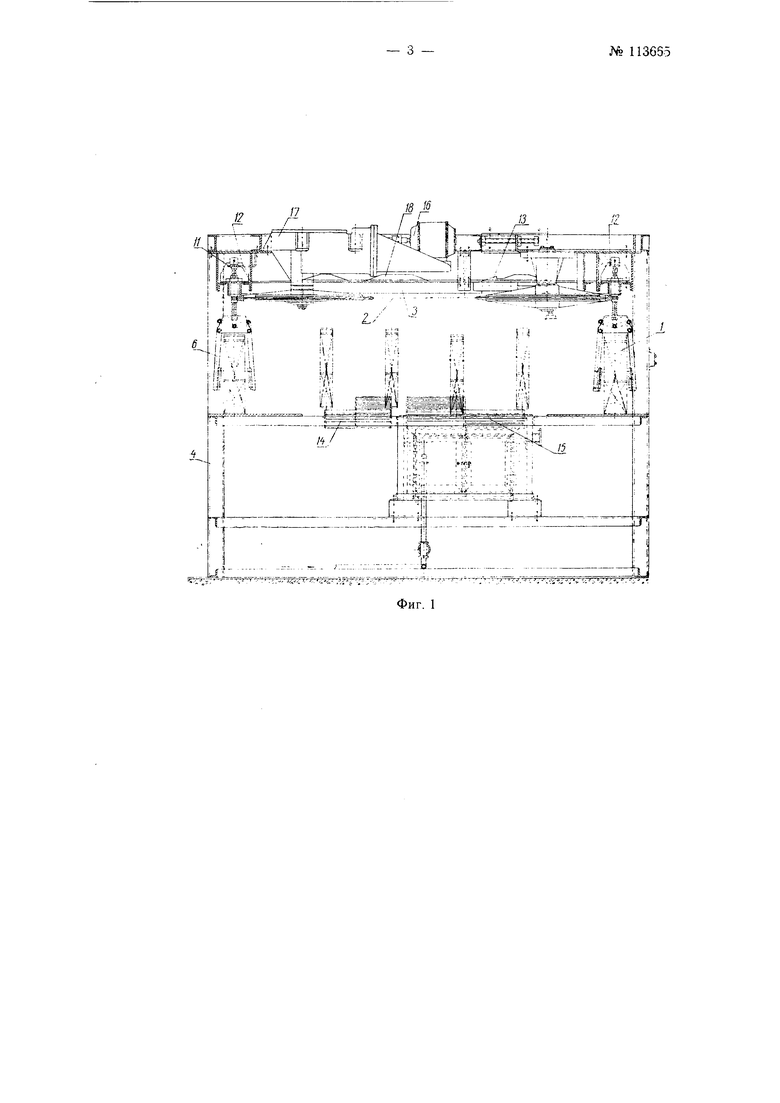
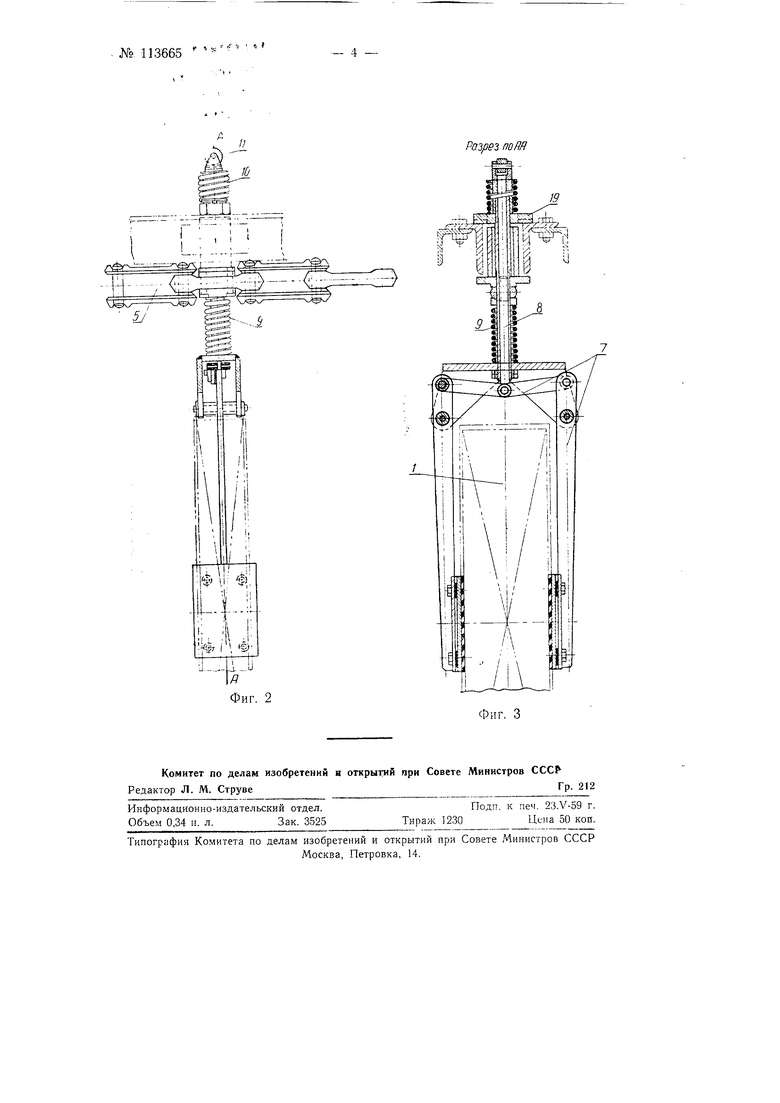
На фиг. 1 изображено описываемое устройство, вид сбоку; на фиг. 2 - зажим, вид сбоку; па фиг. 3 - разрез по АА на фиг. 2.
Устройство предназначено для пайки бачков / радиаторов и состоит из цепного транспортера 2, двил ущегося по профилированным направляющим 3, установленным на металлическом каркасе 4, и закрепленных к цепи 5 транспортера зажимов 6- Зажимы выполнены в виде поворотных рычагов 7, щарнирно связанных с вертикальной тягой 8, снабженной пружинами 9 и 10 опорным роликом IL Рычаги 7 приводятся в действие автоматически при помощи копиров 12, укрепленных на профилированных направляющих 3.
Для осуществления операции встряхивания изделий на направляющих 3 в задней части устройства установлен выступ 13.
Для производства процесса пайки в устройстве с правой и левой сторон установлены две ванны 14 и 15, из которых одна предназначена для флюса, а другая - для припоя.
Во время работы устройства цепной транспортер 2 приводится в движение от электродвигателя 16 через редуктор 17. Транспортер 2, соверщая замкнутое кольцевое движение, транспортирует изделия при
№ 113665- 2 -
помощи зажимов 6. В передней части устройства опорный ролик 11, сжимая прзжину 10, находит па копир 12. Скользя по последнему, опорный ролик 11 перемещает вниз вертикальную тягу 8, которая, сжимая пружину 9, через шарнирное соединение воздействует на рычаги 7, заставляя их разойтись в стороны для захвата изделия. После схода ролика 11 с копира 12 под действием пружины 9 рычаги 7 захватывают изделие и с ним перемещаются дальше.
Изделия, транспортируемые транспортером 2 в зажимах 6, последовательно опускаются, то в ванну 14 флюса, то в ванну 15 припояПодъем и опускание изделия в ванны происходит при помощи копиров 18, которые закреплены на направляющих 3, и толкателей 19, установленных па вертикальных тягах 8 зажимов.
При движении транспортера толкатели 19 на своем пути находят на копиры 18 и сообщают поочередно зажимам подъем и спуск, т. е. подъем перед передней стенкой ванны 14, опускание в эту ванну и снова подъем из этой ванны. Далее снова подъем перед передией стенкой ванны 15, опускание в нее и опять подъем из этой ванпы. Далее толкатели попадают на выступ 13, который сообщает им резкий толчок для стряхивания с изделий излишков припоя. При дальнейшем движении транспортера зажимы 6 подходят к задней части устройства, где опорный ролик // находит на копир 12. При этом вертикальная тяга 8, перемещаясь вниз, сжимает пружину 9 и разводит в стороны рычаги 7, которые освобождают изделие, прошедшее процесс пайки. Затем па пути к передней части устройства ролик // сходит с копира 12, а пружина 9 возвращает рычаги 7 в рабочее положение, которые захватывают очередное изделие на пайкуДалее процесс повторяетсяПредмет изобретения
1.Устройство для пайки погружением бачков радиаторов, состоящее из цепного транспортера, движущегося по профилироваппым направляющим и несущего рычажные зажимы для перемещения изделий через ванну флюса и ванну припоя, отл ичающееся тем, что, с целью упрощения процесса и повышения качества пайки, профилированные направляющие снабжены выступом для встряхивания изделий, с целью удаления с них излишков припоя.
2.Устройство по п. 1, отличающееся тем, что, с целью автоматизации закрепления изделий в зажимах, поворотные рычаги зажимов шарнирно связаны с подпружиненной тягой, имеющей опорный po-i лик, движущийся по копиру. ( /. j-1:---r;:y:--- y - - .,..м|...1гг--г- l 1-J г - ----- -и --- - -- -- --,t---l-Г7 5
т.Ll;
IT
Фиг. 1
