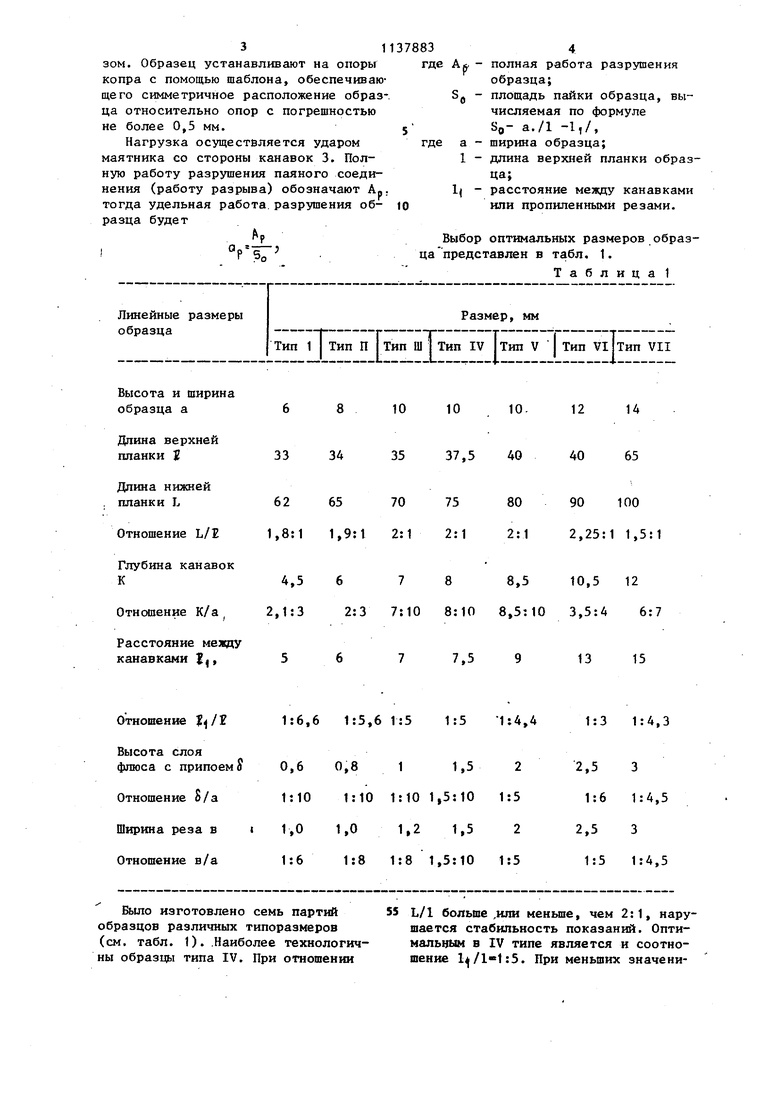
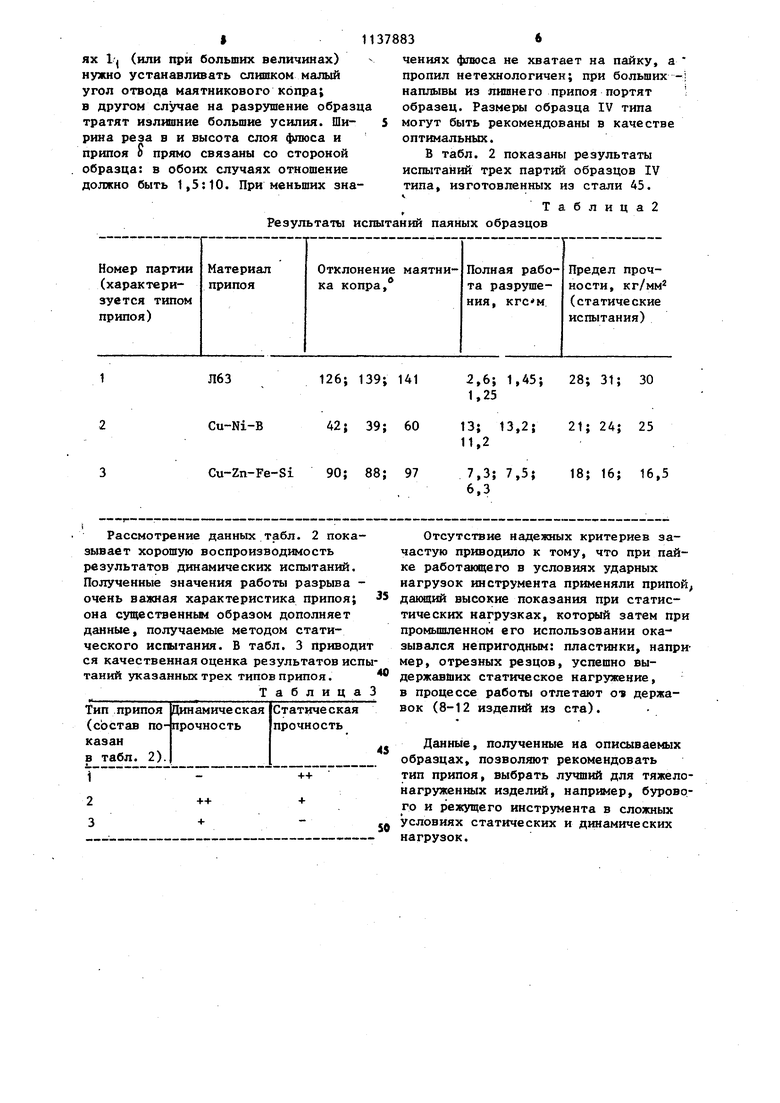
PU9.J 1113 Изобретение относится к машиностроению, в частности к испытаниям качестба паяных соединений. Известен образец паяного соединения для испытаний на удар, состоящий из сцентрированных и спаяных верхней и нижней Г-образных планок квадратного сечения с размером стороны квадрата, составляющей 0,3-0,4 длины плаики . Известен способ изготовления образца паяного соединения для испытания на удар, закпючаняцийся в том, что на плоскость нижней планки наносят флюс и припой общей толщиной 0,1-0,155 от высоты планки, центрируют планки, осуществляют пайку и фиксированное ох-таждение образца lj . К недостаткам данного образца и способа его изготовления можно отнес-20 что ти то, что испытания этого образца не воспроизводят условий работы буро вого и режущего инструмента, посколь ку на нем нельзя определить ни временное сопротивление разрыву под действием динамической нагрузки, ни ударную прочность, а лишь сопротивление срезу, и форма образца такова, что он предназначен для пайки в ванне припоя и неудобен для пайки ТВЧ, а инструмент паяется в индукторе. Целью изобретения является воспроизведение условий работы бурового и режущего инструмента. Это достигается тем, что в образце паяного соединения для испытаний на удар, состоящем из сцентрированны и спаяных верхней и нижней планок квадратного сечения с размером сторо ны квадрата, составляющей 0,3-0,4 длины планки, в нижней планке выполнены две раскрывающ1 ся под углом ЗС канавки глубиной 0,8-0,9 от высоты нижней планки так, что расстояние между канавками составляет 0,15-0,25 от длины верхней планки, а смежные стенки канавок перпендикулярны шву пайки, при ЗТом длина верхней планки относится к длине нижней, как 1:2. Кроме того, в способе изготовлени образца паяного соединения для испытания на удар, заключающемся в том, что на плоскость нижней планки наносят флюс и припой общей толциной 0,1-0,15 от высоты планки, центрируют планки, осуществляют пайку и фиксированное охлаждение образца, попеременно зажимают левый, а затем пра3вый выступающие концы нижней планки, пропиливают правую, а затем левую раскрывающиеся канавки в нижней планке до слоя припоя так, что ширина пропила составляет 0,15 от высоты планки. На фиг. 1 представлен образец паяного соединения в сборе перед нагревом (риски, обозначакщие центры планок совмещены); на фиг. 2 - образец в индукторе; на фиг. 3 - образец с пропилами. Образец состоит из сцентрированных и спаяных верхней 1 и нижней 2 планок квадратного сечения с размером стороны а квадрата, составляющей 0,3-0,4 длины планки. В нижней планке выполнены две канавки 3 глубиной 0,8-0,9 от высоты нижней планки так. расстояние между канавками сос(Тавляет 0,15-0,25 от длины верхней планки, а смежные стенки 4 канавок 3 перпендикулярны шву 5 пайки. При этом длина верхней планки относится к длине нижней планки, как 1:2. Способ изготовления образца паяного соединения для испытания на удар осуществляется следуннцим образом. На горизонтальную без прорезей плоскость нижней планки наносят флюс и припой общей толщиной 0,1-0,15 от высоты планки, центрируют на ней с по мощью рисок верхнюю планку, размещают образец в индукторе 6, нижнюю планку опирают на керамические подставки 7. Осуществл5 ют равномерный нагрев образца со скоростью 20-30 с/с с последовательными отключениями и включениями генератора при перегреве кромок образца. При необходимости положение верхней планки фиксируют керамической палочкой 8. По окончании пайки прекращают натрев, фиксируют верхнюю планку на нижней, прижимая ее, в таком виде образец остывает до температуры на 300-400 С ниже температуры пайки. Затем образец зажимают в тисках так, чтобы не деформировать паяный шов, для чего попеременно зажимают левый, а затем правый выступающие концы нк1жней планки и пропиливают правую, а затем левую раскрывающиеся канавки 3 в нижней планке до паяного шва 5 так, что ширина пропила составляет 0,15 от высоты планки. Испытания на удар образца паяного соединения производят следующим обра31зон. Образец устанавливают на опоры копра с помощью шаблона, обеспечивающего симметричное расположение образца относительно опор с погрешностью не более 0,5 мм. Нагрузка осуществляется ударом маятника со стороны канавок 3. Полную работу разрушения паяного соединения (работу разрыва) обозначают А-, тогда удельная работа разрушения образца будет °Р5Г Линейные размеры образца Тип 1 Тип П Тип Высота и ширина образца а Длина верхней планки Ц 3334 Длина нижней 626570 планки L Отношение L/2 1,8:11,9:12:1 Глубина канавок 4,5 67 К Отношение К/а 2,1:32:37:10 Расстояние между канавками |,, 137883 где где ца 10 35 4 At, - полная работа разрушения образца; 5д - площадь пайки образца, вычисляемая по формуле S{,- а./1 -1,/, а - ширина образца; 1 - длина верхней планки образца;Ij - расстояние между канавками или пропиленными резами. ыбор оптимальных размеров образред став лен в табл. 1. Таблица 1 Размер, мм Ш I Тип IV Тип V | Тип VI Тип VII 1214 10 37,5 40 4065 758090 100 2:12:12,25:1 1,5:1 88,510,5 12 8:108,5:103,5:4 6:7 1315
| название | год | авторы | номер документа |
|---|---|---|---|
| Паяльная смесь | 1983 |
|
SU1104758A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИПОЯ | 2005 |
|
RU2302932C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕССВИНЦОВОГО ПРИПОЯ НА ОСНОВЕ ОЛОВА | 2011 |
|
RU2477205C1 |
| Припой для пайки меди и ее сплавов | 1990 |
|
SU1706816A1 |
| Паяльная паста | 1978 |
|
SU833398A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИПОЯ НА ОСНОВЕ ОЛОВА | 2013 |
|
RU2541249C2 |
| Способ пайки выводов в металлизированных отверстиях | 1982 |
|
SU1199503A1 |
| ПЕЧАТНАЯ ПЛАТА ДЛЯ ПАЙКИ СТОЛБИКАМИ ПРИПОЯ | 2000 |
|
RU2199840C2 |
| Способ пайки деталей из разнородных материалов | 1981 |
|
SU990449A1 |
| АЛЮМИНИЕВЫЙ ЛИСТОВОЙ ПРИПОЙ | 2010 |
|
RU2537052C2 |
1. Образец паяного соединения для испытаний на удар, состоящий из сцентрированных и спаяных верхней и нижней планок квадратного сечения с размером стороны квадрата, составляющей 0,3-0,4 длины планки, отличающийся тем, что, с целью воспроизведения условий работы бурового и режущего инструмента, в нижней планке выполнены две раскрывающиеся ПОД углом 30 канавки глубиной 0,8-0,9 от высоты HiiKHen планки так, что расстояние мезкду канавками составляет 0,15-0,25 от длины верхней планки, смежные стенки канавок перпендикулярны щву пайки, при этом длина верхней планки относится к длине нижней, как 1:2. 2. Способ изготовления образца паяного соединения для испытания на удар, заключающийся в том, что на плоскость нижней планки наносят флюс и припой общей толщиной 0,1-0,15 от высоты планки, центрируют планки, осуществляют пайку и фиксированное охлаждение образца, отличаю(Л щийся тем, что после пайки образец попеременно зажимают левый, а затем правый выступающие концы нижней планки, пропиливают правую, а затем левую раскрывающиеся канавки в нижней планке до слоя припоя так, что ширина пропила составляет 0,15 Од от высоты планки. 00 00 Одг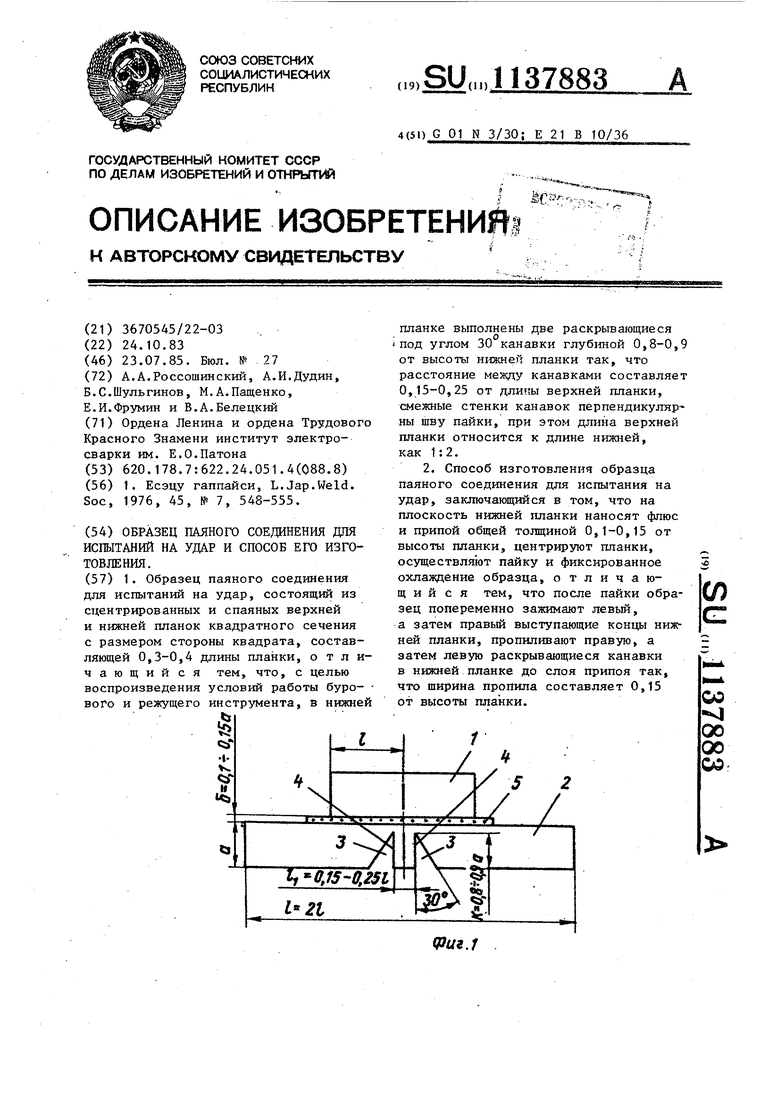
Отношение /
1:6,6 1:5,6 1:5 1:5 1:4,4
Высота слоя
Было изготовлено семь партий образцов различных типоразмеров (см. табл. 1). .Наиболее технологичны образцы типа IV. При отношении
1:3 1:4,3
55 L/1 больше ,или меньше, чем 2:1, нарушается стабильность показаний. Оптимальным в IV типе является и соотношение . При меньших значениI 11
ях If (или при больших величинах) нужно устанавливать слишком малый угол отвода маятникового копра; в другом случае на разрушение образца тратят излишние большие усилия. Ширина реза в и высота слоя флюса и припоя о прямо связаны со стороной образца: в обоих случаях отношение должно быть 1,5:10. При меньших знаРезультат испытаний паяных образцов Рассмотрение данных табл. 2 показывает хорошую воспроизводимость результатов динамических испытаний. Полученные значения работы разрыва очень важная характеристика припоя; она существенным образом дополняет данные, получаемые методом статического испытания. В табл. 3 приводи ся качественная оценка результатов исп таний указанных трех типов припоя. Таблица
378836
чениях флюса не хватает на пайку, а пропил нетехнологичен; при больших наплывы из лишнего припоя портят образец. Размеры образца IV типа 5 могут быть рекомендованы в качестве оптимальных.
В табл. 2 показаны результаты испытаний трех партий образцов IV типа, изготовленных из стали 45.
Таблица2 Отсутствие надежных критериев зачастую приводило к тому, что при пайке работающего в условиях ударных нагрузок инструмента применяли припой, дающий высокие показания при статистических нагрузках, который затем при промьшшенном его использовании оказывался непригодным: пластинки, например, отрезных резцов, успешно выдержавших статическое нагружение, в процессе работы отлетают о-в державок (8-12 изделий из ста). Данные, полученные на описываемых образцах, позволяют рекомендовать тип припоя, выбрать лучший для тяжелонагруженных изделий, например, бурового и режущего инструмента в сложных условиях статических и динамических нагрузок.
иг.1
(fiu9,3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Есэцу гаппайси, L.Jap.Weld | |||
| Soc, 1976, 45, № 7, 548-555. | |||
