1 Изобретение относится к ремонтному производству, в частности к ремонту тонкостенных деталей с трещинами. Цель изобретения - повьпиение на дежности ремонта за счет равномерного создания I сжимающих напряжени в вершине трещины по всей толщине детали и обеспечения передачи рабоч усилий в. зоне расположения трещины через жесткие основания рабочих вст вок. На фиг. 1 изображен П-образный элемент, используемый при ремонте; на фиг. 2 - то же, вид сверху; на фиг. 3 - тонкостенная деталь после введения П-образного элемента; на фиг. 4 - сечение А-А на фиг. 3; на фиг. 5 - сечение В-Б на фиг. 3. Способ осуществляют следующим образом. В тонкостенной детали 1, имеюще трещину, симметрично относительно плоскости ослабленного сечения выполняют цилиндрические сквозные отверстия 2 и 3. В упомянутые отверстия с двух .сторон вводят дваП-образных элеме та 4, боковые полки 5 каждого из 20.2 которых выполняют в виде половинок усеченного конуса, разрезанного вдоль оси. При этом продольные оси упомянутых боковых полок расположены на расстоянии, равном расстоянию между осями отверстий 2 и 3 ,в детали 1. При введении П-образных элементов их основания 6 и 7 располагают по обе стороны от детали 1. В процессе установки П-образных элементов их боковые полки раздают отверстия в детали на заданную одинаковую величину по всей толщине детали, образуя при этом равномерное- поле сжимающих напряжений в зоне расположения отверстий и в зоне расположения вершины трещины, поскольку в процессе раздачи материал детали от зон распо- ложения отверстий перемещается к вершине трещины, образуя и в зоне расположения вершины трещины сжимающие напряжения, предотвращающие развитие трещины вглубь детали. После установки рабочих вставок их закрепляют посредством деформирования выступающих концов боковых полок с. образованием замыкающих головок. Использование данного способа позволит повысить ресурс отремонтированньпс деталей.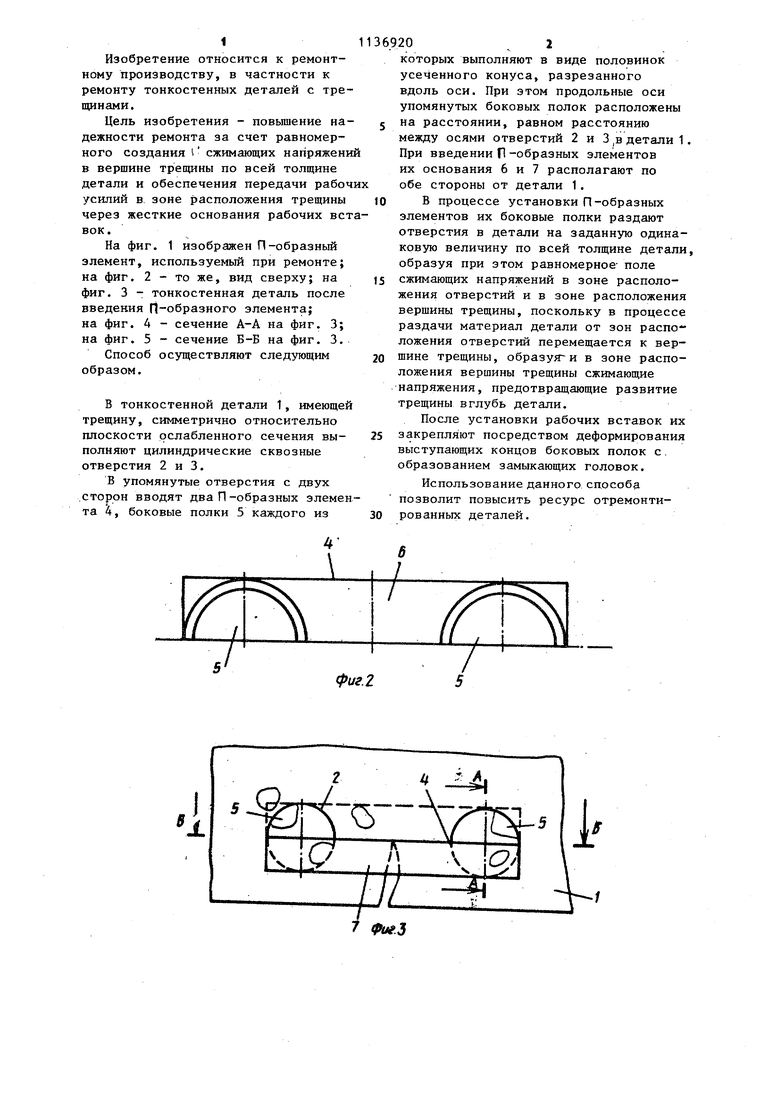
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта корпусных деталей с трещинами | 1991 |
|
SU1784431A1 |
| СПОСОБ ЗАДЕРЖКИ РОСТА УСТАЛОСТНЫХ ТРЕЩИН В КОНСТРУКЦИЯХ | 1985 |
|
RU1343689C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ U-ОБРАЗНОГО ПРОФИЛЯ С РАСПОЛОЖЕННЫМИ ПО ДЛИНЕ ПОЛКАМИ ПОД КРЕПЛЕНИЕ РАЗЛИЧНЫХ УСТРОЙСТВ | 2012 |
|
RU2506135C1 |
| СПОСОБ ЗАДЕРЖКИ РАЗВИТИЯ ДЕФЕКТОВ В КОНСТРУКЦИЯХ И УСТРОЙСТВО "КЫСКЫЧ" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2500512C2 |
| СПОСОБ ПРОИЗВОДСТВА ДЕТАЛЕЙ В ФОРМЕ ПОЛЫХ КОЛЕНЧАТЫХ ТРУБ И ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ ТАКИМ СПОСОБОМ | 2023 |
|
RU2820997C1 |
| Горячекатаный фланцевый профиль | 1989 |
|
SU1731304A1 |
| Способ ремонта литого корпуса | 1987 |
|
SU1447636A1 |
| Образец для испытания прочности материалов с концентраторами механических напряжений и его варианты | 2023 |
|
RU2832639C1 |
| КЕССОН КРЫЛА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2532255C1 |
| КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ, СОДЕРЖАЩИЙ МЕТАЛЛИЧЕСКУЮ ОБОЛОЧКУ, УСИЛЕННУЮ УПРОЧНЯЮЩЕЙ ПЛАСТИНОЙ (ВАРИАНТЫ) | 1998 |
|
RU2212506C2 |
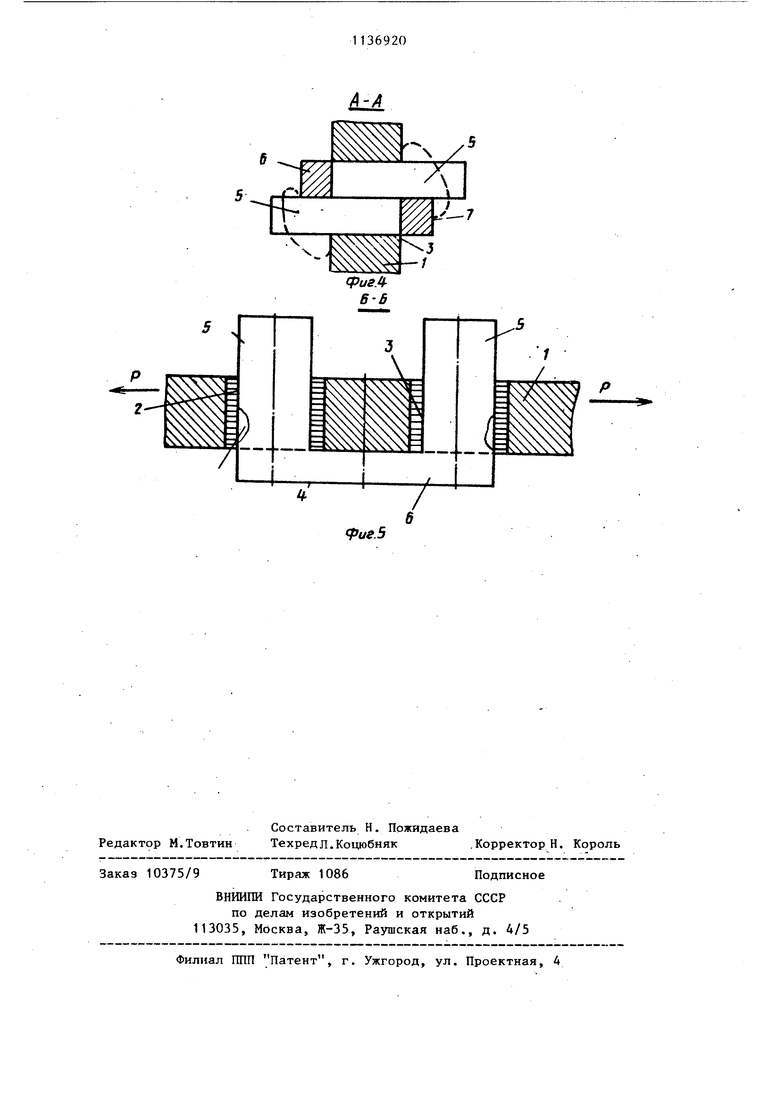
СПОСОБ РЕМОНТА ТОНКОСТЕННЫХ ДЕТАЛЕЙ С ТРЕЩИНАМИ, заключающийся в том, что в детали симметрично относительно ПЛОСКОСТИ ослабленного сечения выполняют цилиндрические сквозные, отверстия, которые затем раздают .посредством введения в каждое из них с двух сторон рабочих вставок, о т(Личающийся тем, что, с целью повышения надежности, в качестве рабочих вставок используют два П-образных элемента, боковые полки каждого ИЗ которых выполняют в виде ПОЛОВИНОК усеченного конуса, разрезанного вдоль ОСИ, при этом продольные ОСИ боковых полок расположены на расстоянии, равном расстоянию между ОСЯМИ цилиндрических отверстий в детали,.П-образные элементы перед введением в отверстия детали располагают основаниями по обе стороны от детали, а после введения закреп-i ляют посредством деформирования выступающих концов боковых полок. /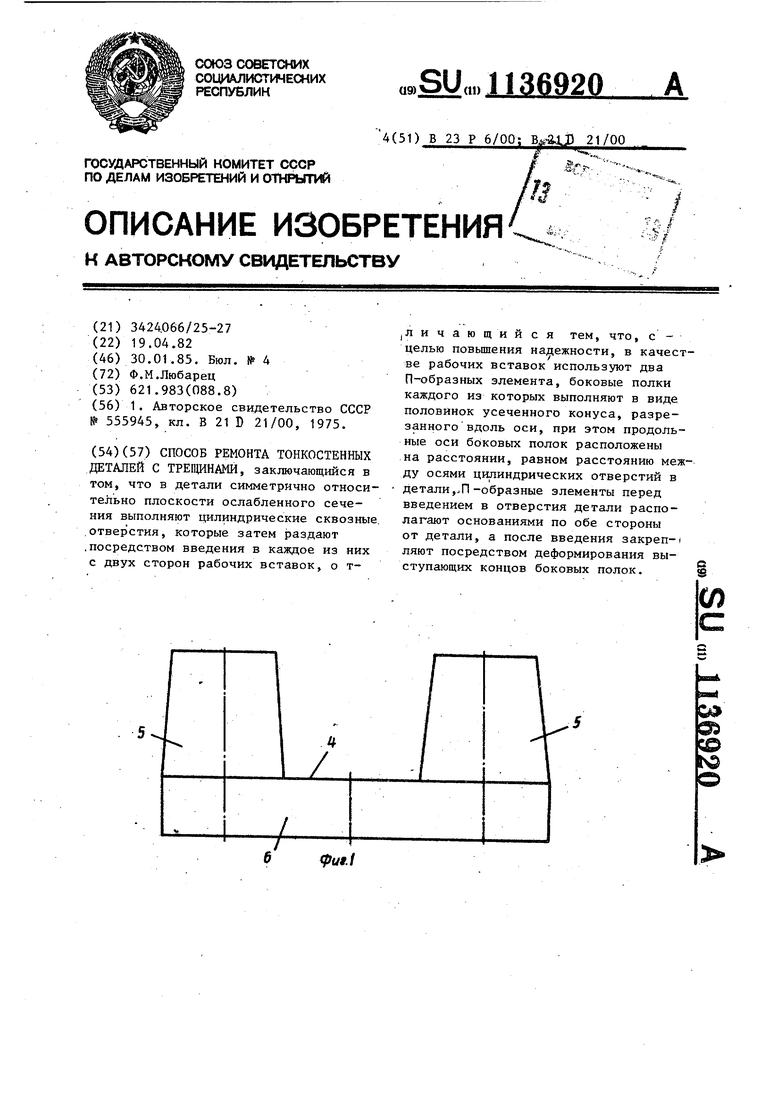
(риг. 2
И)
и Ld
7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ борьбы с трещинами на изделиях | 1975 |
|
SU555945A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
