Станки для затачивания многолезвийного инструмента с различными углами наклона режущей кромки, снабженные совершающим ограниченные упорами возвратно-поступательные движения, столом, несущим затачиваемой инструмент, известны.
Отличительной особенностью предлагаемого станка является применение для управления электродвигателем, поворачивающим многолезвийный инструмент, электрощупа, поддерживающего постоянный контакт в процессе указанных движений стола с лезвием инструмента, играющим роль копира. Такое выполнение станка делает ненужным применяемые копиры и делительные приспособления, устранение которых обеспечит упрощение насадки и автоматизации станка, а также увеличение его универсальности.
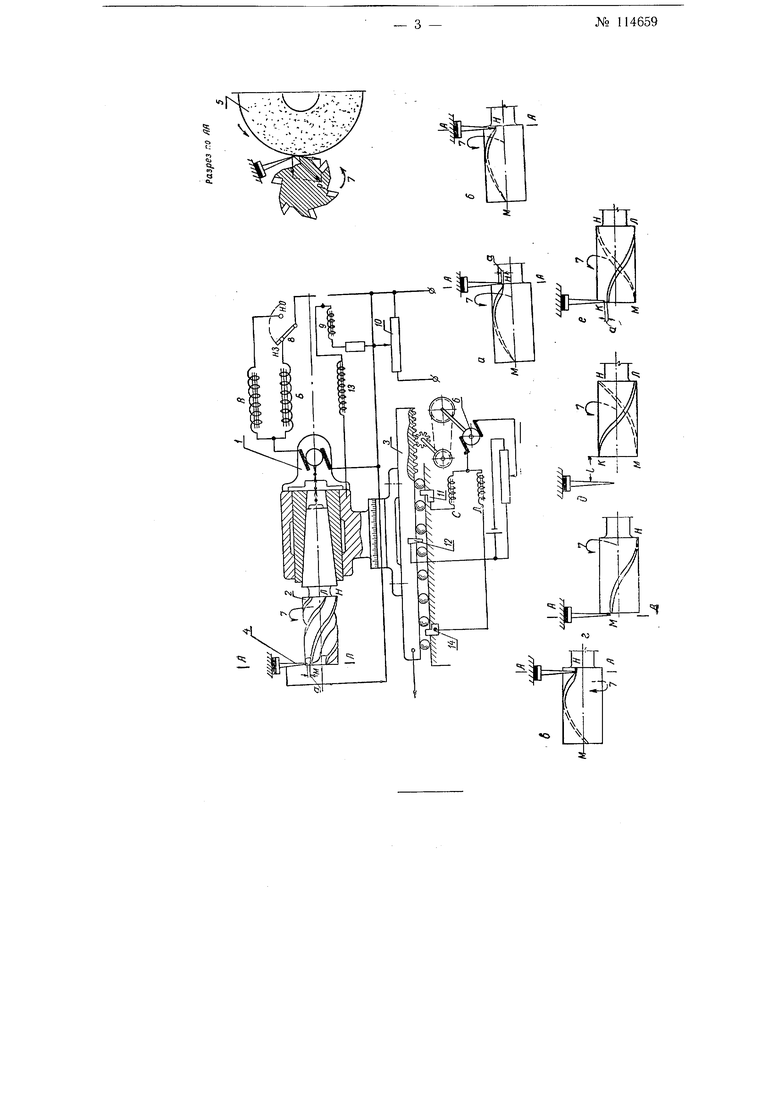
На чертеже дана схема предлагаемого станка и схемы, иллюстрирук)Щие последовательность обработки.
Привод предлагаемого станка, состоящий из электромотора 1 постоянного тока, имеющего катущки возбуждения Б и В для реверсирования направления вращения, и механического редуктора, обеспечивает поворот затачиваемого инструмента 2 при возвратно-поступательном движении несущего его стола 3. Поворот затачиваемого инструмента осуществляется так, чтобы все точки его винтового лезвия МН проходили через конец электрощупа 4. В сечении АА, проходящем через электрощуп 4, располагается абразивный круг 5, и здесь происходит затачивание задних граней.
Затачивание начинается с подводом лезвия МН к щупу 4 с зазором а. Стол 3 станка от включенной обмотки возбуждения Д электромотора 6 совершает движение влево, а обрабатываемый инструмент 2 вращает№ 114659
ся по стрелке 7 с переменной скоростью, причем на всем пути затачивания лезвия сохраняется величина зазора а.
Вращение инструмента по стрелке 7 получается при работе катушки возбуждения Б, которая включается через нормально замкнутые контакты //3, переключатель 8 и катушку 5. Якорь электромот-ора / во всех случаях переключения обмоток возбуждения соединен через переменное сопротивление Ю с отрицательным зажимом источника тока.
При дальнейшем продвижении стола 3 влево в крайнем положении, определяемом нахождением электрощупа 4, на конце лезвия МН устанавливается упор //, который в этом месте при подходе рычага 12 включает обмотку возбуждения С. Это вызовет вращение электромотора 6 в обратную сторону и, следовательно, движение стола вправо. Инструмент 2 по-прежнему вращается по стрелке 7, а при минимальном продвижении стола вправо конец электрощупа 4 коснется передней грани зуба МП. Как только произойдет это касание, ток пойдет через инструментприспособление в катущку 13. Последняя создаст большее магнитное поле, чем катушка Р, и поэтому переключатель 8 замкнется с нормально открытым контактом ЯО, что вызовет отключение обмотки возбуждения Б и подключение обмотки В. Мотор 1 вращает инструмент в обратном направлении с такой скоростью, которая будет поддерживать постоянный контакт между электрощупом 4 и передней гранью лезвия МН. Дальнейшее продвижение стола вправо, когда щуп 4 выйдет из контакта с концом М зуба MU, произойдет также размыкание с катущкой 13. Постоянно действующая катушка 9 замкнет переключатель 8 с нормально замкнутым контактом ЯЗ, что приведет к отключению обмотки возбуждения В и подсоединения обмотки Б; мотор / переменит вращение по направлению стрелки 7.
В это время стол станка продолжает продвилсение вправо, на рас:стояние / устанавливается упор 14. При подходе рычага 12 к этому упору включается обмотка возбуждения Д электромотора 6 и стол получает движение влево. Так как инструмент 2 все время вращается по стрелке 7, то при подходе к концу щупа подойдет следующий зуб с лезвием КЛ с зазором а, и процесс затачивания начнется такой же, как при затачивании МЯ.
Затачивание зуба инструмента по задней грани осуществляется при вращении круга 5 с режущей кромки на затылок. При этой схеме затачивания равнодействующая Р усилия резания, направленная внутрь зуба, лезвие, что предотвращает его выкращивание. Это преимущество особенно важно при затачивании твердосплавного инструмента.
Предмет изобретения
1.Станок для затачивания многолезвийного инструмента с различными углами наклона режущей кромки, снабженный совершающим ограниченные упорами, возвратно-поступательные движения столом, несущим затачиваемый инструмент, отличающийся тем, что, с целью исключения копирных и делительных приспособлений, для управления включением и скоростью электродвигателя, поворачивающего затачиваемый инструмент, применен алектрощуп, поддерживающий постоянный контакт с играющим роль копира лезвием инструмента при возвратно-поступательном движении стола.
2.Форма выполнения станка по п. 1, отличающаяся тем, что щуп представляет собою вилку, через которую проходит затачивающая часть щлифовального круга.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к заточному станку для затачивания многолезвийного инструмента | 1959 |
|
SU132090A1 |
| Приспособление для фасонной заточки многолезвийных инструментов | 1958 |
|
SU123048A1 |
| Способ заточки многолезвийного режущего инструмента с винтовым или наклонным зубом | 1958 |
|
SU123049A1 |
| Автоматическая линия для изготовления тканых коммутационных плат | 1979 |
|
SU912031A1 |