Изобретение относится к областям техники, применяющим метод трафаретной печати, и может быть использовано для изготовления трафаретных печатных форм в производстве газоразрядных индикаторных панелей (ГИП).
Известен способ изготовления трафаретной печатной формы, заключающийся в размещении фотошаблона на столе, наложении на него сетки, натянутой на раме, нанесении жидкой фотополимеризующейся композиции (ЖФПК), размещении на ней полиэтилентерофталатной пленки, через которую ракелем заполняют ячейки сетки, проведении экспонирования и проявления ["Приборы и системы управленния", 7, 1979, с.35].
Недостатком данного способа изготовления трафаретной печатной формы является то, что он не обеспечивает получение в трафаретной печатной форме слоя ЖФПК, выступающего над сеткой.
Известен способ изготовления трафаретной печатной формы, включающий нанесение на металлическую сетку фотокомпозиции, экспонирование через фотошаблон, проявление, формирование в ячейках сетки в пробельных местах электропроводящего материала и последующее электролитическое наращивание слоя электропроводящего материала до заданной толщины, выступающей над сеткой [К.Н. Зоткин и др. "Трафаретная печать", М.: "Мысль", 1965 г.].
Недостатком данного способа изготовления трафаретной печатной формы является высокая его трудоемкость, а также низкое качество получаемых трафаретных печатных форм, связанное с большим разбросом толщины слоя электропроводящего материала, выступающего над сеткой.
Наиболее близким к заявленному изобретению является способ изготовления трафаретной печатной формы, включающий нанесение на сетку, натянутую на раму, слоя светочувствительной композиции, его высушивание, экспонирование через фотошаблон и проявление [авт. свидетельство СССР 242670, G 03 F 7/12, В 41 М 1/12, 1969 г. - прототип].
Недостатком данного способа изготовления является то, что его использование не позволяет получить трафаретные печатные формы с пробельными местами заданных размеров.
Этот недостаток обусловлен неплотным прилеганием фотошаблона к слою светочувствительной композиции в процессе экспонирования.
Задачей изобретения является создание способа изготовления трафаретной печатной формы, обеспечивающего получение трафаретных печатных форм высокого качества за счет повышения точности формирования пробельных мест.
Указанный технический эффект при осуществлении изобретения достигается тем, что в известном способе изготовления трафаретной печатной формы, включающем нанесение на сетку, натянутую на раму, слоя светочувствительной композиции, его высушивание, экспонирование через фотошаблон и проявление, перед экспонированием на фотошаблоне, расположенном на слое светочувствительной композиции, размещают полиэтиленовую пленку, которой прижимают фотошаблон к слою светочувствительной композиции, после чего проводят экспонирование.
При осуществлении данного способа изготовления трафаретной печатной формы посредством слоя полиэтиленовой пленки обеспечивают плотное прижатие фотошаблона к слою светочувствительной композиции, исключающее ее паразитное засвечивание в процессе экспонирования, чем достигается высокая точность формирования пробельных мест.
Дополнительное повышение точности формирования пробельных мест достигается при расположении на фотошаблоне под слоем полиэтиленовой пленки стеклопластины, продольная и поперечная оси которой совпадают соответственно с продольной и поперечной осями фотошаблона, благодаря чему повышается равномерность прижатия фотошаблона к слою светочувствительной композиции, при этом наилучшие результаты получены, если размеры стеклопластины в направлениях продольной d1 и поперечной d2 осей выбирают согласно соотношениям
d1=(0,7÷1)(L1-2l1);
d2=(0,7÷1)(L2-2l2),
где L1, L2 - размеры рамы соответственно в направлениях продольной и поперечной осей стеклопластины;
l1, l2 - расстояния между рамой и рабочим полем фотошаблона соответственно в направлениях продольной и поперечной осей стеклопластины.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволяет установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными признакам заявленного изобретения, а определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном объекте, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует требованию "новизна".
Для проверки соответствия заявленного изобретения требованию изобретательского уровня был проведен дополнительный поиск известных решений, с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение не следует для специалиста явным образом из известного уровня техники, так как не выявлены технические решения, в которых высокая точность формирования пробельных мест при изготовлении трафаретной печатной формы обеспечивалась бы за счет использования для плотного прижатия трафарета к слою светочувствительной композиции полиэтиленовой пленки, размещенной на фотошаблоне, а также за счет одновременного использования полиэтиленовой пленки и стеклопластины заданных размеров, расположенной на фотошаблоне под слоем полиэтиленовой пленки.
Таким образом, заявленное изобретение соответствует требованию "изобретательский уровень".
Предлагаемое изобретение поясняется чертежом, на котором представлены основные этапы процесса изготовления трафаретной печатной формы.
Способ изготовления трафаретной печатной формы заключается в следующем.
На натянутую на раму сетку 1 наносят слой 2 светочувствительной композиции, выступающий над сеткой 1 (фиг.1, а), проводят его высушивание. Затем на слое светочувствительной композиции размещают фотошаблон 3, накладывают на него слой полиэтиленовой пленки 4, прижимают его к фотошаблону, например, путем создания под полиэтиленовой пленкой разреженного пространства и обеспечивают плотное прижатие фотошаблона 3 к слою 2 светочувствительной композиции, проводят через фотошаблон экспонирование слоя 2 светочувствительной композиции (фиг.1, б) с последующим проявлением, в процессе которого проводят удаление незаполимеризовавшихся участков светочувствительной композиции (фиг.1в). Плотное прижатие фотошаблона к слою светочувствительной композиции в процессе экспонирования исключает паразитное засвечивание светочувствительной композиции и позволяет получить трафаретную печатную форму с пробельными местами, размеры которых отличаются от размеров, копируемых элементов фотошаблона на величину не более 2 мкм. Для повышения равномерности прижатия фотошаблона к слою светочувствительной композиции на фотошаблоне под слоем полиэтиленовой пленки дополнительно располагают стеклопластину, продольная и поперечная оси которой совпадают соответственно с продольной и поперечной осями фотошаблона. Наилучшие результаты при изготовлении трафаретной печатной формы достигаются в случае, если размеры стеклопластины в направлениях продольной d1 и поперечной d2 осей выбирают согласно соотношениям
d1=(0,7÷1)(L1-2l1);
d2=(0,7÷1)(L2-2l2),
где L1, L2 - размеры рамы соответственно в направлениях продольной и поперечной осей стеклопластины;
l1, l2 - расстояния между рамой и рабочим полем фотошаблона соответственно в направлениях продольной и поперечной осей стеклопластины.
В этом случае размеры пробельных мест трафаретной печатной формы отличаются от размеров копируемых элементов фотошаблона на величину не более 1 мкм.
Если размеры стеклопластин d1>L1-2l1 и d2>L2-2l2, то разброс по ширине пробельных мест трафаретной печатной формы увеличивается за счет того, что силы упругости сетки по краю рамы не позволяют стеклопластине плотно прижать фотошаблон к слою светочувствительной композиции, что приводит к паразитному засвечиванию светочувствительной композиции при экспонировании.
Если d1<0,7(L1-2l1) и d2<0,7(L2-2l2), то не все рабочее поле фотошаблона будет плотно прижиматься стеклопластиной к слою светочувствительной композиции и, как следствие, по краю рабочего поля трафаретной печатной формы резко увеличится разброс размеров пробельных мест за счет паразитного засвечивания при экспонировании.
Пример конкретного выполнения.
Для изготовления трафаретной печатной формы, имеющей размер рабочего поля 944х549 мм, толщину слоя светочувствительной композиции над сеткой 10 мкм, ширину пробельных мест 0,08 мм на раму размером 1450х1250 мм натягивают сетку из нержавеющей проволоки с квадратными ячейками марки ST 325 2, шириной 2 м, с размером ячеек 325 меш.
На сетку наносят слой светочувствительной композиции АХ-81 на основе диазосоединений толщиной 44 мкм, имеющий форму прямоугольника 1200х760 мм. Сушат его при температуре 40oС в течение 20 мин.
Затем на слое светочувствительной композиции располагают фотошаблон размером 1200х760 мм с рабочим полем 944х549 мм, шириной темных мест 0,08 мм, шагом 0,35 мм. При изготовлении трафаретной печатной формы рама с сеткой, слой светочувствительной композиции и фотошаблон юстируют друг относительно друга так, что их продольные и поперечные оси соответственно совпадают.
После размещения фотошаблона на слое светочувствительной композиции раму располагают на столе установки экспонирования, накладывают на фотошаблон слой полиэтиленовой пленки, закрепленный на раме вакуумного прижима, и за счет создания разрежения 0,4÷0,8 кГ/см2 в пространстве под слоем полиэтиленовой пленки обеспечивают плотное прижатие фотошаблона к слою светочувствительной композиции. Проводят экспонирование светочувствительной композиции путем облучения ее через фотошаблон ультрафиолетовым излучением в течение 90-110 с с последующим задубливанием и проявлением.
Точность формирования пробельных мест в данной печатной форме в 4 раза выше, чем в трафаретных печатных формах, изготовленных известными способами.
Использование при изготовлении трафаретной печатной формы стеклопластины с размерами d1=950 мм, d2=550 мм, которую располагают на фотошаблоне перед наложением слоя полиэтиленовой пленки, дополнительно повышает точность формирования пробельных мест ~ в 2 раза.
Таким образом, предложенное изобретение позволяет изготавливать трафаретные печатные формы высокого качества за счет повышенной точности формирования пробельных мест.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трафаретных печатнах форм и устройство для его осуществления | 1982 |
|
SU1142305A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАФАРЕТНОЙ ПЕЧАТНОЙ ФОРМЫ (ВАРИАНТЫ) | 2004 |
|
RU2278406C2 |
| Способ изготовления трафаретной печатной формы | 1978 |
|
SU725907A1 |
| Способ изготовления трафаретных печатных форм | 1987 |
|
SU1624396A1 |
| Способ изготовления трафаретнойпЕчАТНОй фОРМы | 1979 |
|
SU833458A1 |
| Фотополимеризующаяся композиция | 1976 |
|
SU577505A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИТНЫХ РЕЛЬЕФОВ | 1985 |
|
SU1340398A1 |
| Способ изготовления трафаретной печатной формы | 1980 |
|
SU941211A2 |
| ФОТОПОЛИМЕРИЗУЮЩАЯСЯ КОМПОЗИЦИЯ | 1988 |
|
SU1584607A1 |
| Способ изготовления трафаретной печатной формы | 1976 |
|
SU592623A1 |
Изобретение относится к областям техники, применяющим метод трафаретной печати, и может быть использовано для изготовления трафаретных печатных форм в производстве газоразрядных индикаторных панелей. Описывается способ изготовления трафаретной печатной формы, включающий нанесение на сетку, натянутую на раму, слоя светочувствительной композиции, его высушивание, нанесение фотошаблона, с размещением на нем полиэтиленовой пленки, экспонированием и проявлением. Техническим результатом является создание способа изготовления трафаретной печатной формы, обеспечивающего получение трафаретной печатной формы высокого качества за счет повышения точности формирования пробельных мест. 2 з.п.ф-лы, 1 ил.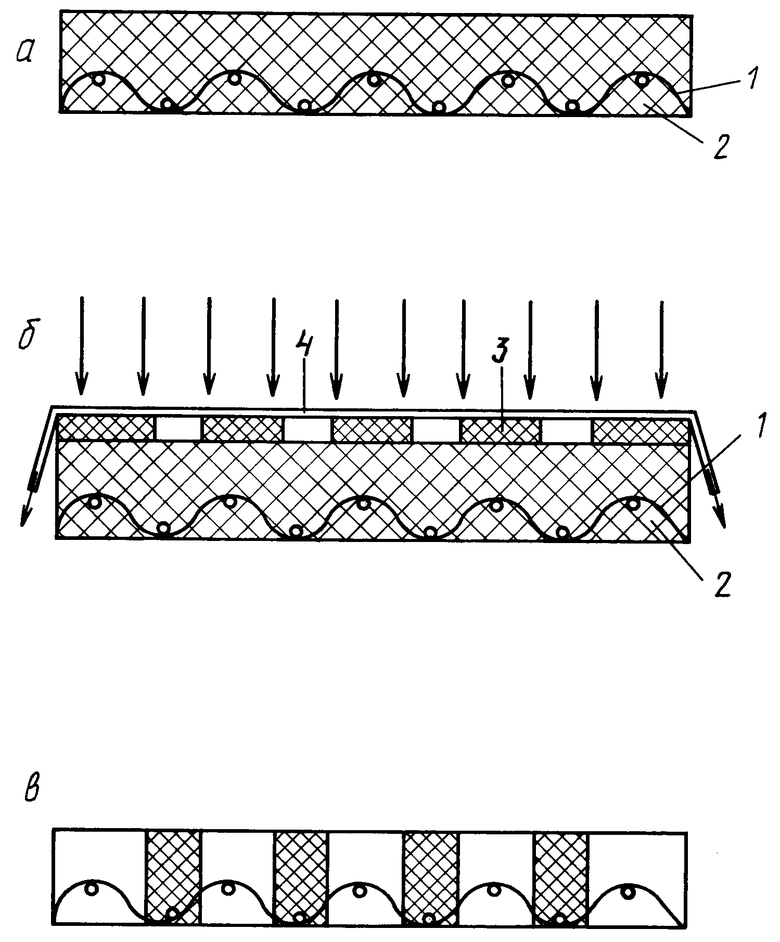
d1 = (0,7÷1) (L1-2l1);
d2 = (0,7-1) (L2-2l2),
где L1, L2 - размеры рамы соответственно в направлениях продольной и поперечной осей стеклопластины;
l1, l2 - расстояния между рамой и рабочим полем фотошаблона соответственно в направлениях продольной и поперечной осей стеклопластины.
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ТРАФАРЕТНОЙ ПЕЧАТИ | 0 |
|
SU242670A1 |
| RU 2004918 C1, 15.12.1993 | |||
| US 6309799, 30.11.2001. | |||

