2.Способ по П.1, отличающ и и с я тем,ЧТО концентратор сдвигают на расстояние, разное расстоянию от центра основания концентратора до его границы, а положения точек измерения тангенциальных составляклцих отсчитывают в обе стороны от нового положения центра основания концентратора вдоль на.правления его сдвига и определяют из следующих соотношений: .
2,1 Riqs2,3 R 1,5 ,7 R
де R - расстояние от центра основания концентратора до его границы;
Q расстояния точек измерения от нового положения центра концентратора соответственно против и вдоль направления сдвига.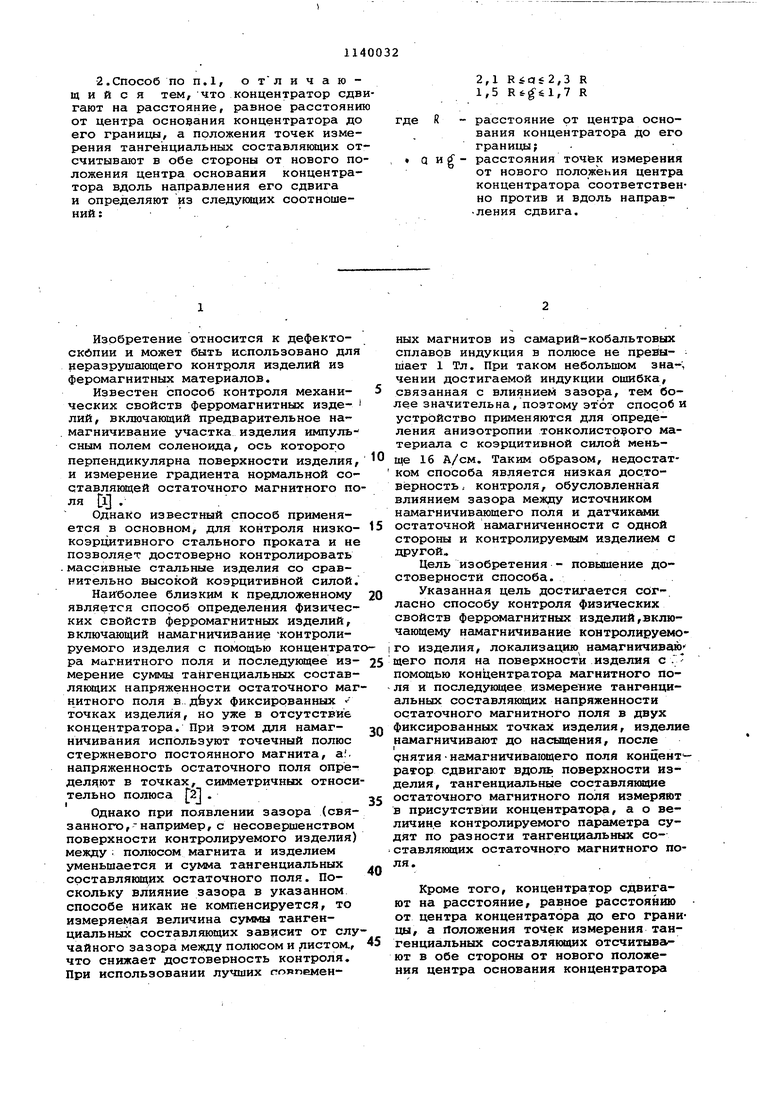
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РЕЛАКСАЦИОННОЙ КОЭРЦИТИВНОЙ СИЛЫ И РЕЛАКСАЦИОННОЙ НАМАГНИЧЕННОСТИ ПРОТЯЖЕННЫХ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2627122C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗБЫТОЧНОЙ КОРРОЗИИ СТАЛИ | 2015 |
|
RU2570704C1 |
| СПОСОБ ЛОКАЛЬНОГО ИЗМЕРЕНИЯ КОЭРЦИТИВНОЙ СИЛЫ ФЕРРОМАГНИТНЫХ ОБЪЕКТОВ | 2011 |
|
RU2483301C1 |
| ПРИСТАВНОЕ УСТРОЙСТВО КОЭРЦИТИМЕТРА | 1991 |
|
RU2035745C1 |
| Устройство для контроля ферромагнитных изделий | 1988 |
|
SU1651251A1 |
| СПОСОБ КОНТРОЛЯ ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2044311C1 |
| Способ контроля ферромагнитных изделий | 1991 |
|
SU1826050A1 |
| ПРИСТАВНОЕ УСТРОЙСТВО КОЭРЦИТИМЕТРА | 2006 |
|
RU2327180C2 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ ВНУТРЕННЕГО РАЗРУШЕНИЯ ПОЛЫХ КОНСТРУКЦИЙ ИЗ ФЕРРОМАГНИТНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1997 |
|
RU2139520C1 |
| Способ импульсного магнитного контроля механических свойств ферромагнитных изделий | 1980 |
|
SU884406A1 |
1.СПОСОБ КОНТРОЛЯ ФИЗИЧЕСКИХ СВОЙСТВ ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ, включающий намагничивание контролируемого изделия, локализацию намагничиваюmefo поля на поверхности изделия с помощью-концентратора магнитного поля и последуквдее измерение тангенциальHkx составляющих, напряженности остя.точного магнитного поля и двух фиксированных точках изделия, отличающийс я тем, что, с.целью повышения достоверности способа, изделие намагничивают до насьлцения, после снятия намагничивающего поля концентратор сдвигают вдоль поверхности изделия, тангенциальные составляющие остаточного магнитного поля измеряют в при-{9 сутствии концентратора, а о величине 1 контролируемого параметра судят по /f разности тангенциальных составляющих ш остаточного магнитного поля. i
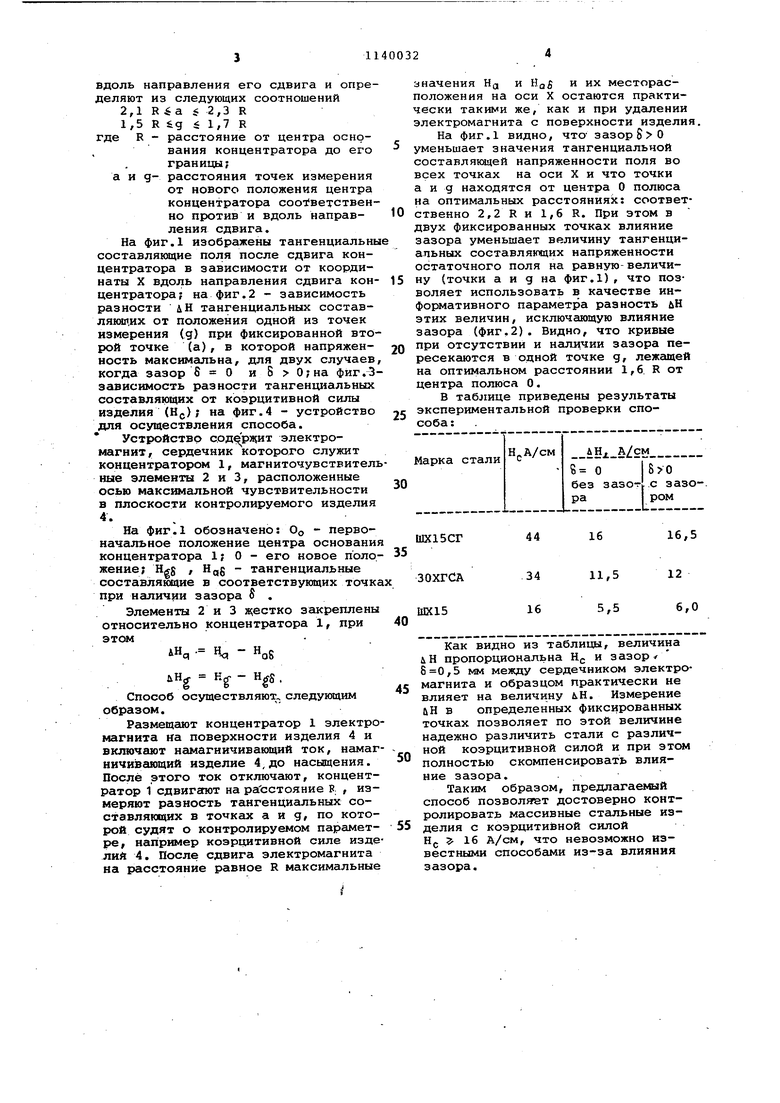
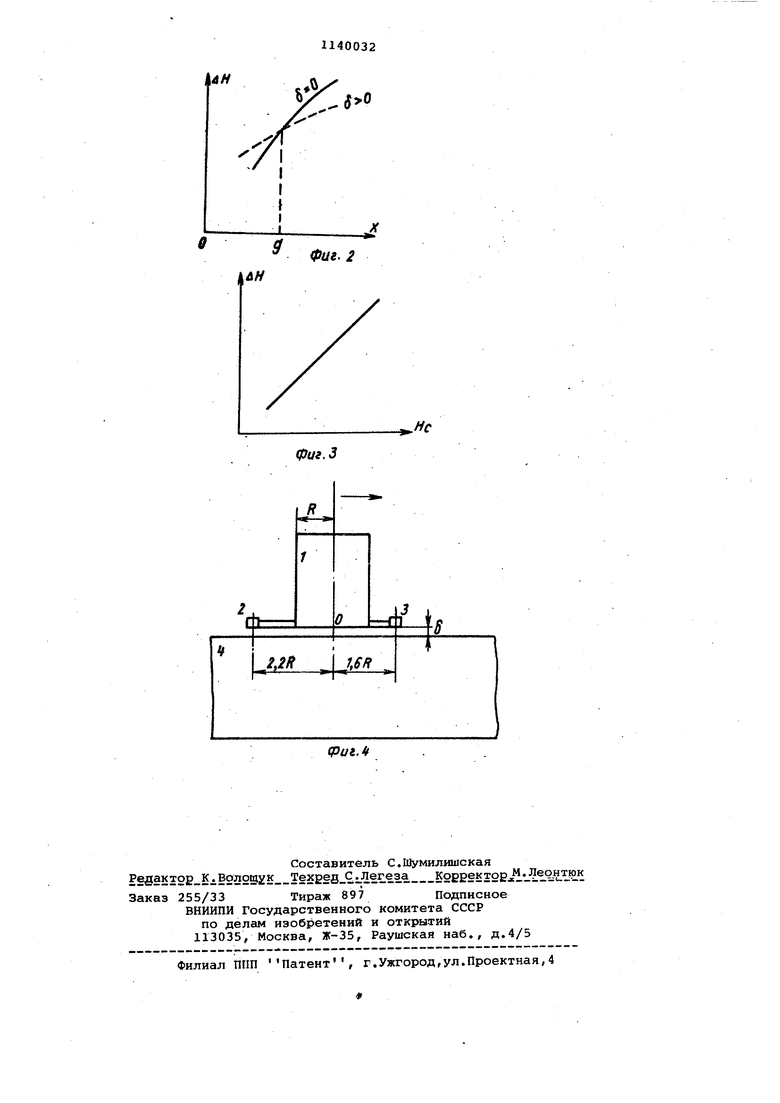
Изобретение относится к дефектоскопии и может быть использовано дл неразр5Ш1ающего контроля изделий из феромагнитных материалов. Известен способ контроля механических свойств ферромагнитных издеЛИЙ, включающий предварительное намагничивание участка изделия импуль сным полем соленоида, ось которого перпендикулярна поверхности изделия и измерение градиента нормальной составляницей остаточного магнитного по ля О . Однако известный способ применяется в основном, для контроля низкокоэрцитивного стального проката и не позволяет достоверно контролировать .массивные стальные изделия со сравнительно высокой коэрцитивной силой Наи более близким к предложенному является способ определения физических свойств ферромагнитных изделий, включающий намагничивание -контролируемого изделия с помощью концентрат ра магнитного поля и последующее измерение суммы тангенциальных составляющих напряженности остаточного маг нитного поля в дЬух фиксированных точках изделия, но уже в отсутствие концентратора. При этом для намагничивания используют точечный полюс стержневого постоянного магнита, а,. напряженность остаточного поля опрёделчют в точках, симметричных относи тельно полюса 2 . Однако при появлении зазора (связанного, например, с несовершенством поверхности контролируемого изделия) между : полюсом магнита и изделием уменьшается и сумма тангенциальных составляющих остаточного поля. Поскольку влияние зазора в указанном способе никак не компенсируется, то измеряемая величина суммы тангенциальных составляющих зависит от слу чайного зазора между полюсом и листом., что снижает достоверность контроля. При использовании лучших говлеменных магнитов из самарий-кобальтовых сплавов индукция в полюсе не превы- шает 1 Тл. При таком небольшом зна-; чении достигаемой индукции ошибка, связанная с влиянием зазора, тем более значительна, поэтому этот способ и устройство применяются для определения анизотропии тонколистового материала с коэрцитивной силой меньще 16 А/см. Таким образом, недостатком способа является низкая достоверность, контроля, обусловленная влиянием зазора между источником намагничивающего поля и датчикмли остаточной намагниченности с одной стороны и контролируемым изделием с другой. Цель изобретения - повышение достоверности способа. Указанная цель достигается согласно способу контроля физических свойств феррсмагнйтных изделий,включающему намагничивание контролируемого изделия, локализацию намагничиваю щего поля на поверхности изделия с. помощью концентратора магнитного поля и последукндее измерение тангенциальных составляющих напряженности остаточного магнитного поля в двух фиксированных точках изделия, изделие намагничивают до насыщения, после снятия-намагничивающего поля концентратор сдвигают вдоль поверхности изделия, тангенциальные составляющие остаточного магнитного поля измеряют в присутствии концентратора, а о величине контролируемого параметра судят по разности тангенциальных составляквдих остаточного магнитного поля. Кроме того, концентратор сдвигают на расстояние, равное расстоянию от центра концентратора до его границы, а Положения точек измерения тангенциальных составлякндих отсчитыва ют в обе стороны от нового положения центра основания концентратора вдоль направления его сдвига и определяют из следующих соотношений 2,lRia$2,3R 1,5 R g 1,7 R где R - расстояние от центра основания концентратора до его границы; а и д- расстояния точек измерения от нового положения центра концентратора соответственно против и вдоль направления сдвига. На фиг.1 изображены тангенциальны составляющие поля после сдвига концентратора в зависимости от координаты X вдоль направления сдвига концентратора; на фиг.2 - зависимость разности дН тангенциальных составляющих от положения одной из точек измерения (д) при фиксированной второй точке (а), в которой напряженность максимальна, для двух случаев когда зазор фиг.З зависимость разности тангенциальных составляющих от коэрцитивной силы изделия (HQ); на фиг.4 - устройство для осуществления способа. Устройство СОДЕРЖИТ электромагнит, сердечник которого служит концентратором 1, магниточувствитель ные элементы 2 и 3, расположенные осью максимальной чувствительности в плоскости контролируемого изделия 4. На фиг.1 обозначено; О - первоначальное положение центра основани концентратора 1; О - его новое поло жение; Hgg , Hgg - тангенциальные составлякздие в соответствующих точка при наличии зазора S . Элементы 2 и 3 я естко закреплены относительно концентратора 1, при этом iHq об g Hg. - Н, Способ осуществляют, следующим образом. Размещают концентратор 1 электро магнита на поверхности изделия 4 и включают намагинчивающий ток, намаг ничивающий изделие 4,до насыщения. После этого ток отключают, концентратор 1 сдвиггпот на расстояние Р. , измеряют разность тангенциальных составляющих в точках а и д, по которой судят о контролируемом параметре, например коэрцитивной силе изде лий 4. После сдвига электромагнита на расстояние равное R максимальные значения Нд и HQ и их месторасположения на оси X остаются практически такими же, как и при удалении электромагнита с поверхности изделия. На фиг.1 видно, ЧТО зазор 8 О уменьшает значения тангенциальной составляквдей напряженности поля во всех точках на оси X и что точки а и g находятся от центра О полюса на оптимальных расстояниях: соответственно 2,2 R и 1,6 R. При этом в двух фиксированных точках влияние зазора уменьшает величину тангенциальных составляющих напряженности остаточного поля на равную-величину (точки а и g на фиг.1), что позволяет использовать в качестве информативного параметра разность йН этих величин, исключающую влияние зазора (фиг.2). Видно, что кривые при отсутствии и наличии зазора пересекаются в одной точке д, лежащей на оптимальном расстоянии 1,6. R от центра полюса О. В таблице приведены результаты экспериментальной проверки способа : Как видно из таблицы, величина iH пропорциональна Н и зазор ,5 мм между сердечником электромагнита и образцом практически не влияет на величину H. Измерение цН в определенных фиксированных точках позволяет по этой величине надежно различить стали с различной коэрцитивной силой и при этом полностью скомпенсировать влияние зазора. Таким образом, предлагаемый способ позволяет достоверно контролировать массивные стальные изделия с коэрцитивной силой Н г- 16 А/см, что невозможно известными способами из-за влияния зазора.
лн
фиг.З
J
cpui.if
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Магнитный конт роль механических свойств .сталей | |||
| Минск, Наука и техника , 1980, с.140-141,169 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| und Zizelmann G | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| Льночесальная машина | 1923 |
|
SU245A1 |
