Известные конструкции полуавтоматов для паяния швов бачков и т. п. изделий обычно содержат конвейер для перемещения изделий, а также электропаяльники, снабженные каждый камерой для припоя и бачком для флюса.
Отличительная особенность предлагаемого полуавтомата заключается в применении копиров, посредством которых осуществляется согласование включения электропаяльников, подачи припоя в их щелевые камеры и подачи флюса на подлежащий запаиванию щов. Такое устройство полуавтомата обеспечивает рациональное расходование припоя и флюса.
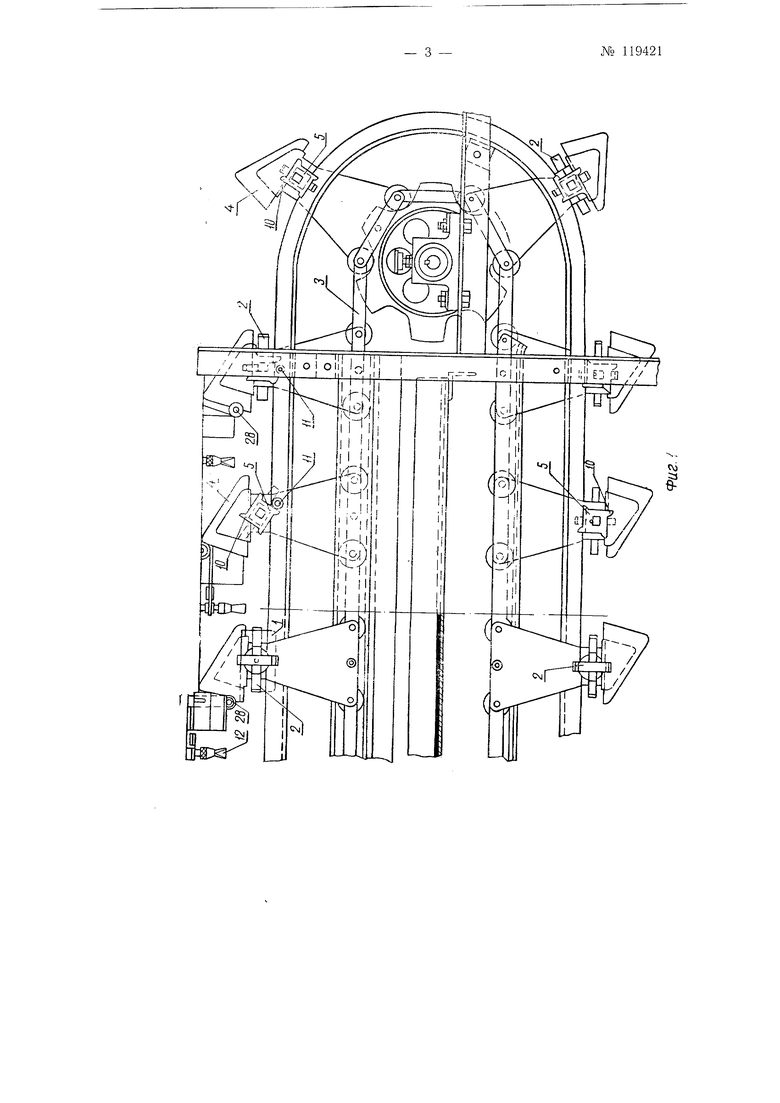
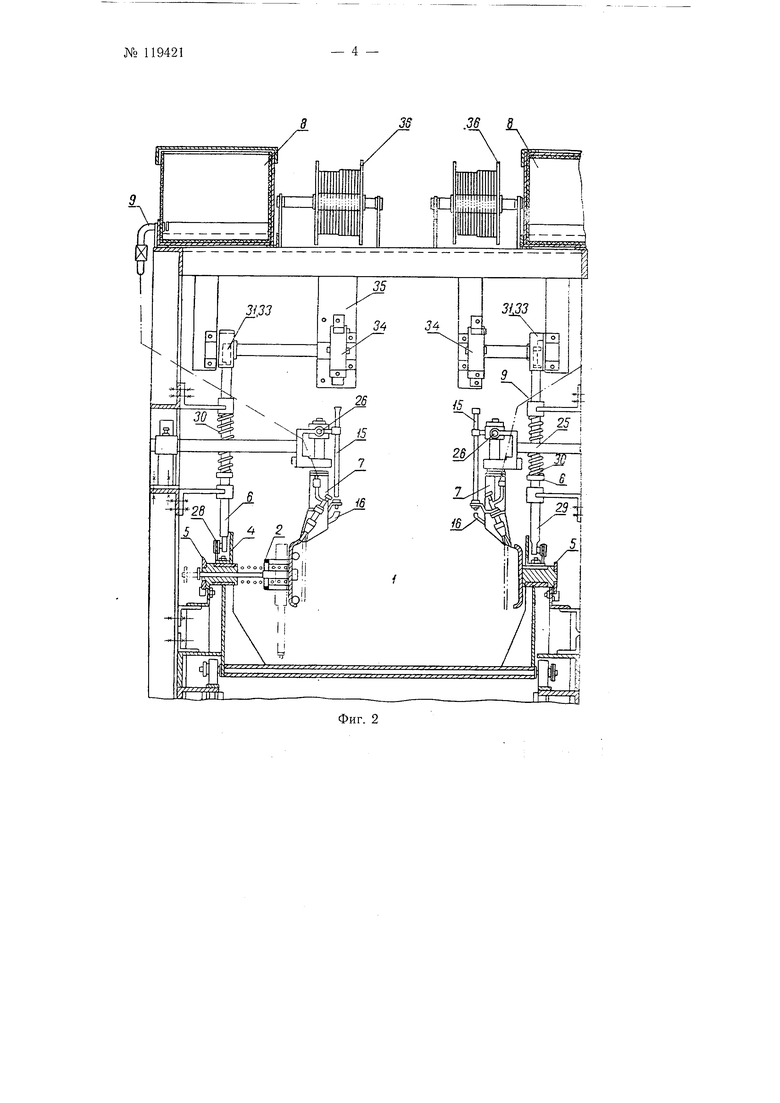
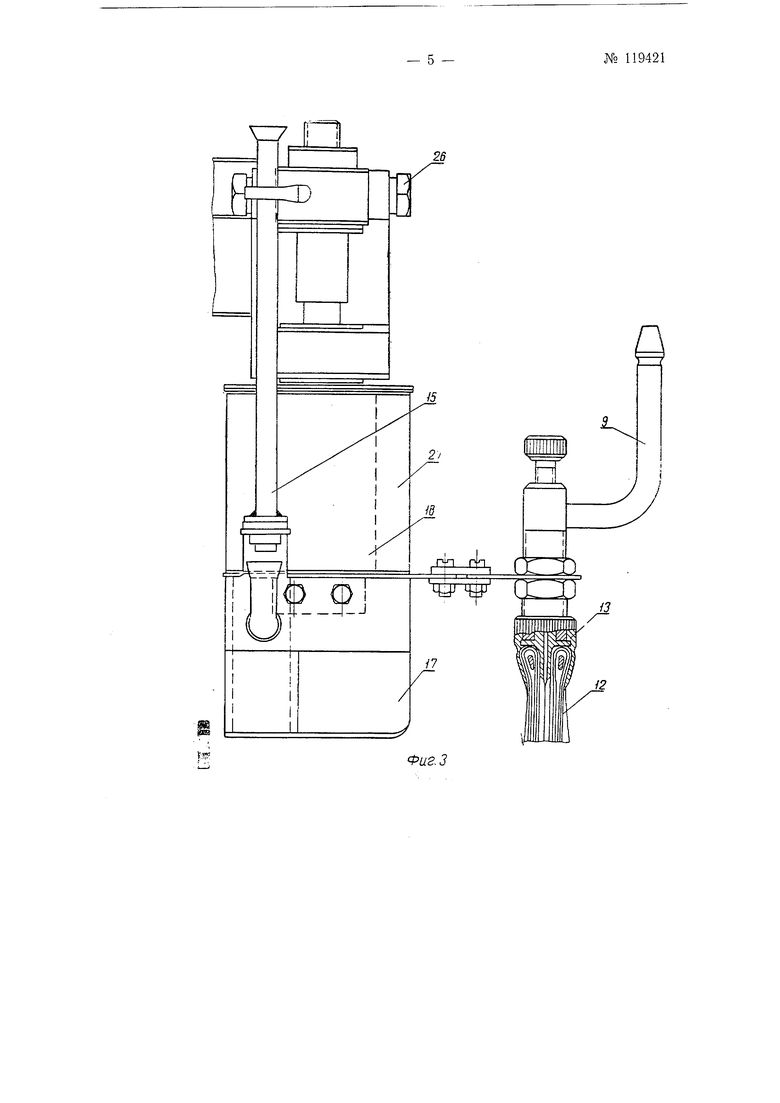
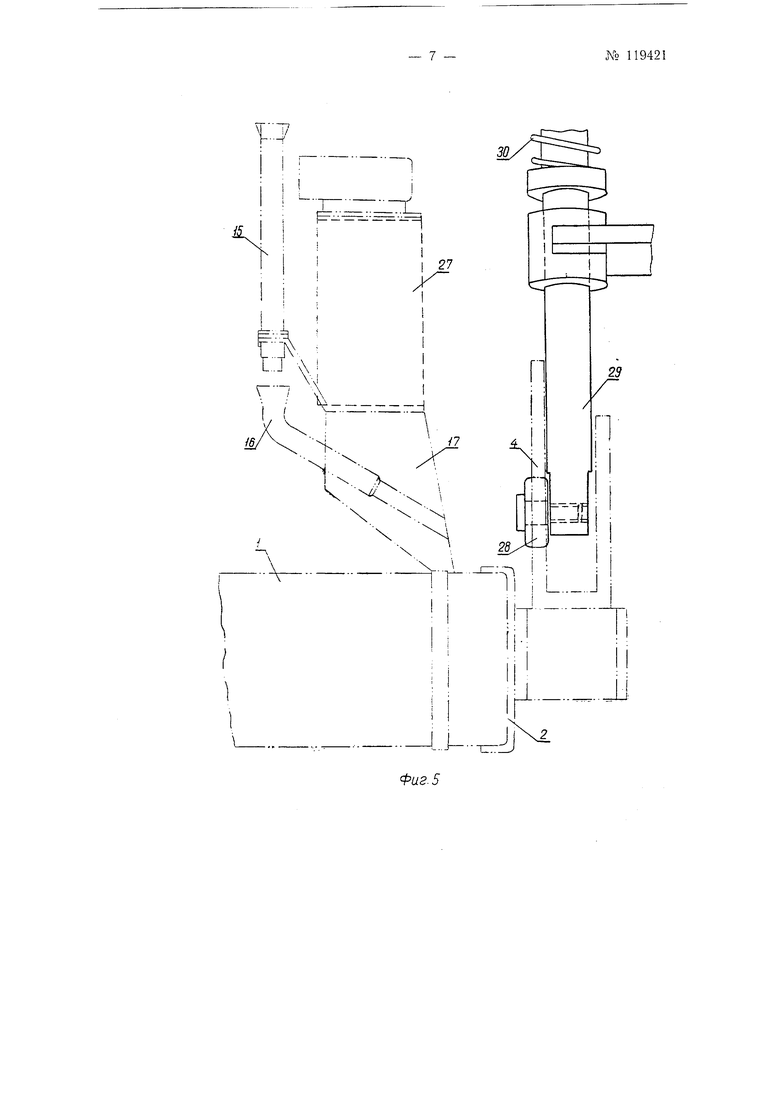
На фиг. 1 схематически изображен вид сбоку задней половины автомата; на фиг. 2 - поперечный разрез его верхней части; на фиг. 3 - вид сбоку электропаяльника; на фиг. 4 - его поперечный разрез; на фиг. 5 - вид спереди нижней части механизма подачи припоя; на фиг. 6 - вид сбоку верхней части этого механизмаДля закрепления подлежащих пайке радиаторов 1 (фиг. 1) служат зажимпые устройства 2, а для транспортирования радиаторов - конвейер 3. Посредством копиров 4 осуществляется согласование периодической подачи припоя и флюса, а посредством устройств 5 осуществляется поворот радиаторов. Приводимые в действие от копиров 4 механизмы 6 (фиг. 2) предназначены для подвода проволочного припоя к соответствующим электропаяльникам 7. Бачки 8 с трубопроводами 9 служат для подачи флюса, например жидкого хлорцинка, на запаиваемые швы. Во время работы полуавтомата конвейер перемещает радиаторы последовательно под электропаяльниками и поворачивает посредством устройства 5 каждый радиатор четыре раза вокруг оси, совпадающей с осью устройства 2. При этом под каждую пару электропаяльников подводится одна из сторон радиатора. Повороты каждого радиатора на 90° происходят при упоре выступов 10 (фиг. 1) в ролики 11. ПаяJMb 119421
нию подвергаются одновременно оба бачка радиатора. Поэтому в полуавтомате имеется два ряда электропаяльников, справа - для паяния правого бачка и слева - для паяния левого бачка. Одновременному паянию подлежит два шва соединения бачков со своими днищами. Так как радиатор в сечении представляет четырехугольник, в процессе паяния его необходимо повернуть четыре раза.
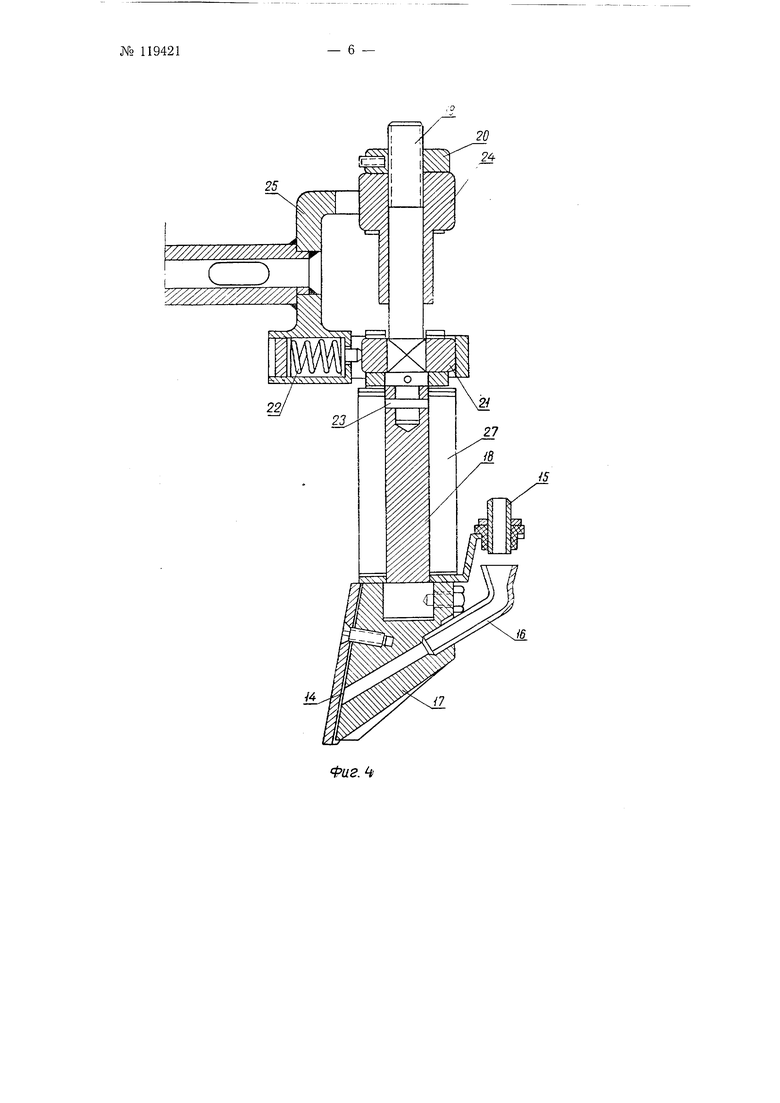
Паяние начинается с момента подхода очередного радиатора к первой паре электропаяльников. Швы смачиваются посредством кисточек 12 (фиг. 3) жидким хлорцинком, поступающим через отверстие наконечников 13. Затем, по мере движения конвейера, подлежащие паянию швы подводятся к очередным паяльникам, соприкасаются с ними, прогреваются и попадают под их щели 14 (фиг. 4). Размер последних отрегулирован таким образом, чтобы обеспечить удержание в них расплавленного припоя, вследствие свойств капиллярности, присущей узким каналам и щелям. При соприкосновении со щвом расплавленный припой вытекает из щели 14 и заполняет щвы соединения бачка с днищем. Этому способствует дополнительная подача в эту щель припоя через трубку 15, воронку 16 и канал корпуса 17 электропаяльника.
Подача припоя происходит только во время прохождения подлежащего паянию шва под щелью 14.
Корпус 17 каждого электропаяльника связан с сердечником 18 и со стержнем 19. Этот стержень подвещен на гайке .20 и на нижний конец его надета квадратная щайба 21, находящаяся под воздействием пружины 22. Соединение сердечника 18 со стержнем 19 осуществляется посредством щтифта 23Электропаяльники установлены во втулках 24, удерживаемых кронщтейнами 25, и могут поворачиваться вместе с наконечниками 13 (фиг. 3) на осях 26.
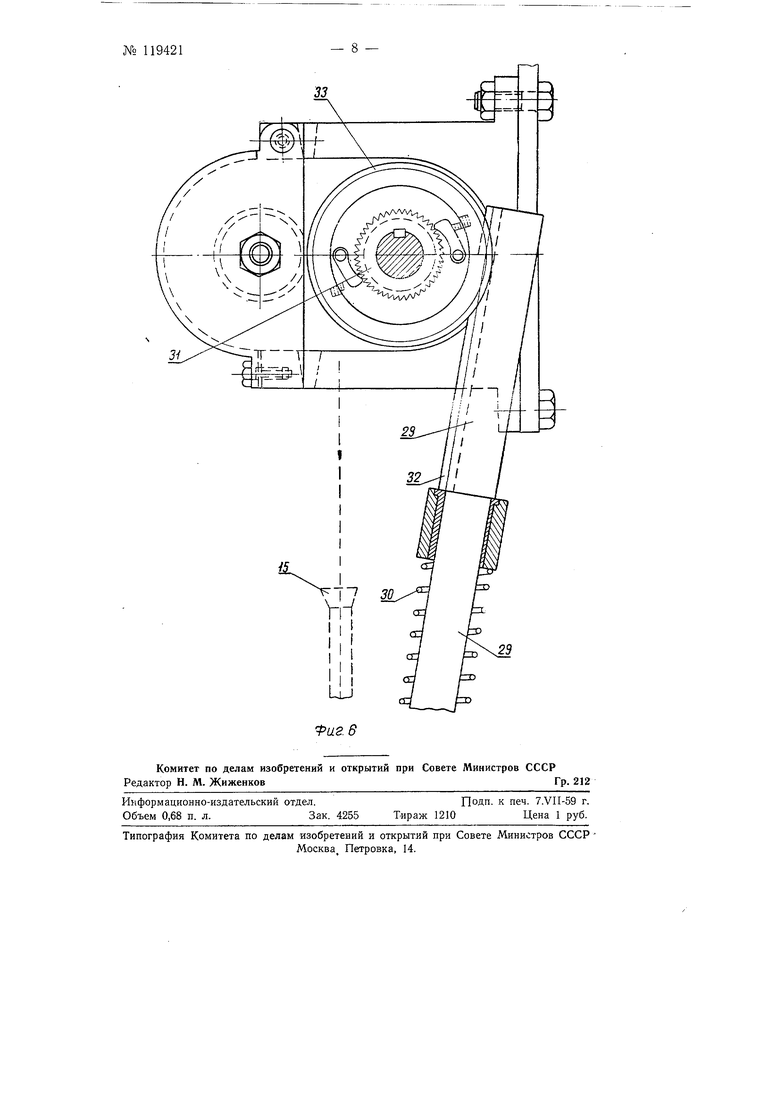
Нагрев электропаяльников осуществляется посредством надетых на них сердечников нагревательных элементов .27. При движении конвейера катки 28 (фиг. 5) механизмов 6, перекатываясь по кривой копиров 4, поднимаются вместе со щтоком 29, находящимся под воздействием пружин 30. Храповые механизмы 31 (фиг. 6) приводятся в действие зубчатыми рейками 32 щтоков 29, находящимися в зацеплении с зубчатыми колесами 33.
Храповые механизмы 31 связаны с роликами 34 (фиг. 2), цилиндрические поверхности которых, снабженные соответствующими желобами, предназначены для подачи проволочного припоя 35, сматываемого с барабанов 36 и поступающего в трубки 15 электропаяльников. При скатывании катков 28 с копиров 4 и опускании реек 32, сцепленные с ними колеса 33 вращаются вхолостую и механизмы подачи припоя находятся в неподвижном состоянии.
Предмет изобретения
Полуавтомат для паяния швов бачков радиаторов, снабженный конвейером для перемещения изделий электропаяльниками с камерами для жидкого припоя и бачками для флюса, отличающийся тем, что, с целью рационального расходования припоя и флюса, подача трубчатого припоя в камеру паяльника, а также подача флюса осуществляются периодически от копира, согласовывающего положение бачка радиатора и паяльника.
су I
ж
II
rk
СГ
4: П12П
/J
Фие.З
---1
I 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пайки погружением | 1957 |
|
SU113665A1 |
| Устройство для поворота кабин и кузовов на напольных сборочных, окрасочных и тому подобных конвейерах | 1957 |
|
SU109865A1 |
| Автомат для пайки изделий с прямым выступающим швом | 1958 |
|
SU123032A1 |
| Крановый захват для подъема изделий с центральным отверстием | 1959 |
|
SU125366A1 |
| Установка для передачи изделий с одного гравитационного роликового конвейера на второй, расположенный на более высоком уровне | 1958 |
|
SU122428A1 |
| Устройство для подачи на станок и снятия с него изделий, транспортируемых на подвесных рельсовых тележках | 1959 |
|
SU126790A1 |
| Пневматический упор к пресс-ножницам | 1960 |
|
SU146633A1 |
| ПАЯЛЬНАЯ ГОЛОВКА АВТОМАТА ПАЙКИ ЭЛЕКТРОЭЛЕМЕНТОВ НА ПЕЧАТНЫЕ ПЛАТЫ | 2009 |
|
RU2426284C2 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖЕНИЯ КОЖИ | 1990 |
|
RU2026027C1 |
| Автоматическая линия для изготовления тканых коммутационных плат | 1979 |
|
SU912031A1 |
N
H..
Ш.
23
/7
rjg N
2fl/
...J-.Фаг. 5
