4
н
42
:о
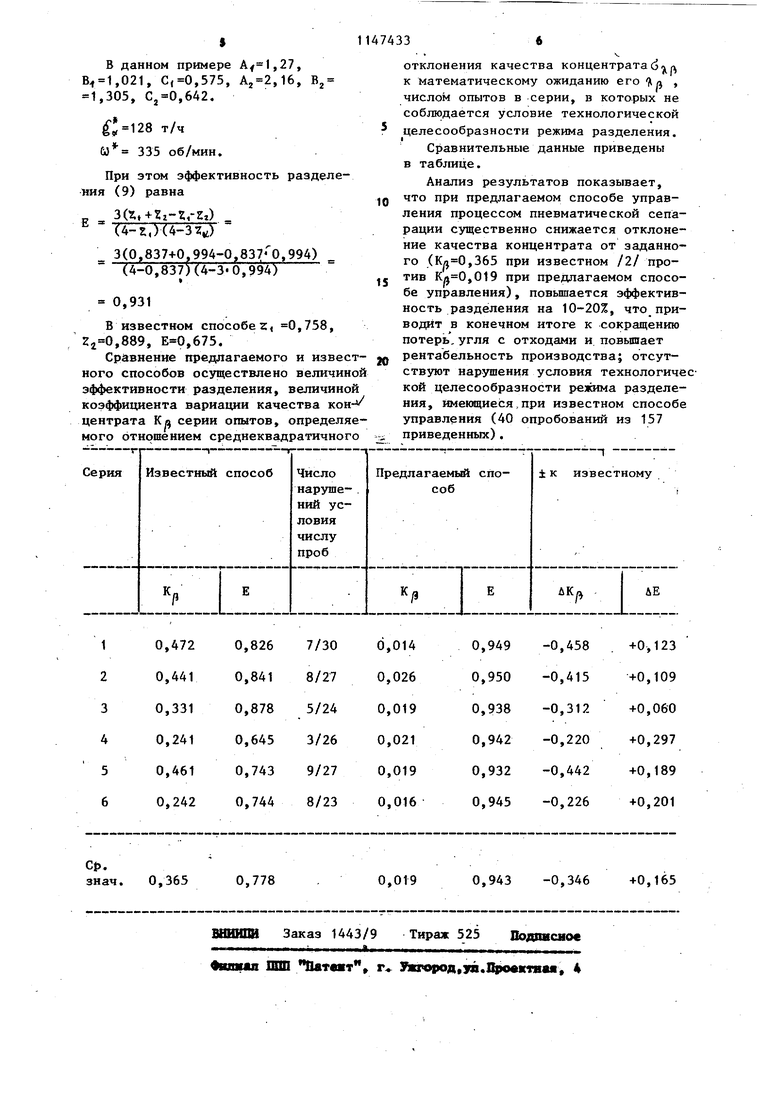
: Изобретение предназначено для раз деления смеси частиц по плотности и может быть использовано при разделении смеси частиц на производствах, оснащенных пневматическими сепараторами. Известен способ управления процессом пневматической сепарации уг.ля, заключающийся в.том, что при пус ке сепаратора изменяют,его производительность и частоту качаний деки, добиваясь получения концентрата заданного качества с плановым выходом и допустимыми потерями угля в хвостах. При этом оценку качества продуктов обогащения производят по результатам экспресс-анализов, проводимых периодически через 1-2 ч lj . Недостатком данного способа является невысокая точность разделения, обусловленная низкой эффективностью, значительными колебаниями качества концентрата, несоблюдением условия технологической целесообразности режима разделения, заключающегося в том, .что качество разгружаю(Щегося материала в любой точке продольного борта не должно быть хуже качества материала, поступающего на обогащение, поскольку значения управ ляющих воздействий аппаратчик устанавливает ориентировочно, и интуитивно, .. Наиболее близким к предлагаемому по технической сзпщности и достигаемому результату является способ управления процессом пневматической сепарации, заключающийся в изменении производительности сепаратора и частоты качаний деки в зависимости от содержания тяжелого компонента в исходной смеси и отклонения от оптимального значения отношения приращеНИИ производительности сепаратора и частоты качаний деки 2 . Однако данный способ характеризуется недостаточной точностью разд ления, обусловленной отсутствием ко рекции величин управлякщих воздейст ВИЙ по содержанию мелкого компонент в исходной смеси, нестабильностью качества концентрата, несоблюдением условия технологической целесооб разности режима разделения. Целью изобретения является повышение точности управления процессом разделения угля в пневмосепараторе. Поставленная цель достигается тем, что согласно способу управления процессом пневматической сепарации, включающему изменение производительности сепарации и частоты качаний деки в зависимости от содержания тяжелого компонента в исходном угле, определяют содержание мелкого компонента в исходном угле, значение производных извлечения тяжелого и легкого компонентов по длине разгрузки продуктов разделения и производительность сепарации и частоту качаний деки изменяют, поддерживая равенство значений производных извлечения тяжелого и легкого компонентов по длине разгрузки продуктов разделения. Используя описание извлечения компонентов по относительной длине разгрузки для тяжелого компонента u-z2)e ( при Оси1„ 1 п ) )j. при ля легкого компонента .H-e) где I - относительная длина разгрузки -от начала продольного борта; Ij - относительная длина продольного борта; Z и Zg - параметры кривых извлечений легкого и тяжелого компонентов соответственно, определяют значение производной извлечения тяжелого компонента по относительной длине разгрузки в конце продольного борта: c -Ziie ) L I ьп ( ( Значения производной извлечения легкого компонента по относительной длине разгрузки в конце продольного борта ,,u-e)J .lU-e) ае e-.g -,(-е„)Г задаются по технологической карте с учетом требований производства и свойств компонентов качеством материала разгружаемого борта Агго опр д еляемого по выражению: т№п) )-,Н-е-п)1 о(.т ° enien)i-otT Решают совместно систему уравнений:) , -. О-г-г ГD-z,U-ej , «-g2-lD-z,n-eni3 ot-r i-7.zen Определяют оптимальные параметры кр вых извлечения компонентов: zr l--, г1о«-Вп)еп-А„оА noH-enUft en-EnpT ocbn обеспечивающие максимальную эффекти ность разделения, определяемую выра жением: .r(. 0-,-ven2,) Переход от 2 и Z к оптимальным значениям управляющих воздейств сепаратора - производительности d, и частоты качаний деки О производи ся численными методами, поскольку структура зависимостей ViUT,M.gl.) Uт,«,J,,wM не позволяет осуществить это однозначно j используя элементарные функ ции в ан.алитичес1 ой форме. Предлагаемьш способ управления процессом пневматической сепарации апробирован на промышенных данных по следующей методике. Управление процессом разделения материала в пневматическом сепара торе осуществляют по известному спо собу, реализуемому устройством авто матического, регулирования качества продуктов обогащения, при этом через калодые 15-20 мин определяют содержание тяжелого компонента в исходном угле 0/ , производительнос сепарацииg , частоту качаний деки 0). К этому режиму применен предлагаемый способ управления. В рас- сматриваемом примере эти параметры таковы: ,38, g 117 т/ч, 60 342 об/мин. Определяют содержание мелкого компонента в исходном угле 0,; 0,41 .. Задают качество материала, разгружаемого с продольного борта ,(до пустимоё качество концентрата по технологической карте)., tO. Определяют оптимальные параметры кривых извлечения компонентов: а) легкого по и- о,азг, 2 б) тяжелого (ье.и..-е -г ,-о,15)оДо,т5,:4,-о,1 ) (i-o.ss-) ,994 0.7д1.о,1%о,75- 0.75.ои/- 0-0, (1-0,38) Определяют оптимальные значения авляющих воздействий процесса меом последовательных приближений выражений: л(( Л ,, сА.И ЬЛм1 (Хм л f. w А, В,, С|, AJ, Bj, Cj - поснные коэффициенты, учитывающие ичину режимных параметров сепараа.. В данном примере ,27, В 1,021, С,0,575, A,,16, В 1,305, ,642. т/ч &) 335 об/мин. При этом эффективность разделения (9) равна 3(,+Zz-Z,-Zi) (4-X,)(4-3V - 3(0,837-I-0.994-0,еЗТ-0,994) (4-0,837)(4-3О,994) 0,931 В известном способег, 0,758, ,889, ,675. Сравнение предлагаемого и извес ного способов осуществлено величин эффективности разделения, величино коэффициента вариации качества кон центрата Ка серии опытов, определя мого отношением среднеквадратичног отклонения качества концентратаd л к математическому ожиданию его л , числом опытов в серии, в которых не соблюдается условие технологической целесообразности режима разделения. I Сравнительные данные приведены в таблице. Анализ результатов показывает, что при предлагаемом способе управления процессом пневматической сепарации существенно снижается отклонение качества концентрата от заданного (,365 при известном /2/ против ,019 при предлагаемом способе управления), повьшается эффективность разделения на 10-20%, что приводит в конечном итоге к сокращению потерь,угля с отходами и повышает рентабельность производства; отсутствуют нарушения условия технологичес кой целесообразности режима разделения, ймекициеся, при известном способе управления (40 опробований из 157 приведенных).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ переработки ферросплавных шлаков | 1987 |
|
SU1458408A1 |
| ПНЕВМАТИЧЕСКИЙ КОНЦЕНТРАЦИОННЫЙ СТОЛ | 2007 |
|
RU2370317C2 |
| Способ переработки шлаков высокоуглеродистого феррохрома | 1988 |
|
SU1527305A1 |
| Способ автоматического регулирования процесса пневмосепарации угля и устройство для его осуществления | 1976 |
|
SU904780A1 |
| Концентратор ленточный универсальный | 2002 |
|
RU2223149C1 |
| ГРАВИТАЦИОННО-МАГНИТНЫЙ СЕПАРАТОР | 2009 |
|
RU2424060C1 |
| Пневматический сепаратор | 1989 |
|
SU1713682A1 |
| ГРАВИЭЛЕКТРОМАГНИТНЫЙ СЕПАРАТОР | 2008 |
|
RU2380163C1 |
| СПОСОБ СУХОГО ГРАВИТАЦИОННО-ЭЛЕКТРИЧЕСКОГО ОБОГАЩЕНИЯ УГЛЯ | 2021 |
|
RU2764410C1 |
| ДИСКОВЫЙ КОНЦЕНТРАЦИОННЫЙ СТОЛ | 2009 |
|
RU2438788C2 |
СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПНЕВМАТИЧЕСКОЙ СЕПАРАВДИ, включающий изменение производительности сепаратора и частоты качаний деки в зави- симости от содержания тяжелого компонента в исходном угле, отличающийся тем, что, с целью повышения точности управления, определяют содержание мелкого компонента в исходном угле, значение производных извлечения тяжелого и легкого компонентов по длине.разгрузки про- дзпктов разделения и производительность сепарации и частоту качаний деки изменяют, поддерживая равенство значений произвЬдных извлечения тяжелого и легкого компонентов по длине разгрузки продуктов разделеО) ния.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Келина.И.М | |||
| Машинист пневматического сепаратора | |||
| М., Госгортехиздат, 1963, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство автоматического регулирования качества продуктов обогащения | 1974 |
|
SU474356A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| i | |||
