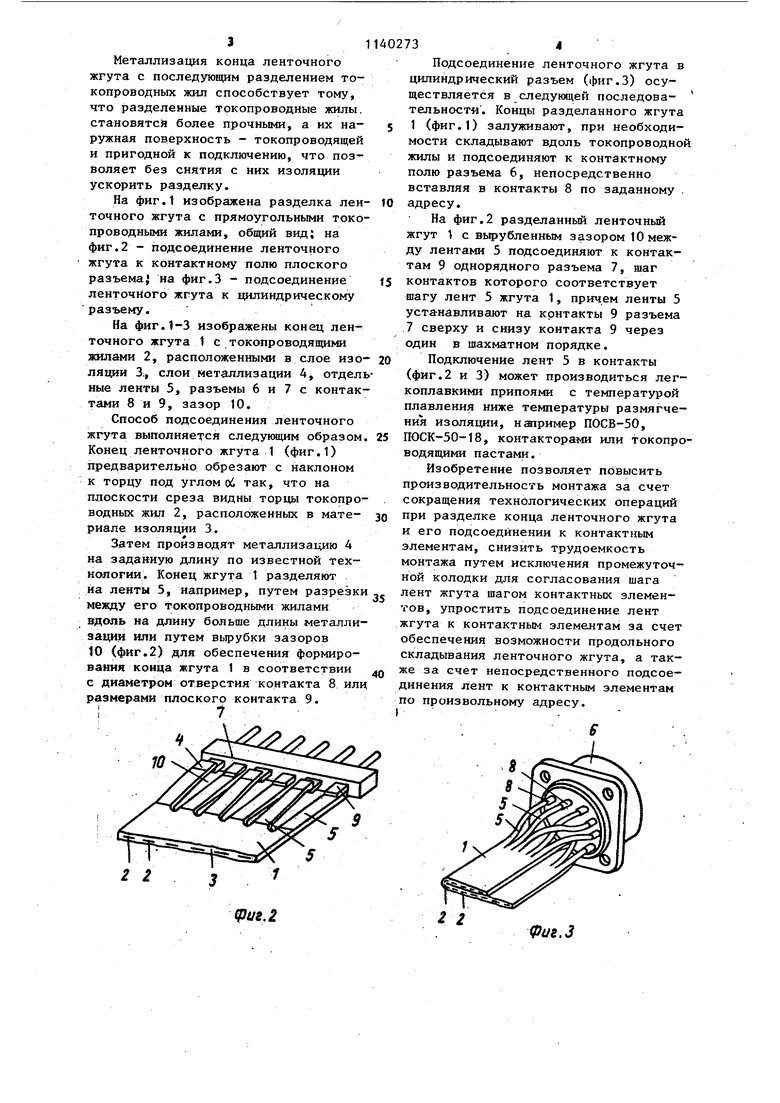
Изобретение относится к радиоэлектронике и может быть использова в вычислительной технике и технике связи, в частности при подсоединени ленточнык жгутов и разъемам и к печатным платам. Особенностью ленточных жгутов яв ляется использование в них токопроводных жил малых сечений, например 0,08-0,03 мм и менее. Наиболее совершенные характеристики имеют ленточные жгуты с прямоугольными жилами из медной фольги толщиной 30-50 м типа ЛЛПС-50, ЛШС-ЮО. Распайка и разделка таких жгутов осуществляется Следующим образом. Концы жил очи щают от изоляции, облуживают и рас паивают по заданному адресу упорядоченно в контакты разъема либо с использованием промежуточной платы, либо без нее 1J . Однако этот способ не позволяет быстро произвести раэделку из-за трудоемкой операции по очистке жил от изоляции и не позволяет подсоединить ленточный пленочньй жгут с прямоугольной жилой малых сечений непосредственно в контакты, например, цилиндрических разъемов из-за разности шага контактов и токопроводных жил , невозможности про извольной адресации, низкой механической прочности токоведущих жил. разделки также удлиняется из-за частого повреждения токопроводных жил при очистке изоляции. Известен способ подсоединения ленточного жгута к печатной плате, контакты которой соответствуют расположению токопроводных жил ленточного жгута. Согласно данному способ жилы у конца жгута частично очищают от изоляции, оставляя концы жил покрытыми, после чего электрически соединяют очищенные участки ленточного жгута с проводящими участками платы J2j. . Однако известный способ требует частичной зачистки токопроводных жил и не позволяет осуществлять про извольное соединение жил жгута к контактам печатной платы и разъемам того, он состоит из большого количества операций, трудоемок в производстве. Наиболее близким к изобретению является способ пайки ленточного жгута марки ЛЖС к электрическим со 32 единителям типа МР-1, РСГ, включаю- . щий подготовку конца ленточного жгута к монтажу, разделение жгута на отдельные жилы и .соединение их с контактными элементами. При этом подготовка конца жгута осуществляется двусторонней зачисткой концов жил, а для механического крепления провода используются втулки и компаунд. Для согласования шага жил ленточного жгута с тагом контактов разъема используются промежуточные колодки З .. Данному способу присущи следующие недостатки: необходимы промежуточные подсоединительные колодки для согласования шага жил ленточного жгута с шагом контактов разъема, что увеличивает количество паек и снижает производительность монтажа; необходима предварительная двусторонняя зачистка концов жил ленточных жгутов, что увеличивает трудоемкость монтажа; требуется дополнительное механическое крепление ленточного жгута с использованием втулки и компаунда после пайки жил, что увеличивает цикл электромонтажа разъема до 24 ч, затруднено уменьшение ширины ленточного жгута путем его продольного складывания, что усложняет согласование провода с используемыми разъемами и печатными платами. Цель изобретения - повьшение производительности монтажа. Указанная цель достигается тем, что согласно способу монтажа ленточного жгута, включающему подготовку конца ленточного жгута к монтажу, разделение жгута на отдельные жилы и соединение их с контактными элементами, подготовку конца ленточного жгута к монтажу осуществляют путем его металлизащ1и, а разделение,жгута на отдельные зкилы проводят на длину, большую длины участка металлизации. Металлизация конца ленточного жгута перед разделением токопроводных жил ускоряет разделку, так как заменяет операцию удаления изоляции с конца жгута, а разделение на токопроводные жилы с металлизированными концами на длину, большую длины учас тка металлизации, позволяет за счет одновременного электрического и механического разделения ускорить разделку для подсоединения концов ленточного жгута к разъему.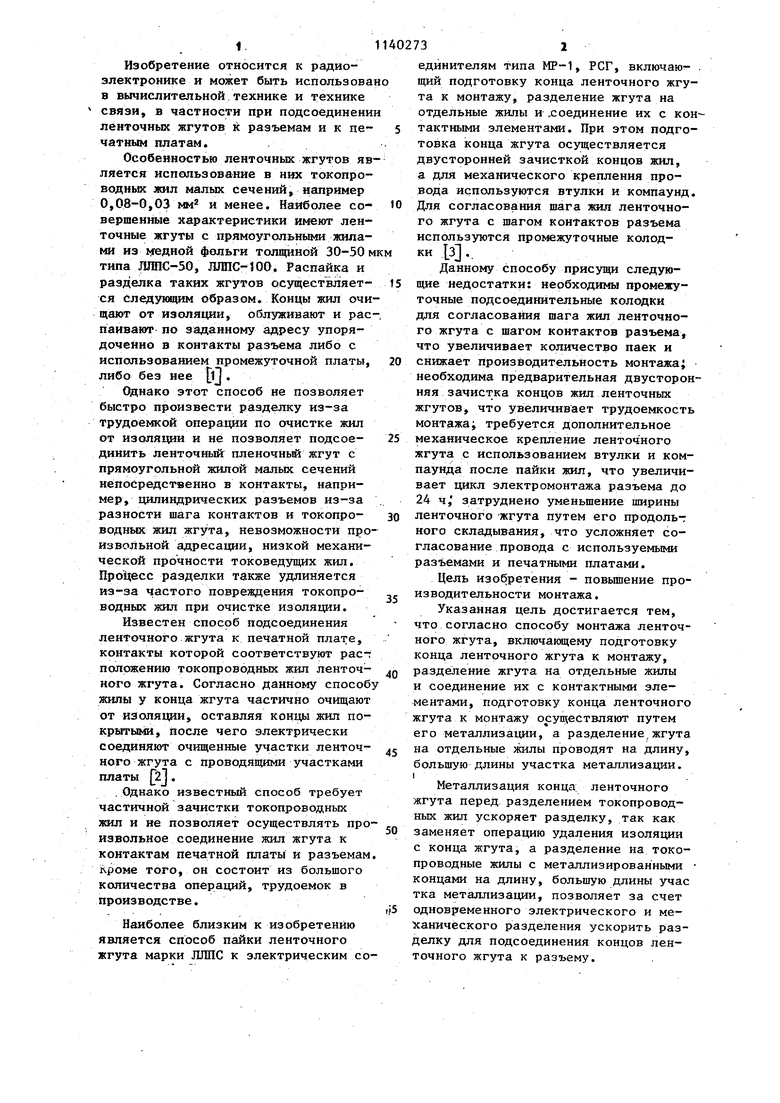
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел соединения плоского кабеля с разъемом | 1980 |
|
SU943939A1 |
| Устройство для контроля печатных плат | 1990 |
|
SU1830643A1 |
| УПРАВЛЯЕМЫЙ СНАРЯД | 2001 |
|
RU2191982C1 |
| Устройство для соединения жгутов с печатной платой | 1979 |
|
SU930784A1 |
| Устройство для крепления плоского кабеля на печатной плате | 1981 |
|
SU993500A1 |
| БЛОК ПРИЕМНИКА СИГНАЛОВ СПУТНИКОВЫХ РАДИОНАВИГАЦИОННЫХ СИСТЕМ | 2003 |
|
RU2242852C1 |
| Контактная колодка для печатной платы | 1990 |
|
SU1830568A1 |
| Способ изготовления монтажной платы | 1980 |
|
SU869084A1 |
| Устройство для крепления плоского кабеля на печатной плате | 1980 |
|
SU907886A1 |
| СПОСОБ СОЕДИНЕНИЯ ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ И СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО | 2021 |
|
RU2795266C2 |
СПОСОБ МОНТАЖА ЛЕ-НТОЧНОГО ЖГУТА, включающий подготовку конца ленточного жгута к монтажу, разделение жгута на отдельные жилы и соединение их с контактными элементами, отличающийся тем, что, с целью повышения производительности монтажа, подготовку конца ленточного жгута к монтажу осуществляют путем его металлизации, а разделение жгута на отдельные жилы проводят на длину, большую длины участка металлизации. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ларина Ю.Т., Плетнева И.М | |||
| Ленточные провода | |||
| М., Энергоиэдат, 1982, с.117 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
