Изобретение относится к обогащению полезных ископаемых, в частности к обогащению угля на пневматических сепараторах.
Известен способ автоматического регулирования процесса гравитационного овогаадения, включающий измерение содержания тяжелых фракций в отвальных хвостах и перемещение разделителей отвальных хвостов, в зависимости от измеренных значений.
Устройство для его осуществления содержит датчик содержания тяжелых фракций в отвальных хвостах, раз-делители, выполненные в виде ножей (П. ,
Известные способ и устройство позволяют поддерживать оптимальное значение содержания тяжелых фракций только в отвальных хвостах, но не учитывает содержание тяжелых фракций в концентрате, что влияет на зффективность процесса обогащения.
Известен также способ автоматического регулирования процесса пневмосепарации угля, включающий измерение содержания тяжелых фракций в продуктах обогащения и изменение угла наклона разделительных ножей в зоне разделителя.
Известно устройство для его реализации, содержащее датчики содержания тяжелых фракций в продуктах обогащения, установленные на разделителях и выполненные в виде ножей с приводами 2.
Известные способ и устройство имеют низкую точность регулирования из-за того, что положение раздели10телей продуктов обогащения не соответствует оптимальным положениям.
Цель изобретения - повышение точности регулирования и сепарации в угле.
15
Поставленная цель достигается тем, что измеряют содержание тяжелых фракций в исходном угле, определяют границу раздела продуктов, соответствующую максимальной эффективности
20 процесса, и изменение угла наклона разделительнксс ножей осуществляют «внутри границы раздела продуктов,
Устройство при этом снабжено дат- . чиком содержания тяжелых фракций-в
25 угле, вычислительным блоком, датчиками положения разделителей и регуляторами положения разделителей, при этом датчики содержания тяжелых фракций в угле в продуктах обогащения
10 и датчики положения разделителей
соединены с вычислительным блоком, выходы которого через регуляторы положения разделителей связаны с приводами ножей разделителя.
Сущность способа заключается в I том, что измеряют содержание тяжелых фракций в материале и регулирование положения разделителей продуктов обогащения осуществляют в зависимости от измеренных значений, измеряют удалениеразделителей от начала разгрузки материала с пневмосепаратора, измеряют содержание тяжелой фракции в потоке материала, а именно в исходном угле, давая информацию о составе поступающего на обогащение материсша, и также измеряют содержание тяжелой фракции в окрестности границ раздела продуктов обогащения, обеспечивая контроль за составом получаемых продуктов обогащения. В результате обработки полученных измерений, которые ведутся непрерывно, определяют оптимальное положение разделителей продуктов обогащения и производится их установка в это положение.
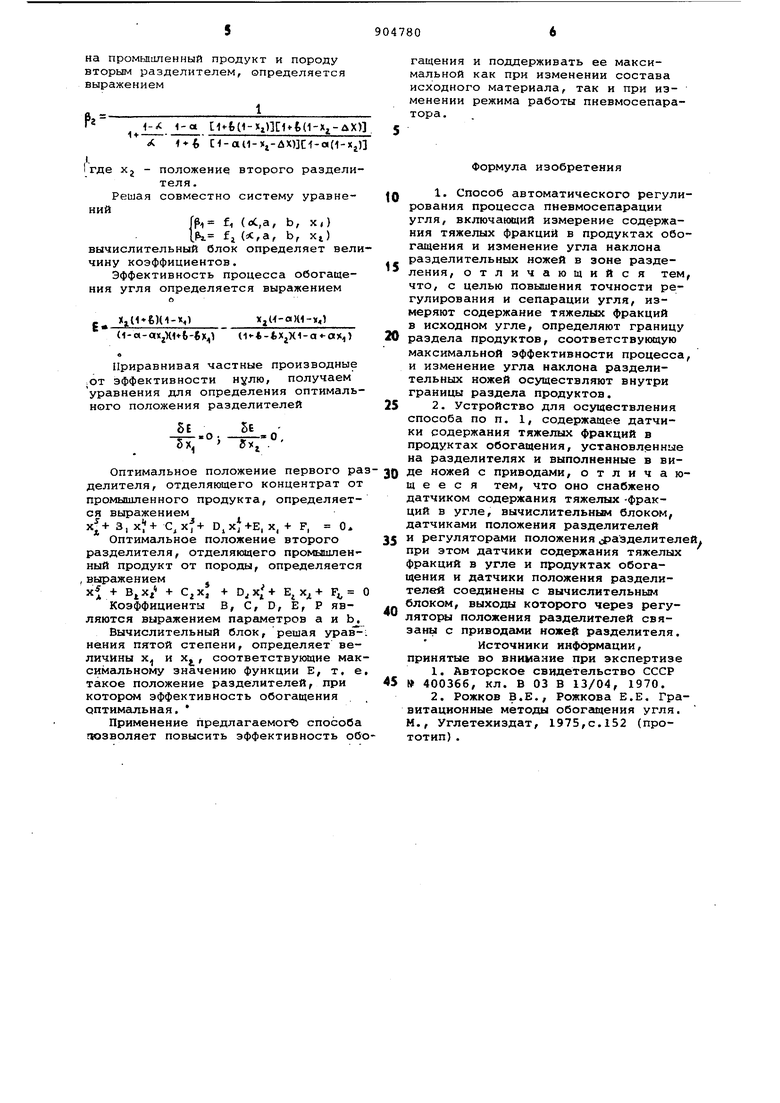
На чертеже/приведена блок-схема устройства для реализации предлагаемого способа.
Устройство содержит датчик 1 содержания тяжелых фракций в угле, обогащаемом на сепараторе 2, датчики 3 и 4 содержания тяжелых фракций в продуктах обогащения, разделители
5и 6, датчики положения 7 и 8 разделителей, вычислительный блок 9, регуля оры 10И 11, поиводы разделителей 12 и 13.
Устройство работает следующим образом.
В подлежащем обогащению угле измеряют содержание тяжелых фракций датчиком 1, Уголь подают на пневмосепаратор 2, и датчиками 3 и 4, установленными на разделителях 5 и
6продуктов обогащения, контролируют содержание тяжелой фракции в зоне раздела продуктов обогащения. Датчиками 7 и 8 измеряют положение разделителей 5 и 6 ,от начала разгрузки угля с пневмосепаратора 2 Все измерения ведутся непрерывно. Сигналы с датчиков 1, 3, 4, 7иЬ поступают на вход вычислительного блока 9. Выходной сигнал с блока 9 через регуляторы 10 и 11 подается
на приводы 12 и 13 разделителей 5 и 6 устанавливая их в вычисленное оптимальное положение, которое соответствует оптимальному разделению продуктов обогащения для угля, проходящего через ,пневмосепаратор.
Вычислительный блок 9 работает по алгоритму, сущность которого заключается в следующем.
Если принять общую ,длину разгрузки за единицу, то процесс разделения материала на пневмосепараторе
может быть описан интегральными кривыми извлечения легкой и тяжелой фракций по длине разгрузки. Аналитически интегральные кривые разде ления с достаточной степенью точности выражаются уравнениями
г
-аИ-х)
l -tU-ifl
Q где - величина извлечения легкой фракции по длине разгрузки
с - величина извлечения тяжелой фракции по длине разгрузки;
, X - положение разделителя;
а,Ь - коэффициенты разделения легких и тяжелых фракций соответственно.
Коэффициенты разделения а и Ь Q полностью характеризуют процесс разделения материала на пневмосепараторе .
Алгоритм определения оптимальных координат разделителей сводится к решению двух задач, а именно;опреде5 ление коэффициентов разделения фракций по имеющимся данным качества материала в окрестности границ деления потока, разгружаемого с пневмосепаратора, качества исходного материала и координат разделителей на момент вычисления; а также опреде- , ление оптимальных положений разделителей продуктов обогащения по найденным коэффициентам разделения фракций, соответствующих максимуму эффективности обогащения.
Исходные данные следующие. Суммарная длина разгрузки материала принята равной 1.
п Качество материала в окрестности границ деления потока и в исходном материале определяется содержанием в нем частиц тяжелых фракций.
Извлечение фракций по длине разгрузочного борта однозначно определяется удалением разделителей от начала разгрузки и коэффициентс1ми разделения фракций.
Качество угля, разгружаемого в окрестности границы раздела потока 0 на концентрат и промышленный продукт первым разделителем, определяется выражением
-х -а (1-х,Ш14(1-х,-Дх)
1«-f- C1-oiH-)t,-ux)i:i-a(l- х)
где Х| - положение первого разделителя;60 сС - содержание тяжелых фракций
в исходном угле; д X - ширина контролируемого потока разгружаемого угля. Качество угля, разгружаемого в 65 окрестности границы раздела потока
на промьлапенный продукт и породу вторым разделителем, определяется выражением
-« n«-{.(l-Xi)lCUfe(1-Xj,-uX).
1 + - (1-Xj-uX)Cf-a(l-Xjn
I где Xj - положение второго разделителя.
Решая совместно систему уравнений
, f, (е,а, Ъ, X,) 1 fj (,а, Ь, Xt)
вычислительный блок определяет величину коэффициентов.
Эффективность процесса обогащения угля определяется выражением
х,И-о1Н1-)
Xa,()(i-M
(i-«-axjXl+6- x 1 (i-l,-l,Xj,xi-a«-ax,)
в
Приравнивая частные производные ,от эффективности нулю, получаем уравнения для определения оптимального положения разделителей
SE
.
ffx
Оптимальное положение первого разделителя, отделяющего концентрат от промышленного продукта, определяется выражением 3, С, xf+ D,x7+E, X, + F, 0
Оптимальное положение второго разделителя, отделяющего промышленный продукт от породы, определяется ,выражением х + + , + F О
Коэффициенты В, С, D, Е, Р являются выражением параметров а и Ь
Вычислительный блок, решая урав-L нения пятой степени, определяет величины х и t соответствующие максимальному значению функции Е, т, е, такое положение разделителей, при котором эффективность обогащения оптимальная.
Применение предлагаемого способа гюзволяет повысить эффективность обогащения и поддерживать ее максимальной как при изменении состава исходного материала, так и при изменении режима работы пневмосепаратора.
Формула изобретения
0 1. Способ автоматического регулирования процесса пневмосепарации угля, включающий измерение содержания тяжелых фракций в продуктах обогащения и изменение угла наклона разделительных ножей в зоне разделения, отличающийся тем, что, с целью повышения точности регулирования и сепарации угля, измеряют содержание тяжелых фракций в исходном угле, определяют границу
0 раздела продуктов, соответствующую максимальной эффективности процесса, и изменение угла наклона разделительных ножей осуществляют внутри границы раздела продуктов.
5 2. Устройство для осуществления способа по п. 1, содержащее датчики содержания тяжелых фракций в продуктах обогащения, установленные на разделителях и выполненные в виде ножей с приводами, отличающееся тем, что оно снабжено датчиком содержания тяжелых -фракций в угле, вычислительнь 1 блоком, датчиками положения разделителей
5 и регуляторами положения разделителей, при этом датчики содержания тяжелых фракций в угле и продуктах обогащения и датчики положения разделителей соединены с вычислительным блоком, выходы которого через регуляторы положения разделителей связаны с приводами ножей разделителя.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 5 ( 400366, кл. В 03 В 13/04, 1970.
2.Рожков В.В., Рожкова Е.Е. Гравитационные методы обогащения угля. М., Углетехиздат, 1975,с.152 (прототип) .
1
, j . 2
II
Фу VvYV VVvVT
rd
ОС
Тг
f f
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления гидроциклоном | 1989 |
|
SU1666191A1 |
| СПОСОБ СЕЛЕКТИВНОГО РАЗДЕЛЕНИЯ ТВЕРДЫХ ЧАСТИЦ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2001 |
|
RU2206404C1 |
| Способ управления процессом пневматической сепарации | 1981 |
|
SU1147433A1 |
| УСТРОЙСТВО ДЛЯ ОБОГАЩЕНИЯ ШЛАМОВ | 2001 |
|
RU2201805C2 |
| Пневмосепаратор | 1987 |
|
SU1461531A1 |
| ТЯЖЕЛОСРЕДНЫЙ СЕПАРАТОР | 1992 |
|
RU2010607C1 |
| Устройство для контроля разгрузки тяжелых фракций из отсадочных машин | 1980 |
|
SU874200A1 |
| ТОНКОСЛОЙНЫЙ РАЗДЕЛИТЕЛЬ МИНЕРАЛЬНЫХ ЧАСТИЦ В ПОТОКЕ | 1990 |
|
SU1692028A1 |
| Устройство для разгрузки тяжелых продуктов отсадочной машины под решето | 1985 |
|
SU1269837A1 |
| Устройство для тяжелосредной сепарации материала | 2016 |
|
RU2635314C1 |

