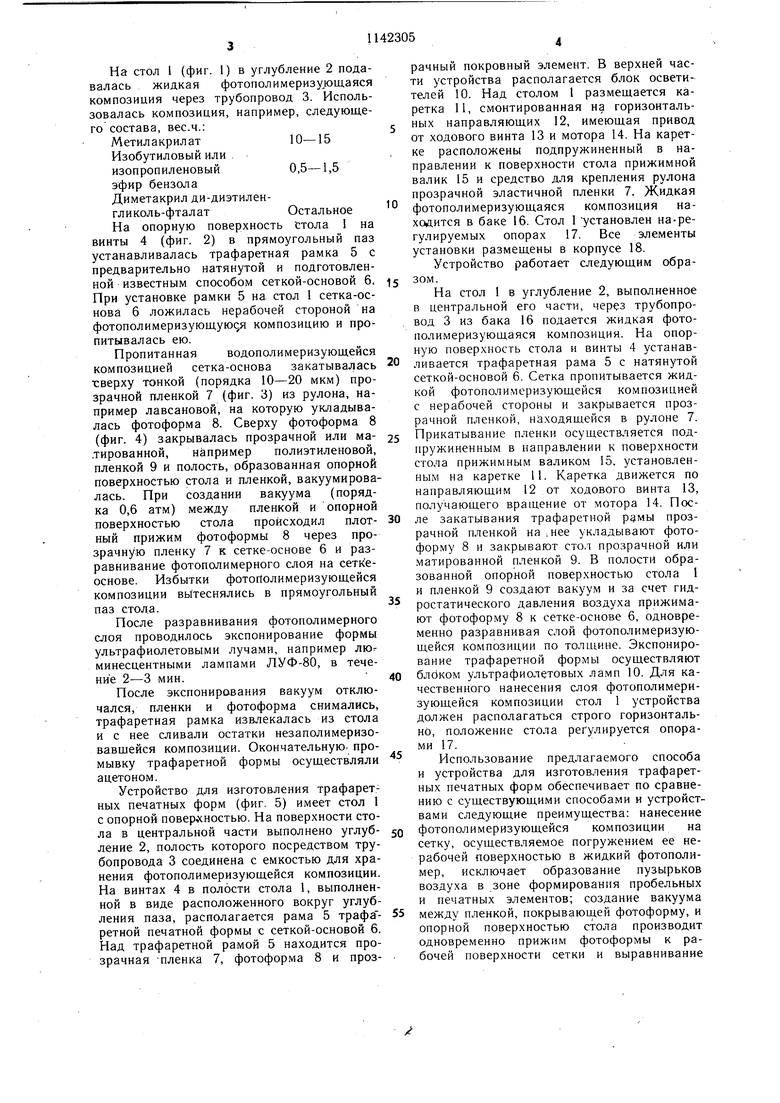
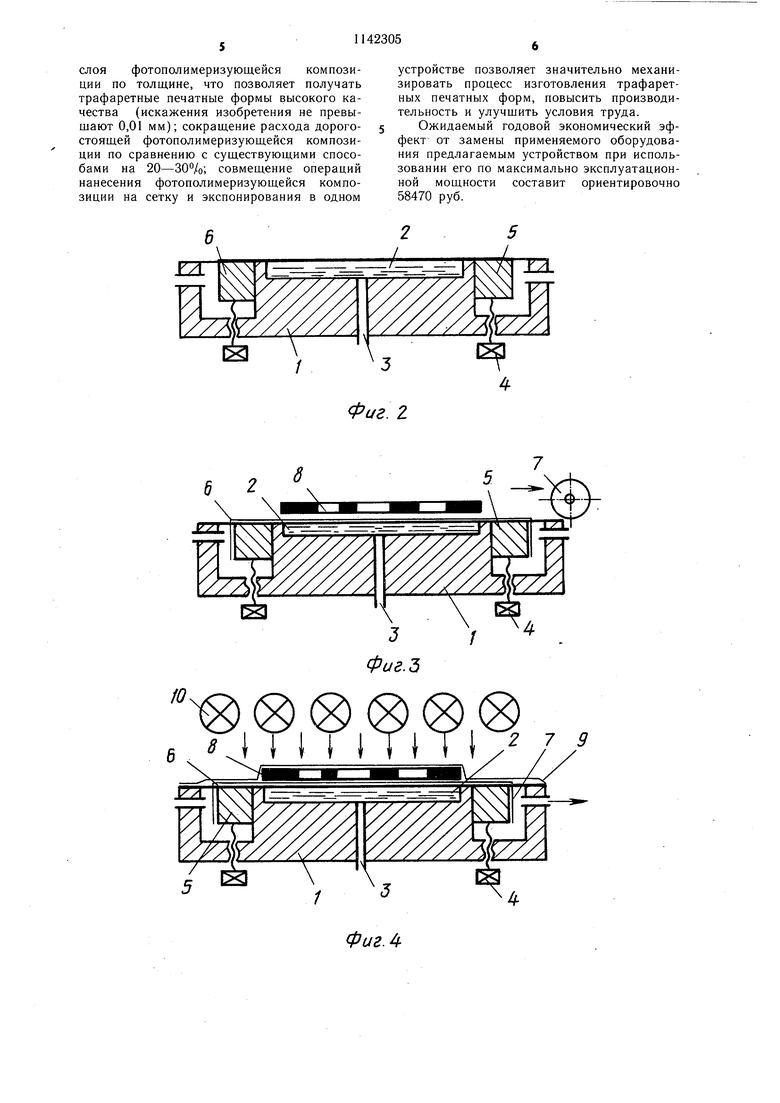
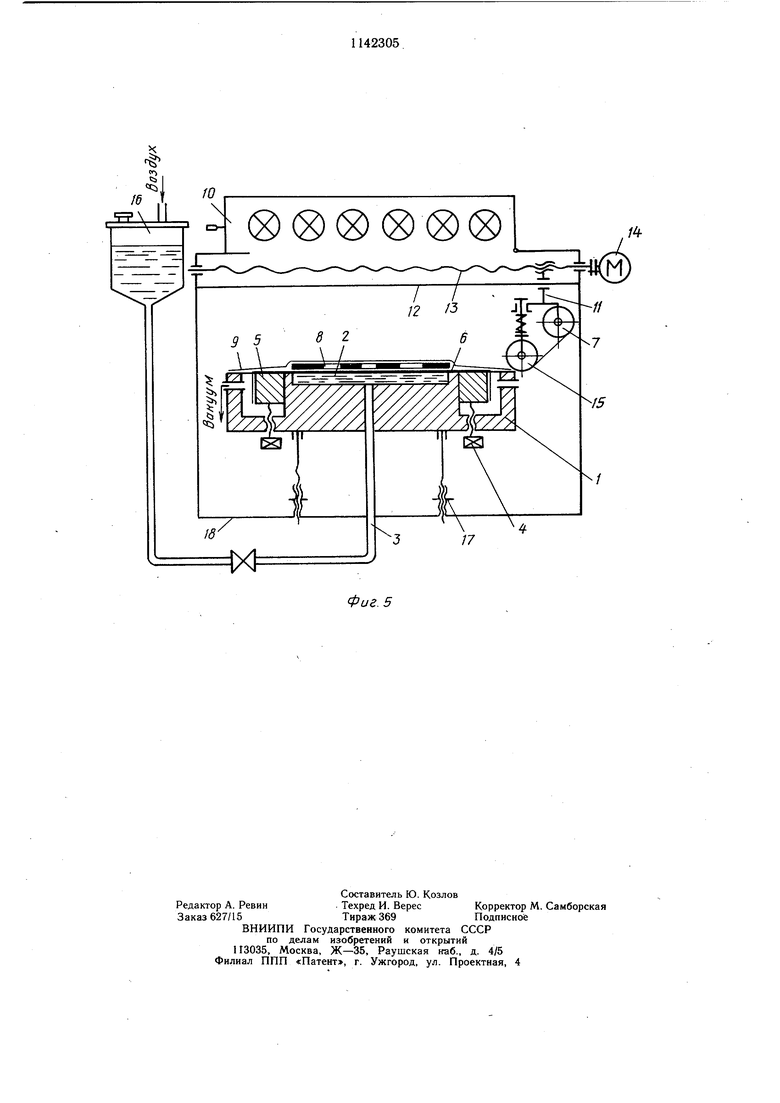
Изобретение относится к полиграфическому производству, в частности к способам и устройствам для изготовления трафаретных печатных форм, и может быть использовано для производства печатной продукции, а также для изготовления плат печатного монтажа в радиоэлектронике и приборостроении. Известны способы изготовления трафаретных печатных форм, заключающиеся в том, что на сетку-основу наносят копировальный слой, копируют изображение с фотошаблона и проявляют копии. Наиболее близким по технической сущности является способ изготовления трафаретной печатной формы, включающий формирование защитных слоев на основе твердых веществ на рабочих поверхностях оснований и фотощаблона, наложение на защитный слой основания, выполненного в виде стеклянной пластины, сетки и нанесение на последнюю фотополимеризующейся композиции, наложение на слой фотополимеризующейся композиции фотошаблона защным слоем вниз и прикатку его, экспонирование ультрафиолетовым излучением, разборку пакета и проявление 1. Однако способ не позволяет получить трафаретные печатные формы высокой графической точности, так как при нанесении жидкой фотополимеризующейся композиции на сетку в копировальном слое образуется большое количество воздушных пузырьков, нарушающих точную графичес кую передачу изображения и препятствующих качественной полимеризации слоя, так как кислород воздуха является ингибитором реакции фотополимеризации. Нанесение фотополимеризующейся композиции на сетку и разравнивание через фотоформу приводит к неизбежным потерям дорогостоящей композиции и не гарантирует равномерного покрытия сетки слоем определенной толщины. Наиболее близким по техническому рещению является копировальная рама, которую можно использовать для получения трафаретных печатных форм, состоящая из расположенных в корпусе стола с вакуумной полостью, прозрачного покровного элемента и блока осветителей 2. Однако данное устройство не позволяет использовать для изготовления трафаретных печатных форм жидкие фотополимеризующиеся композиции, так как требует применения специальных сухих светочувствительных слоев. Кроме того, наличие плоского вакуумного стола и использование в качестве прозрачного цокровного элемента стекла не позволяет устанавливать в нем трафаретную раму с натянутой сеткой, и оно может быть использовано для изготовления трафаретных печатных форм только «косвенным способом с применением специальной пигментной бумаги. Цель изобретения - повыщение точности изготовления трафаретных печатных форм. Поставленная цель достигается тем, что согласно способу изготовления трафаретных печатных форм,- включающему размещение трафаретной сетки на опорной поверхности, пропитку ее жидкой фотополимеризующейся композицией, наложение на сетку фотоформы и прижим ее к сетке с одновременным разравниванием слоя фотополимеризующейся композиции по толщине, экспонирование и проявление, операцию нанесения жидкой фотополимеризующейся композиции осуществляют пропиткой трафаретной сетки фотополимеризующейся композицией со стороны опорной поверхности, что исключает образование пузырьков воздуха в зоне формирования пробельных и печатных элементов и способствует повышению качества изготовления форм. После наложения на сетку с фотополимеризующейся композицией фотоформы сетку с фотоформой покрывают эластичной прозрачной пленкой, причем прижим фотоформы к сетке и разравнивание слоя фотополимеризуюТцейся композиции по толщине осуществляют путем вакуумирования полости, образованной опорной поверхностью и прозрачной пленкой. Кроме того, в устройстве, содержащем стол с опорной поверхностью, имеющий полость,соединенную с источником вакуума, прозрачный покровный элемент и размещенные над столом осветители, для повышения качества изготовления форм устройство имеет емкость для фотополимеризующейся композиции, а на поверхности стола в центральной части выполнено углубление, полость которого соединена посредством трубопровода с емкостью для фотополимеризующейся композиции, при этом соединенная с источником вакуума .полость стола выполнена в виде расположенного вокруг углубления паза под раму трафаретной печатной формы, а в качестве покровного элемента использована эластичная пленка. Кроме того, с целью защиты фотоформы от воздействия жидкой фотополимеризующейся композиции, устройство имеет каретку смонтированную над столом посредством горизонтальных направляющих, подпружиненный в направлении к поверхности стола прижимной валик, укрепленный на каретке, и средство для крепления на каретке рулона прозрачной эластичной пленки. На фиг. 1, 2, 3, 4 приведены схемы основных операций технологического процесса изготовления трафаретных печатных форм по предлагаемому способу; на фиг. 5 - принципиальная схема устройства- для изготовления трафаретных печатных форм по предлагаемому способу. На стол 1 (фиг. 1) в углубление 2 подавалась жидкая фотополимеризурщаяся композиция через трубопровод 3. Использовалась композиция, например, следующего состава, вес.ч.: Метилакрилат10-15 Изобутиловый или изопропиленовый0,5-1,5 эфир бензола Диметакрил ди-диэтилекгликоль-фталатОстальноеНа опорную поверхность tтoлa 1 на винты 4 (фиг. 2) в прямоугольный паз устанавливалась трафаретная рамка 5 с предварительно натянутой и подготовленной известным способом сеткой-основой 6. При установке рамки 5 на стол 1 сетка-основа б ложилась нерабочей стороной на фотополимеризующуюс я композицию и пропитывалась ею. Пропитанная водополимеризующейся композицией сетка-основа закатывалась вверху тонкой (порядка 10-20 мкм) прозрачной пленкой 7 (фиг. 3) из рулона, например лавсановой, на которую укладывалась фотоформа 8. Сверху фотоформа 8 (фиг. 4) закрывалась прозрачной или ма.тированной, например полиэтиленовой, пленкой 9 и полость, образованная опорной поверхностью стола и пленкой, вакуумировалась. При создании вакуума (порядка 0,6 атм) между пленкой и опорной поверхностью стола происходил плотный прижим фотоформы 8 через прозрачную пленку 7 к сетке-основе 6 и разравнивание фотополимерного слоя на сеткеоснове. Избытки фотополимеризующейся композиции вытеснялись в прямоугольный паз стола. После разравнивания фотополимерного слоя проводилось экспонирование формы ультрафиолетовыми лучами, например лю минесцентными лампами ЛУФ-80, в течение 2-3 мин. После экспонирования вакуум отключался, пленки и фотоформа снимались, трафаретная рамка извлекалась из стола и с нее сливали остатки незаполимеризовавшейся композиции. Окончательную, промывку трафаретной формы осуществляли ацетоном. Устройство для изготовления трафаретных печатных форм (фиг. 5) имеет стол 1 с опорной поверхностью. На поверхности стола в центральной части выполнено углубление 2, полость которого посредством трубопровода 3 соединена с емкостью для хранения фотополимеризующейся композиции. На винтах 4 в полости стола 1, выполненной в виде расположенного вокруг углубления паза, располагается рама 5 трафаретной печатной формы с сеткой-основой 6. Над трафаретной рамой 5 находится прозрачная -пленка 7, фотоформа 8 и прозрачный покровный элемент. В верхней части устройства располагается блок осветителей 10. Над столом 1 размещается каретка 11, смонтированная на горизонтальных направляющих 12, имеющая привод от ходового винта 13 и мотора 14. На каретке расположены подпружиненный в направлении к поверхности стола прижимной валик 15 и средство для крепления рулона прозрачной эластичной пленки 7. Жидкая фотополимеризующаяся композиция находится в баке 16. Стол 1 установлен на-регулируемых опорах 17. Все элементы установки размещены в корпусе 18. Устройство работает следующим образом. На стол 1 в углубление 2, выполненное в центральной его части, через трубопровод 3 из бака 16 подается жидкая фотополимеризующаяся композиция. На опорную поверхность стола и винты 4 устанавливается трафаретная рама 5 с натянутой сеткой-основой 6. Сетка пропитывается жидкой фотополимеризующейся композицией с нерабочей стороны и закрывается прозрачной пленкой, находящейся в рулоне 7. Прикатывание пленки осуществляется подпружиненным в направлении к поверхности стола прижимным валиком 15, установленным на каретке 11. Каретка движется по направляющим 12 от ходового винта 13, получающего вращение от мотора 14. После закатывания трафаретной прозрачной пленкой на : нее укладывают фотоформу 8 и закрывают стол прозрачной или .матированной пленкой 9. В полости образованной опорной поверхностью стола 1 и пленкой 9 создают вакуум и за счет гидростатического давления воздуха прижимают фотоформу 8 к сетке-основе 6, одновременно разравнивая слой фотополимеризующейся композиции по толщине. Экспонирование трафаретной формы осуществляют блбком ультрафиолетовых ламп 10. Для качественного нанесения слоя фотополимеризующейся композиции стол 1 устройства должен располагаться строго горизонтально, положение стола регулируется опорами 17. Использование предлагаемого способа и устройства для изготовления трафаретных печатных форм обеспечивает по сравнению с существующими способами и устройствами следующие преимущества: нанесение фотополимеризующейся композиции на сетку, осуществляемое погружением ее нерабочей поверхностью в жидкий фотополимер, исключает образование пузырьков воздуха в зоне формирования пробельных и печатных элементов; создание вакуума между пленкой, покрывающей фотоформу, и опорной поверхностью стола производит одновременно прижим фотоформы к рабочей поверхности сетки и выравнивание
слоя фотополимеризующейся композиции по толщине, что позволяет получать трафаретные печатные формы высокого качества (искажения изобретения не превышают 0,01 мм); сокращение расхода дорогостоящей фотополимеризующейся композиции по сравнению с существующими способами на 20-30%; совмещение операций нанесения фотополимеризующейся композиции на сетку и экспонирования в одном
устройстве позволяет значительно механизировать процесс изготовления трафаретных печатных форм, повысить производительность и улучщить условия труда.
Ожидаемый годовой экономический эффект от замены применяемого оборудования предлагаемым устройством при использовании его по максимально эксплуатационной мощности составит ориентировочно 58470 руб.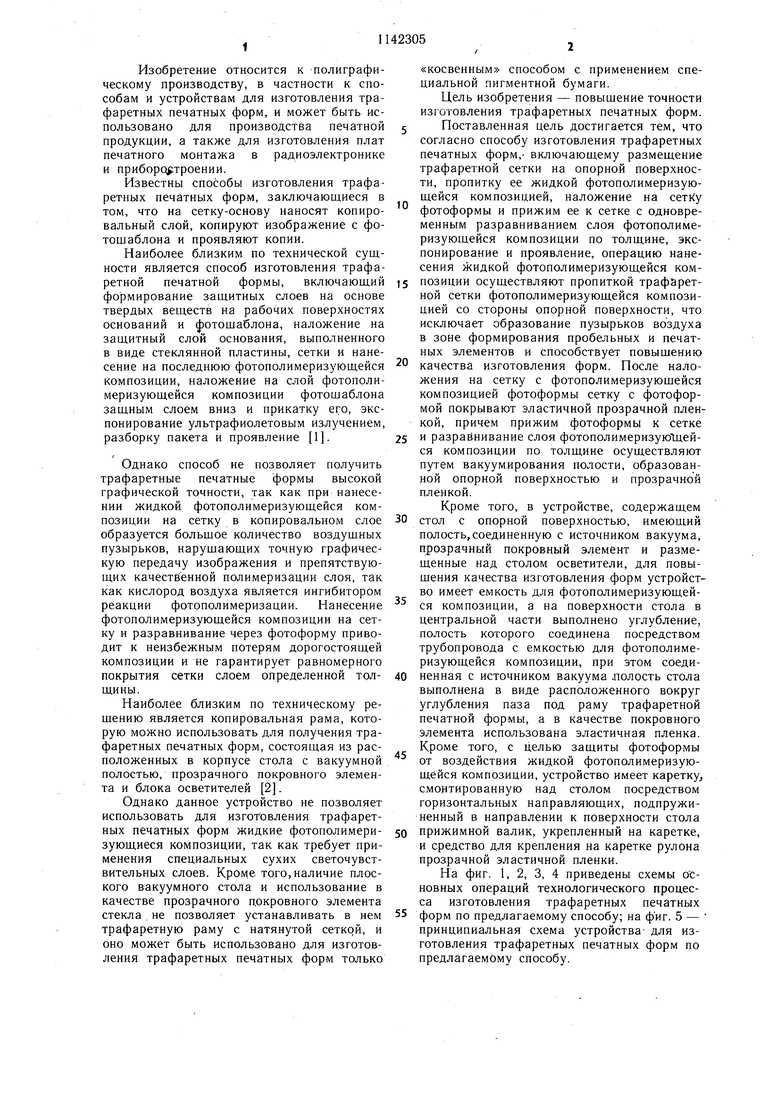
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления трафаретных печатных форм | 1987 |
|
SU1532309A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАФАРЕТНОЙ ПЕЧАТНОЙ ФОРМЫ (ВАРИАНТЫ) | 2004 |
|
RU2278406C2 |
| Способ изготовления трафаретных печатных форм | 1979 |
|
SU903220A1 |
| Способ изготовления трафаретной печатной формы | 1984 |
|
SU1384399A2 |
| Способ изготовления трафаретной печатной формы | 1989 |
|
SU1699812A1 |
| Установка для экспонирования полиграфических форм | 1983 |
|
SU1166049A1 |
| Установка для изготовления пластмассовых печатных форм | 1975 |
|
SU640648A3 |
| Способ изготовления трафаретнойпЕчАТНОй фОРМы | 1979 |
|
SU833458A1 |
| Способ изготовления трафаретной печатной формы | 1990 |
|
SU1784494A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАФАРЕТНОЙ ПЕЧАТНОЙ ФОРМЫ | 2002 |
|
RU2222037C1 |
1. Способ изготовления трафаретных печатных форм, включающий размещение трафаретной сетки на опорной поверхности, пропитку ее жидкой фотополимеризующейся композицией, наложение на сетку фотоформы и прижим ее к сетке с одновременным разравниванием слоя фотополимеризующейся композиции по толщине, экспонирование и проявление, отличающийся тем, что, с целью повыщения качества изготовления форм, пропитку трафаретной сетки фотополимеризующейся композицией осуществляют со стороны опорной поверхности, а после наложения на сетку с фотополимеризующейся композицией фотоформы сетку с фотоформой покрывают эластичной прозрачной пленкой, причем прижим фотоформы к сетке и разравнивание слоя фотополимеризующейся композиции по толщине осуществляют путем вакуумирования полости, образованной опорной поверхностью и прозрачной пленкой. 2.Устройство для изготовления трафаретных печатных форм, содержащее стол с опорной поверхностью, имеющий полость, соединенную с источником вакуума, прозрачный покровный элемент и размещенные над столом осветители, отличающееся тем, 4TOjC целью повыщения качества изготовления форм, оно имеет емкость для фотополимеризующейся композиции, а на поверхности стола в центральной части выполнено углубление, полость которого соединена i посредством трубопровода с емкостью для фотополимеризующейся композиции, при (Л этом соединенная с источником вакуума полость стола выполнена в виде расположенного вокруг углубления паза под раму трафаретной печатной формы, а в качестве покровного элемента использована эластичная пленка. 3.Устройство по п. 2, отличающееся тем, что оно имеет каретку, смонтирован ную над столом посредством горизонтальND ных направляющих, подпружиненный в направлении к поверхности стола прижимной оо о ел валик, укрепленный на каретке, и средство крепления на каретке рулона прозрачной эластичной пленки.
6
/
1Н)
ФигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления трафаретных печатных форм | 1979 |
|
SU903220A1 |
| Механический грохот | 1922 |
|
SU41A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Грибков А | |||
| В., Розенфельд П„ Я | |||
| Стереотипное и фотомеханическое оборудование | |||
| М., «Книга, 1975, с | |||
| Устройство непрерывного автоматического тормоза с сжатым воздухом | 1921 |
|
SU191A1 |
