Изобретение относится к прессам, а более конкретно к пресс-инструменту для прессования порошковых энергосодержащих материалов, преимущественно таблеток из пиротехнических композиций.
Уровень данной области техники характеризует пресс-инструмент для проходного прессования порошковых материалов, описанный в учебном пособии для вузов М.Б.Генералов «Механика твердых дисперсных сред в процессах химической технологии», Калуга: Издательство Н.Бочкаревой, 2002, с.240-243, который по технической сущности и числу совпадающих признаков выбран в качестве наиболее близкого аналога предложенному.
Проходное прессование осуществляется в пресс-инструменте, матрица которого имеет свободный выход. Необходимое при прессовании усилие противодействия создается за счет сил трения уплотняемого порошкообразного материала на внутренней поверхности формующего канала матрицы и соответствующим профилированием его геометрического профиля.
Из характера нагружения пуансона при прессовании порошкового материала согласно проведенным теоретическим и экспериментальным исследованиям влияния геометрических параметров формующих элементов канала матрицы на технологические характеристики процесса прессования и качество получаемых изделий в прототипе определен необходимый геометрический профиль рабочего канала: сужающийся от входа канал рабочего участка до диаметра сопряженного калибрующего участка цилиндрической формы, который оснащен выходным раструбом.
В рабочем участке длиной l1, равной (1,5-2,5) диаметра калибрующего участка (D0), создается основное противодавление со стороны сужающегося конического канала.
Калибрующий участок канала матрицы длиной l2 придает прессуемой таблетке окончательную форму поперечного сечения и выполнен в форме цилиндра с соотношением длины к диаметру: l2/D1 = 0,5-0,8.
Расширяющийся участок раструба длиной l3 обеспечивает плавное снятие упругих деформаций и исключает образование поверхностных и внутренних трещин в отпрессованных таблетках. Протяженность этого участка ограничена в диапазоне (0,4-0,6) D1.
Суммарная протяженность формующего канала матрицы определена (2,5-4,0) D1.
При этом следует понимать, что соотношение диаметра калибрующего участка матрицы к диаметру пуансона характеризует степень сжатия порошкового материала в рабочем канале матрицы и рассчитывается с учетом физико-механических свойств обрабатываемого материала и качественных параметров готовой отпрессованной таблетки. Для большинства композитных порошков это отношение D0/D1 = 0,85-0,95.
Предложенный в известном пресс-инструменте профиль формующей части канала матрицы был получен из расчета напряженного состояния порошкообразных материалов при условии постоянства произведения коэффициента внешнего трения на коэффициент бокового давления f·ζ = const.
Однако для малопластичных материалов это допущение не выполняется, так как коэффициент бокового давления является функцией среднего напряжения, возникающего в насыпном материале, а коэффициент внешнего трения практически не меняется от давления прессования.
Под малопластичным материалом понимается смесевая композиция твердофазных порошковых материалов с содержанием пластифицирующих вязких материалов, не превышающим 6 мас.%, к которым относятся пиротехнические порошковые составы.
Применение известного пресс-инструмента для проходного прессования малопластичных пиротехнических материалов затруднено из-за высокой чувствительности к трению, что может послужить причиной недопустимого воспламенения.
Технической задачей, на решение которой направлено настоящее изобретение, является усовершенствование известного пресс-инструмента для безопасного прессования функциональных таблеток из пиротехнических составов.
Требуемый технический результат достигается тем, что в известном пресс-инструменте для проходного прессования порошковых материалов, содержащем примыкающую к объемному дозатору, расположенному под окном загрузочного бункера с пиротехническим составом, и соосную пуансону матрицу, формующий участок канала которой сужается до диаметра калибрующего участка, согласно изобретению профиль формующего участка канала матрицы выполнен криволинейным, в калибрующем участке канала матрицы радиально закреплены распределенные по периферии пилоны, причем матрица снаружи снабжена многозаходными канавками для прохода охлаждающего воздуха.
Отличительные признаки предложенного технического решения позволили оптимизировать технологические параметры проходного прессования энергонасыщенного пиротехнического состава в форме порошкообразной смеси компонентов, которые исключают его воспламенение.
При этом достигнутое снижение трибодинамических нагрузок в спрофилированном формующем участке матрицы позволило исключить выходной раструб релаксации изготовленных таблеток, периметр которых имеет развитую рифлями поверхность горения за счет установки в калибрующем участке матрицы дополнительных пилонов.
Пресс-инструмент по изобретению характеризуется безопасностью автоматического прессования пиротехнических таблеток и расширением технологических возможностей по формированию профиля изготавливаемых функциональных изделий.
Заявленная математическая зависимость позволяет получить криволинейный профиль формующего участка канала матрицы, где внешнее воздействие возмущающих сил внутри прессуемой таблетки минимизировано и гарантированно не превышает критических, исключая тем самым возможность воспламенения ее пиротехнического состава.
Следовательно, каждый существенный признак необходим, а их совокупность в устойчивой взаимосвязи являются достаточными для достижения новизны качества, не присущей признакам в разобщенности, то есть поставленная в изобретении техническая задача решена не суммой эффектов, а новым сверхэффектом суммы признаков.
Проведенный сопоставительный анализ предложенного технического решения с выявленными аналогами уровня техники, из которого изобретение явным образом не следует для специалистов по прессованию пиротехники, показал, что оно неизвестно, а с учетом возможности промышленного серийного изготовления таблеток из пиротехнических композиций проходным прессованием, можно сделать вывод о соответствии критериям патентоспособности.
Сущность предложенного технического решения поясняется чертежами, которые имеют чисто иллюстративную цель и не ограничивают объема притязаний совокупности существенных признаков формулы. На чертежах изображены:
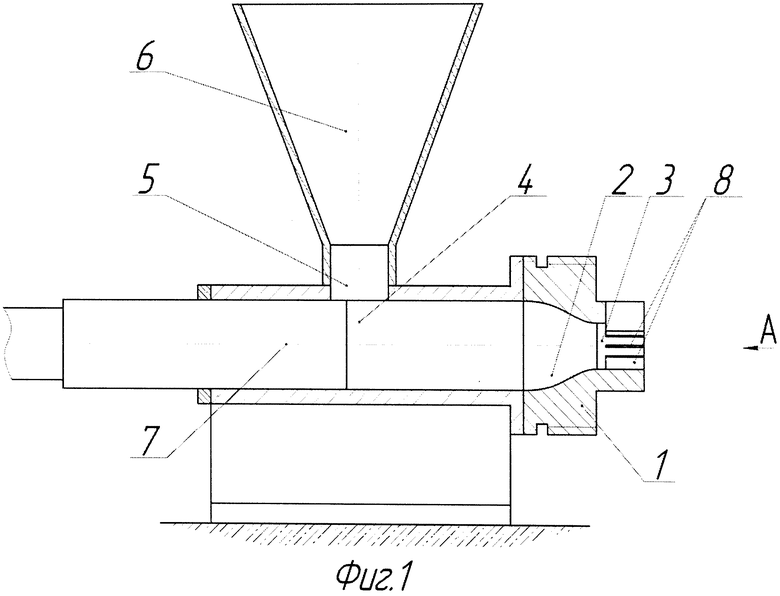
на фиг.1 - схема предложенного пресс-инструмента;
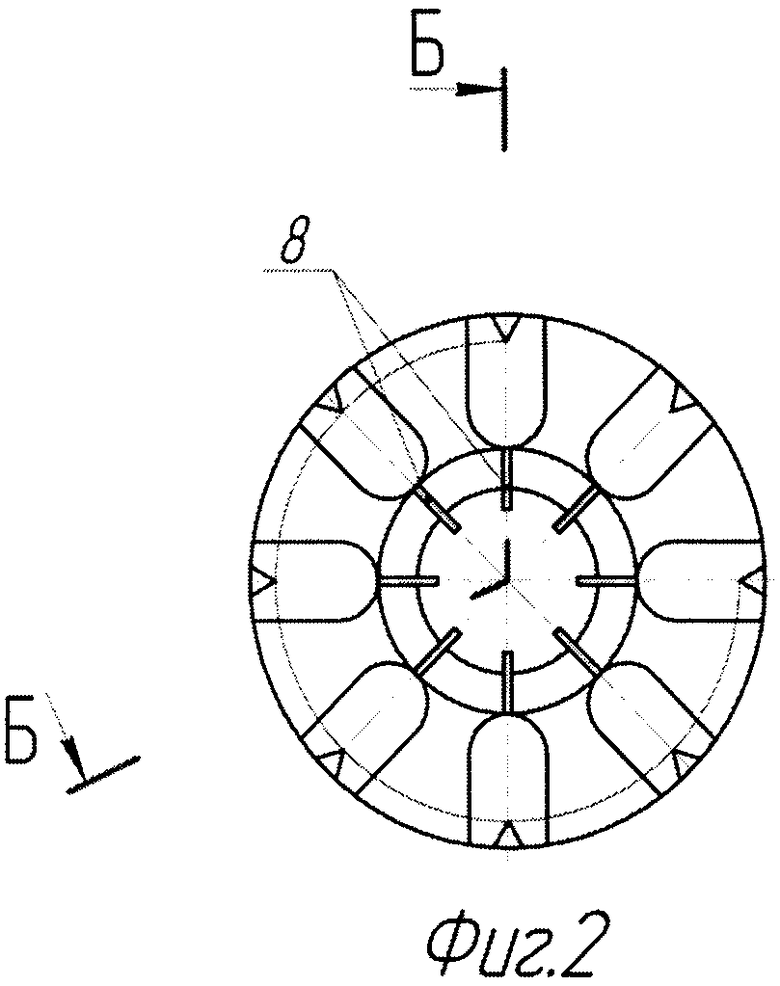
на фиг.2 - вид по стрелке А;
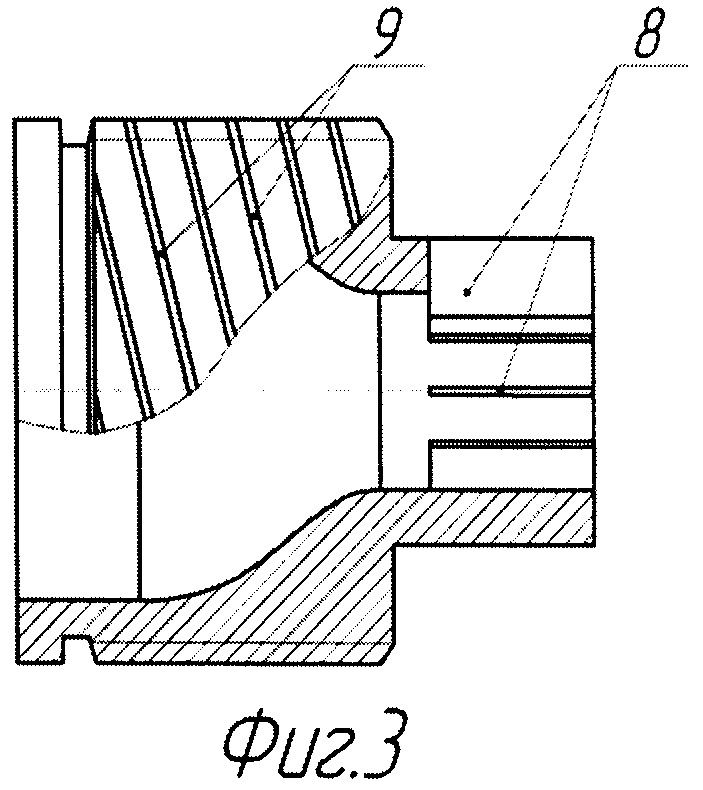
на фиг.3 - матрица, разрез Б-Б на фиг.2.
Пресс-инструмент (фиг.1) для изготовления проходным прессованием штучных таблеток из пиротехнической смеси, имеющих продольные рифли по периметру, развивающие поверхность горения, представляет собой цилиндрическую матрицу 1, рабочий канал которого сужается к выходу.
Профиль формующего участка 2 канала матрицы выполнен криволинейным от диаметра загрузки до диаметра цилиндрической формы калибрующего участка 3 канала матрицы 1.
К рабочему каналу матрицы 1 примыкает объемный дозатор 4, который через загрузочное окно 5 сообщается с бункером 6, наполненным сыпучим порошковым пиротехническим составом.
В дозаторе 4 с возможностью продольных возвратно-поступательных перемещений установлен сопряженный пуансон 7, соосный матрице 1, который связан с приводом (условно не показан).
Криволинейный профиль формующего участка 2 матрицы 1 выполнен согласно регрессивной зависимости:
r=r0·{l-[a·(f·ζн·l/r0)2+b·f·ζн·l/r0]},
где r - текущий радиус поперечного сечения канала матрицы;
r0 - радиус входящего сечения канала формующего участка матрицы;
f - коэффициент внешнего трения;
ζн - коэффициент бокового давления;
a, b - безразмерные эмпирические коэффициенты, учитывающие влияние вязкой составляющей смеси на изменение значения коэффициента бокового давления от давления прессования.
Количественные значения произведения коэффициента внешнего трения на коэффициент бокового давления (f·ζн) и эмпирических коэффициентов а и b для практически применяемых пиротехнических составов были определены в результате экспериментальных исследований по проходному прессованию функциональных таблеток, сведенные в Таблицу.
Особенностью предложенного пресс-инструмента является то, что в калибрующем участке 3 канала матрицы 1 продольно закреплены распределенные по периферии радиальные пилоны 8 (фиг.2 и 3) для формирования на периферии прессуемых таблеток распределенных рифлей, которые развивают поверхность горения.
При этом снаружи матрицы 1 сформированы многозаходные спиральные канавки 9 (фиг.3) для прохода охлаждающего воздуха, усиливающие конвективный отвод тепла от матрицы 1.
Функционирует пресс-инструмент следующим образом.
Из бункера 6 через загрузочное окно 5 сыпучий материал пиротехнической композиции заполняет объемный дозатор 4, когда пуансон 7 отведен в крайнее левое по чертежу фиг.1 положение.
При подаче пуансона 8 к матрице 1 он выполняет функции шиберной заслонки, отделяя порцию материала в дозаторе 5 от массы, находящейся в бункере 6, удерживая ее на своей поверхности.
В начальный период прессования торец пуансона 7 при своем движении в цилиндрическом участке дозатора 4 не испытывает заметного сопротивления со стороны уплотняемого материала.
При достижении порошкового материала плотной упаковки начинаются их упругопластические деформации, что приводит к резкому увеличению давления до его максимального значения, когда прессуемый материал достигнет входа в сужающийся рабочий канал матрицы 1.
С этого момента весь слой порошкового материала начинает перемещаться внутри профилированного формующего участка 2 на длину запрессовки, испытывая реактивное плавное сжатие под воздействием ее криволинейного профиля, которое заканчивается, когда пуансон 7 достигает калибровочного участка 3 матрицы 1.
Давление прессования заметно снижается при уменьшении суммарной силы внешнего трения на поверхности контакта материала с криволинейной стенкой формующего участка 2 матрицы 1 как за счет снижения коэффициента трения при скольжении, так и уменьшения длины спрессованного слоя порошкового материала.
Средняя плотность запрессованного слоя материала в этот момент достигает максимального значения и соответствует среднему значению плотности готовой таблетки.
После этого цикл повторяется и спрессованный новый слой материала проталкивает через калибрующий участок 3 предыдущий слой, на периферии которого, при перемещении вдоль радиальных пилонов 8, формируются продольные канавки на периферии дополнительно сжимаемой пиротехнической таблетки, формуемой в окончательный размер и профиль, которые не изменяются после выхода из матрицы 1 в технологический накопитель.
Таким образом, осуществляется непрерывное циклическое прессование штучных таблеток в автоматическом режиме, при котором исключается воспламенение пиротехнической композиции от превышения усилий трения при радиальном сжатии материала.
Опытное опробование предложенной конструкции пресс-инструмента подтвердило ее технологичность и функциональность при прессовании штатных пиротехнических композиций, формируя различные звездки, таблетки, заряды, что позволяет рекомендовать ее для промышленного использования в серийном производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПИРОТЕХНИЧЕСКИХ ЗАРЯДОВ | 2014 |
|
RU2552550C1 |
| МНОГОПОЗИЦИОННЫЙ РОТОРНЫЙ ПРЕСС | 2012 |
|
RU2510672C2 |
| МНОГОПОЗИЦИОННЫЙ РОТОРНЫЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВОГО МАТЕРИАЛА | 2016 |
|
RU2637190C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЕНЫХ ПИРОТЕХНИЧЕСКИХ ЗАРЯДОВ | 2013 |
|
RU2526327C1 |
| ПРЕСС-ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ СГОРАЮЩИХ ИЗДЕЛИЙ | 2015 |
|
RU2601475C2 |
| СПОСОБ ПРЕССОВАНИЯ МНОГОСЛОЙНЫХ ПИРОТЕХНИЧЕСКИХ ЗАРЯДОВ | 2013 |
|
RU2519604C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ ВЫСОКОАБРАЗИВНЫЕ ЧАСТИЦЫ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2135327C1 |
| Штамп для прессования изделий из порошковых материалов | 1977 |
|
SU683922A1 |
| Пресс-инструмент для прессования таблеток | 1985 |
|
SU1292914A1 |
| Способ непрерывного изготовления спеченных изделий и устройство для его осуществления | 1980 |
|
SU931293A1 |
Изобретение относится к прессам, в частности к пресс-инструменту для прессования порошковых пиротехнических материалов. Пресс-инструмент для проходного прессования содержит примыкающую к объемному дозатору, расположенному под окном загрузочного бункера с пиротехническим составом и соосную пуансону, матрицу. Формующий участок канала матрицы сужается до диаметра калибрующего участка. Профиль формующего участка канала матрицы выполнен криволинейным. В калибрующем участке канала матрицы продольно закреплены распределенные по периферии радиальные пилоны. Снаружи матрица снабжена многозаходными канавками для прохода охлаждающего воздуха. Обеспечивается оптимизация технологических параметров проходного прессования, исключение воспламенения порошкового материала, а также снижение трибодинамических нагрузок в формующем участке матрицы. 3 ил., 1 табл.
Пресс-инструмент для проходного прессования порошкового пиротехнического материала, содержащий примыкающую к объемному дозатору, расположенному под окном загрузочного бункера с пиротехническим матераилом, и соосную пуансону матрицу, формующий участок канала которой сужен до диаметра калибрующего участка, отличающийся тем, что профиль формующего участка канала матрицы выполнен криволинейным, в калибрующем участке канала матрицы продольно закреплены распределенные по периферии радиальные пилоны, а снаружи матрицы выполнены многозаходные канавки для прохода охлаждающего воздуха.
| Пресс для порционного прессования взрывоопасных механических смесей | 1971 |
|
SU477865A1 |
| Устройство для непрерывного формования порошков | 1989 |
|
SU1627320A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ПРЕССОВАНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА И МАТРИЦА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2291030C1 |
| Устройство для обучения и контроля знаний обучаемых | 1981 |
|
SU1345233A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |

