1 Изобретение относится к электрофизическим и электрохимическим мето дам обработки и может быть использовано при электроэрозионной обработке отверстий в сопрягаемых цилиндрических деталях, например, в дозаторах гидравлических регуляторов . Известен способ электроэрозионной обработки отверстий в ссЬпрягаемых цилиндрических деталях, при котором детали устанавливают одну в другую и осуществляют их обработку в сборочной единице ij . Однако при обработке тонкостенных сопрягаемых деталей дозатора известным способом происходит их приваривание друг к другу, что приводит к искажению конфигурации пазо и, как следствие, к несовпадению отсечных кромок дозатора Несовпадение кромок пазов деталей дозатора приводит в процессе работы к возник новению неуравновешенной радиальной силы, воздействующей на золотник и вызывающей его заклинивание. Цель изобретения - повьппение точности и.качества обработки пазов в сопрягаемых деталях дозатора вьшолненных из алюминиевого сплава. Поставленная цель достигается тем, что согласно способу электроэр зионной обработки отверстий в сопря гаемых цилиндрических деталях, по которому -детали устанавливают одну в другой и осуществляют их обработк в сборочной единице, контактирующие поверхности деталей дозатора разделяют неэлектропроводным слоем. Электропроводный слой создают, анодированием в сернокислом электро лите. На фиг. 1 схематично показан про цесс обработки пазов дозаторов в сборочной единице; на фиг. 2 - поло жение дозатора в начальный момент о крытия пазов. Дозатор содержит золотник 1 и гильзу 2, представляющие собой золотниковую пару, собираемую с зазором, равным 0,001 D, где D - диа метр сопрягаемой поверхности золотн ковой пары, и изготовленную, например, из алюминиевого сплава. Золотник и гильза имеют технологические 12 отверстия для ввода электрода-инструмента. Контактирующие поверхности золотниковой пары разделяют неэлектропроводным слоем, например анодируют в сернокислом электролите. Этот анодированный слой толщиной 0,1-0,3 мм, обладая высокой твердостью и износостойкостью, неэлектропроводен и при совместной обработке каждая из обрабатываемых деталей является самостоятельным электродом. Детали дозатора, закрепленные неподвижно относительно друг друга, устанавливаются в приспособлении, которое системой .автоматического управления перемещается вдоль вырезаемого контура, а скоба с электродом-инструментом 3 движется к оси деталей и обратно. При обработке поверхностей указанным способом обеспечивается полная идентичность диаметрально противоположных пазов деталей дозатора, совмещение отсечных кромок пазов в сборочной единице 4 обеспечивается при любой погрешности изготовления паза, т.е. при любой несимметричное-ти Б паза относительно оси вращения. Предлагаемый способ позволяет сократить время обработки пазов дозатора электроэрозионным способом за счет упрощения технологии, а также улучшить гидравлические характеристики дозатора за счет совмещения отсечных кромок пазов золотника и гильзы, что исключает возникновение неуравновешенной радиальной силы, воздействующей на золотник в процессе работы. Кроме того, разделение контактирующей поверхности золотниковой пары неэлектропроводящим слоем позволяет проводить электроэрозионный процесс обработки пазов в сборочной единице, что было ранее невозможно вследствие имеющегося зазора по контактной поверхности, приводившего к свариваемости обрабатываемых поверхностей или нарушению геометрии обрабатываемой поверхности. Таким образом, изобретение позволяет повысить точность и качество электроэрозионной обработки пазов в сопрягаемых деталях дозатора, выполненных из алюминиевого сплава.
Й/2.2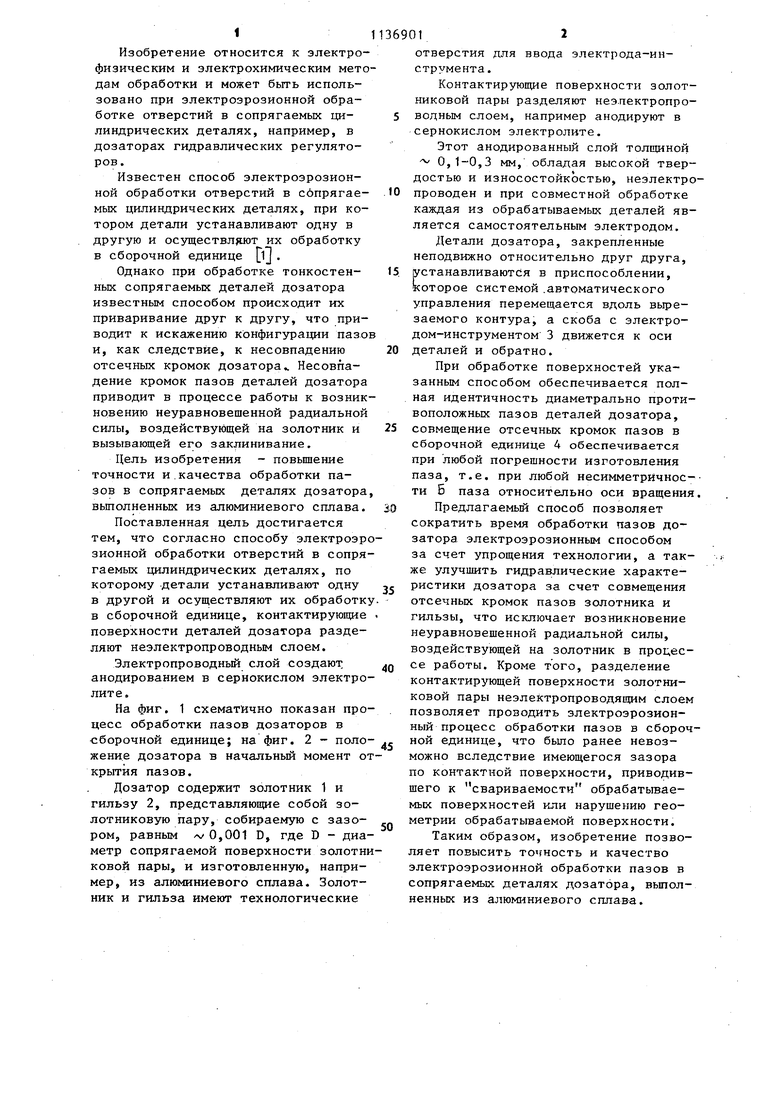
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ С ОДНОСТОРОННИМ УПРАВЛЕНИЕМ | 2003 |
|
RU2241145C2 |
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ С ОДНОСТОРОННИМ УПРАВЛЕНИЕМ ПРИВОДА ДВЕРЕЙ ТРАНСПОРТНОГО СРЕДСТВА | 2003 |
|
RU2242575C1 |
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ | 2008 |
|
RU2379556C1 |
| Управляющий элемент для регуляторов расхода жидкости | 1974 |
|
SU530117A1 |
| Способ нанесения электропроводного защитного покрытия на алюминиевые сплавы | 2023 |
|
RU2817277C1 |
| ДЕТАЛЬ, ИМЕЮЩАЯ, ПО МЕНЬШЕЙ МЕРЕ ОДНУ ИЗНОСОСТОЙКУЮ ПОВЕРХНОСТЬ, И СБОРОЧНАЯ ЕДИНИЦА, СОДЕРЖАЩАЯ ТАКУЮ ДЕТАЛЬ | 2013 |
|
RU2549275C2 |
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ ПРИВОДА ДВЕРЕЙ ТРАНСПОРТНОГО СРЕДСТВА | 2003 |
|
RU2241146C2 |
| СПОСОБ АНОДИРОВАНИЯ ПОЛОЙ ДЕТАЛИ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2023 |
|
RU2827632C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВОЙ ФОЛЬГИ | 2003 |
|
RU2246383C1 |
| Способ нанесения никелевых покрытий на алюминиевые сплавы | 2017 |
|
RU2661695C1 |
1. СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ОТВЕРСТИЙ В СОПРЯГАЕМЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЯХ, по которому 0Д иг.1 детали устанавливают одну в другой и осуществляют их обработку в сборочной единице, отличающийся тем, что, с целью повышения качества деталей при обработке дозаторов из алюминиевых сплавов, контактирующие поверхности деталей дозатора разделяют неэлектропроводным слоем. 2. Способ ПОП.1, отличающийся тем, ЧТО-неэлектропроводный слой создают анодированием в сернокислом злек ролите. .Од1Д Ось Ci/HHemfxju 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технология судостроения, № 8, 1979, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
