Способ заточки мпоголезвийного режущего инструмента с винтовым или наклонным зубом периферийной поверхностью абразивного круга, относительно которого обрабатываемы инструмент совершает возвратно-поступательное движение вдоль своей оси, известен.
Отличительной особенностью предлагаемого способа заточки многолезвийного инструмента является расположение вершины затачиваемого зуба на уровне оси абразивного круга и оиускаиие оси затачиваемого инструмента ниже оси абразивного круга на определенную величину. Такое осуш,ествление предлагаемого способа заточки обеспечивает образование выпуклой задней поверхности зуба с вогнутым участком, примыкающим непосредственно к режуидей кромке, что приводит к увеличению прочности зуба.
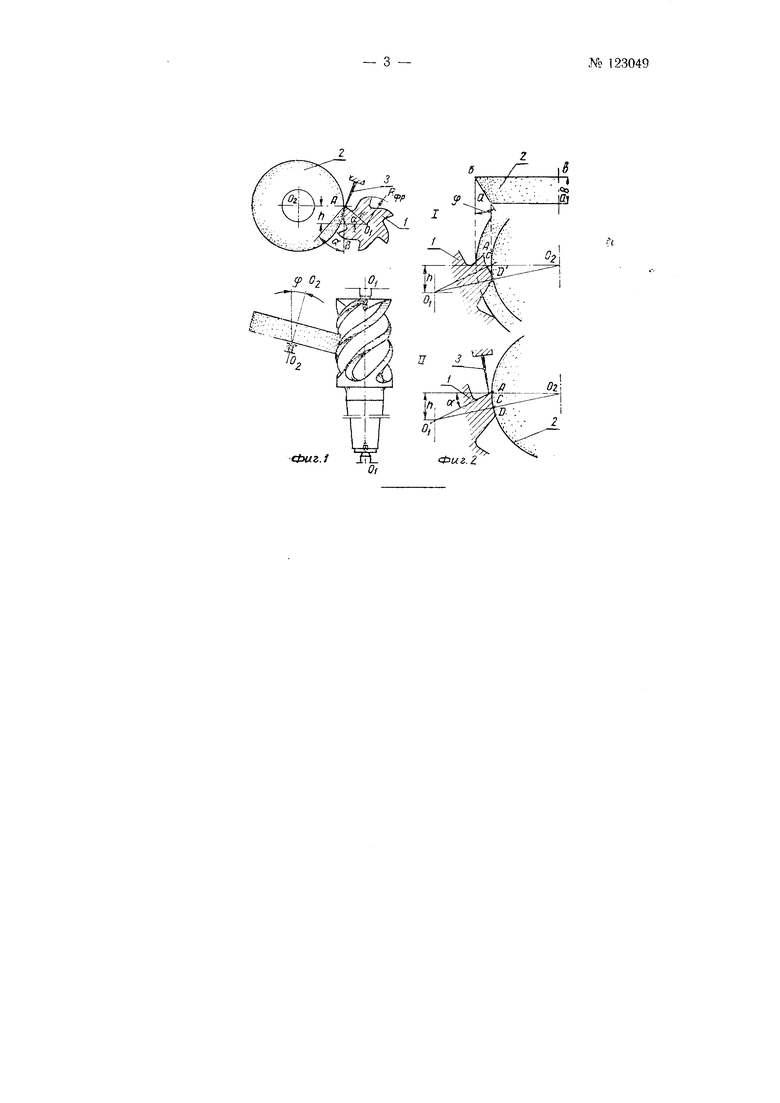
На фиг. 1 показано взаимное расположение режущего инструмента и абразивного круга во время заточки, в двух проекциях; на фиг. 2 - схема образования задней поверхности зуба затачиваемого режущего инструмента.
Многолезвийный режущий инструмент, например фреза 1, подлежащая заточке, и сравнительно широкий шлифовальный круг 2 прямого профиля устанавливаются так, чтобы ось круга 2 была расположена под утлогм ср по отношению к оси фрезы / (плп периферийная рабочая часть круга должна быть заправлена под этот угол). Опорный конец упорки 3 располагают на уровне оси круга 2 и пирают в этот конец вершину затачиваемого зуба. Ось фрезы / опускается относительно оси абразивного круга 2 на величину .-f, s ma, где R ,,,,,- радиус фрезы; а - задний
№ 123049
В процессе Д1|зддодыю|о движения стола заточного станка обрабатываёмы|,,,,-фр1||й 1 У скользит своей передней поверхностью но onopj ному концу упорки 5, воссоздавая винтовое движение зуба относительно круга 2. При вхоДе - зЬну шлифовання со стороны торца а-а круга каж шоперечное сечение зуба фрезы / получит вогнутый профиль Л, Очерченный по дуге окружности с центром 62 на оси круга. При дальнейшем винтовом движении рассматриваемого поперечного сечення фрезы Зчасток его профиля АС выйдет из контакта с кругом и сохранит полученную вогнутую форму, а участок CD подвергнется круглому шлифованию. Он будет спрофилирован радиусом по дуге CD окружности с центром Oi на оси фрезы. При дальнейшем продвижении зуба в продольном и вращательном паправлении вогнутый участок /1C -попадет под больший диаметр круга 2 (вследствие конической формы периферийной части плоского круга) и будет обрабатываться аналогично участку CD, т. е. нрошлифовываться по окружности с центром Oi на оси фрезы. При этом участок CD также будет обрабатываться следующими большими диаметрами круга. В носледнем сечении торца в-в круга прекратится профилирование затылка зуба.
Расстояние точки D от центра фрезы / значительно меньнш, чем расстояние точки А от того же центра. Разница этих величин оказывается достаточной для того, чтобы в процессе фрезерования задняя поверхность зуба не нрикасалась к обрабатываемой поверхности.
Для ведения заточки согласно предлагаемому способу необходимо размер В круга 2 брать максимальным, так как он влияет на формообразование задней поверхности зуба и на рост производительности обработки.
Предмет изобретения
Способ заточки мно1Ч)лезвнйного режущего инструмента с винтовым или наклонным зубом периферийной поверхностью абразивного круга, относительно которого обрабатываемый инструмент совершает возвратно-поступательное движение вдоль своей оси, отличающийся тем, что вершину затачиваемого зуба располагают на уровне оси наклонно установленного абразивного круга, относительно которой ось многолезвийного инструмента опускают на величину Л / инстр sina, где К,мст - радиус инструмента и а - задний угол, с целью образования выпуклой задней поверхности зуба с вогнутым участком, непосредственно примыкающим к режущей кромке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА | 1969 |
|
SU252874A1 |
| Станок для затачивания многолезвийного инструмента | 1957 |
|
SU114659A1 |
| Абразивная головка для заточки твердосплавного инструмента | 1958 |
|
SU133779A1 |
| Способ заточки по задней поверхности винтовых зубьев фасонного инструмента | 1979 |
|
SU768604A1 |
| Способ заточки концевых модульных фрез | 1986 |
|
SU1371874A1 |
| Устройство для заточки многолезвийного инструмента | 1972 |
|
SU472779A1 |
| Приспособление к заточному станку для затачивания многолезвийного инструмента | 1959 |
|
SU132090A1 |
| Заточной станок | 1988 |
|
SU1664516A1 |
| Многолезвийный инструмент | 1985 |
|
SU1237326A1 |
| Устройство для заточки фрез | 1989 |
|
SU1696267A1 |