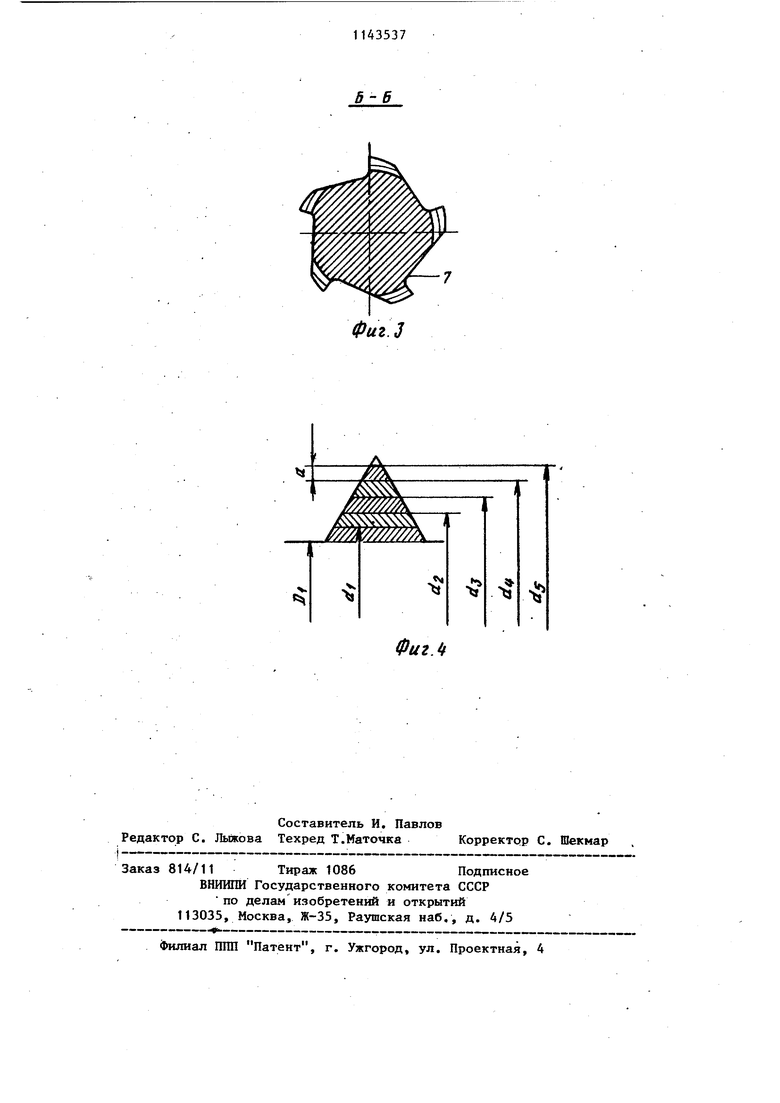
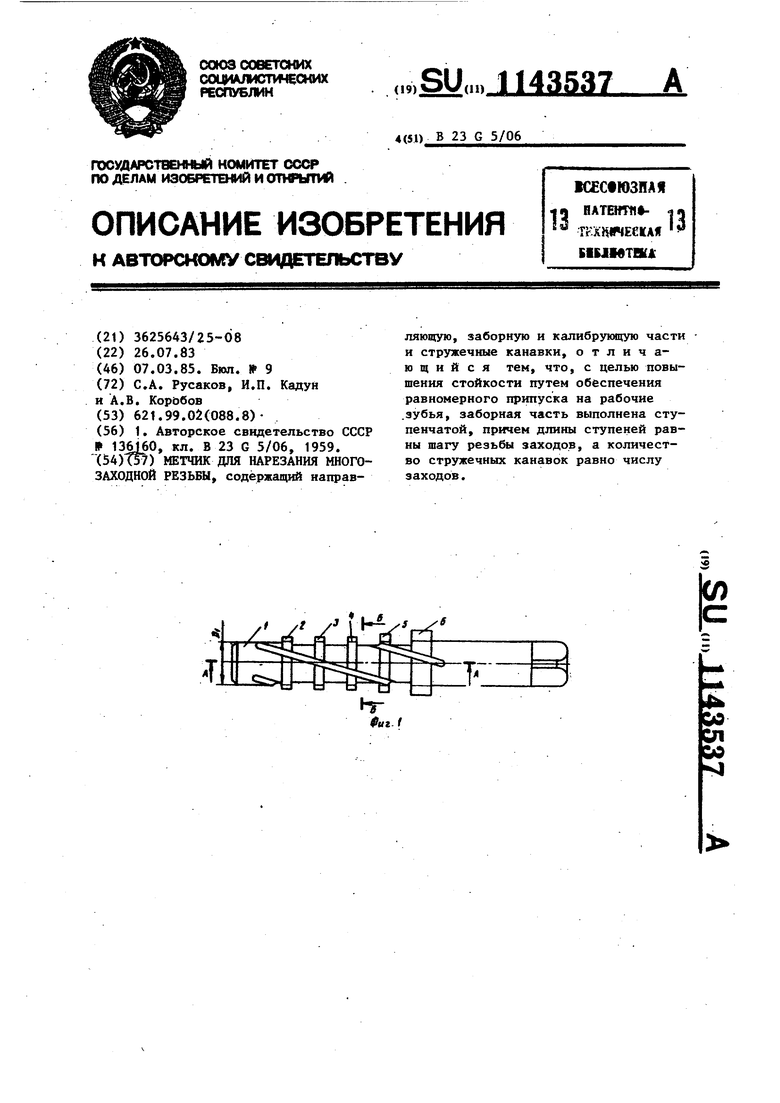
Изобретение относится к металлообработке, в частности к режущим инструментам для нарезания резьбы. Известен метчик, на заходной част которого выполнена многозаходная резьба t Однако этот мётчик не позволяет получить равнсжерную загрузку всех зубьев. Цель изобретения - повышение стой кости путем обеспечения равномерного припуска для рабочих зубьев заборной части. Поставленная цель достигается тем что у метчика для нарезания многозаходной резьбы, содержащего направляющую, режущую заборную и калибрующую части, заборная часть выполнена ступенчатой, причем длины режущих ступеней равны шагу резьбы заходов, а количество стружечньгх канавок равно числу заходов. t На фиг. 1 изображен предложенный метчик, общий вид; на фиг. 2 - сечение А-А на фиг. t; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - схема распределения припуска. Метчик содержит направляющую част 1, заборную часть с режущими ступеня ми 2-6 (число ступеней в данном примере условно). Для нарезания конкрет ных деталей число ступеней выполняет ся равным числу заходов резьбы в обрабатываемых деталях. Наружный диаметр D направляющей части 1 мет,чика выполнен по требуемой посадке относительно диаметра просверленного отверстия и номинально равен внутреннему диаметру резьбы детали. Диаметры d. d, dj, d4, и dy, режущих ступеней вьтолнены с учетом разбивки припуска на участки толщиной а . Длины S, Й, S,, S и S режущих ступеней равны шагу захода нарезаемой резьбы.Количество стружечных канавок 7 равно числу заходов резьбы. На каждой ступени кроме последней 6 число зубьев 8 выполнено равным числу заходов. Нарезание резьбы при работе предложенным метчиком осуществляется следующим образом. В отверстие детали вводится направляющая часть 1 метчика, при этом метчику сообщаются вращение и соответствующая шагу заходов подача. Первые зубья всех рабочих ступеней 2-6 последовательно срезают припуск. Любой первый зуб каждого захода снимает слой припуска, равный толщине а. Вторые и последующие за ними зубья всех ступеней в резании не участвуют и являются калибрующими. Предложенный метчик позволяет нарезать качественную многозАходную резьбу, например, в накатных сегментах для резьб МЗ и менее.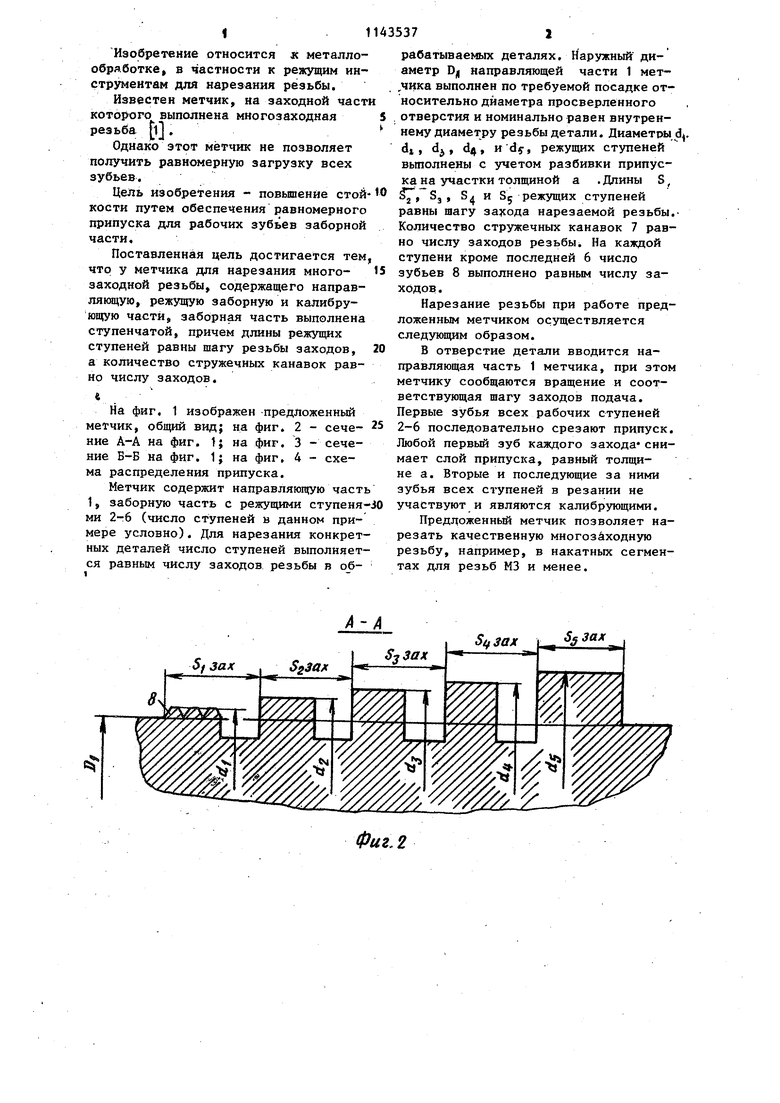
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик | 1990 |
|
SU1804379A3 |
| Метчик | 1989 |
|
SU1763113A1 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| ГРЕБЕНКА ДЛЯ НАРЕЗАНИЯ МНОГОЗАХОДНЫХ РЕЗЬБ | 2001 |
|
RU2214321C2 |
| Метчик | 1979 |
|
SU856701A1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| Метчик | 1981 |
|
SU1203773A2 |
| Метчик | 1980 |
|
SU1050822A1 |
| СПОСОБ НАРЕЗАНИЯ ВНУТРЕННЕЙ МНОГОЗАХОДНОЙ РЕЗЬБЫ | 2003 |
|
RU2231429C1 |
S( зах
Фиг. 2 SgSax
Фиг.If
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Метчик с винтовыми канавками | 1959 |
|
SU136160A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
