Изделия, изготовляемые известными способами из волокнистых материалов с применением вакуумного литья заготовок изделий с последующим прессованием и сушкой их, не имеют высокой механической прочности, огнестойкости и водостойкостн.
Настоящее изобретение имеет целью устранить этот недостаток путем осуществления такого способа изготовления изделий из волокнистых материалов, например крышек к электропредохранителям, благодаря которому они приобретают повышенную механическую прочность, огнестойкость и водостойкость. Для этого в отливочную массу перед прессованием вводят синтетические смолы, например фенолформальдегидную или мочевиноформальдегидную, 8-10%, каолин 18-20%, канифольное мыло -2% и сернокислый или фосфорнокислый аммоний 8-10%.
Прессование заготовок осуществляют в нресс-формах, нагретых до
140-150°, причем для выхода пара, выделяюшегося при прессовании,
ее пуансон выполнен полым и имеет на рабочих поверхностях отверстия.
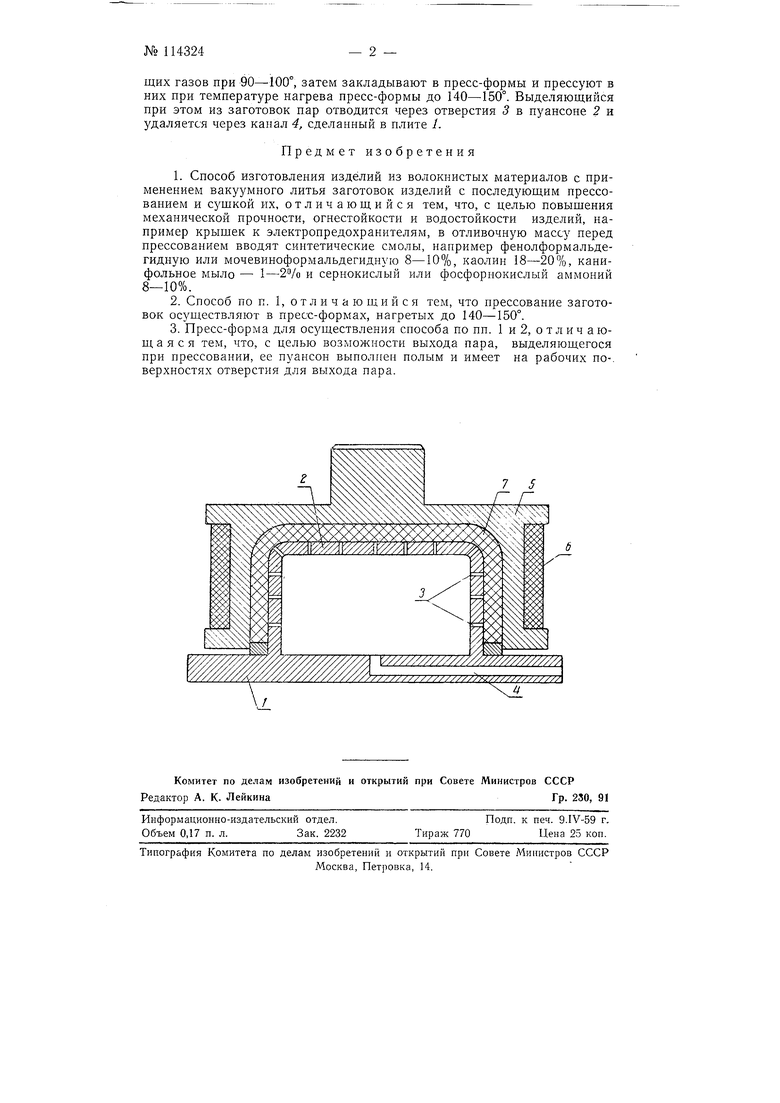
На чертеже изображен общий вид нресс-формы с заложенным в нее
изделием.
На плите 1 пресса неподвижно закреплен полый пуансон 2, имеющий на рабочих поверхностях отверстия 3 для выхода пара, удаляемого затем через канал 4 в плите /. Матрица 5 пресс-формы имеет электрообогрев 6.
Изготовление изделий производится следующим образом. Волокнистые материалы размалывают в роллах с водой. В отливочную массу перед прессованием вводят синтетические смолы, например фенолформальдегидную или мочевиноформальдегидную 8-10%, каолин 18-20%, канифольное мыло -2% и сернокислый или фосфорнокислый аммоний 8-10%. Из полученной массы методом вакуумного литья изготавливают заготовки 7, сущат их в потоке горячего воздуха или отходящих газов при 90--100°, затем закладывают в пресс-формы и прессуют в них при температуре нагрева пресс-формы до 140-150°. Выделяющийся при этом из заготовок пар отводится через отверстия 3 в пуансоне 2 и удаляется через канал 4, сделанный в плите /.
Предмет изобретения
1. Способ изготовления изделий из волокнистых материалов с применением вакуумного литья заготовок изделий с последующим прессованием и сущкой их, отличающийся тем, что, с целью повышения механической прочности, огнестойкости и водостойкости изделий, например крышек к электропредохранителям, в отливочную массу перед прессованием вводят синтетические смолы, нанример фенолформальдегидную или мочевиноформальдегидную 8-10%, каолин 18-20%, канифольное мыло - 1-2Vo и сернокислый или фосфорнокислый аммоний 8-10%.
2.Способ по п. 1, отличающийся тем, что прессование заготовок осуществляют в нресс-формах, нагретых до 140-150°.
3.Пресс-форма для осуществления способа по пп. 1 и 2, отличающаяся тем, что, с целью возможности выхода пара, выделяющегося при прессовании, ее пуансон выполнен полым и имеет на рабочих по-, верхностях отверстия для выхода пара.
7 5
