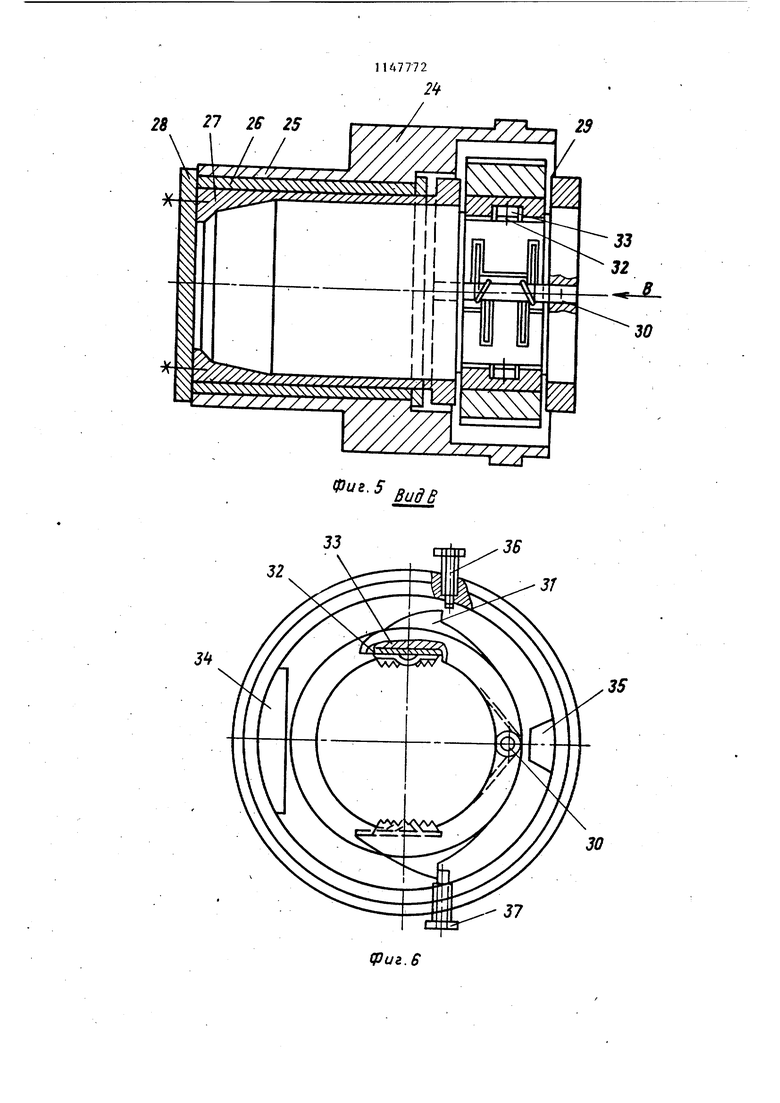
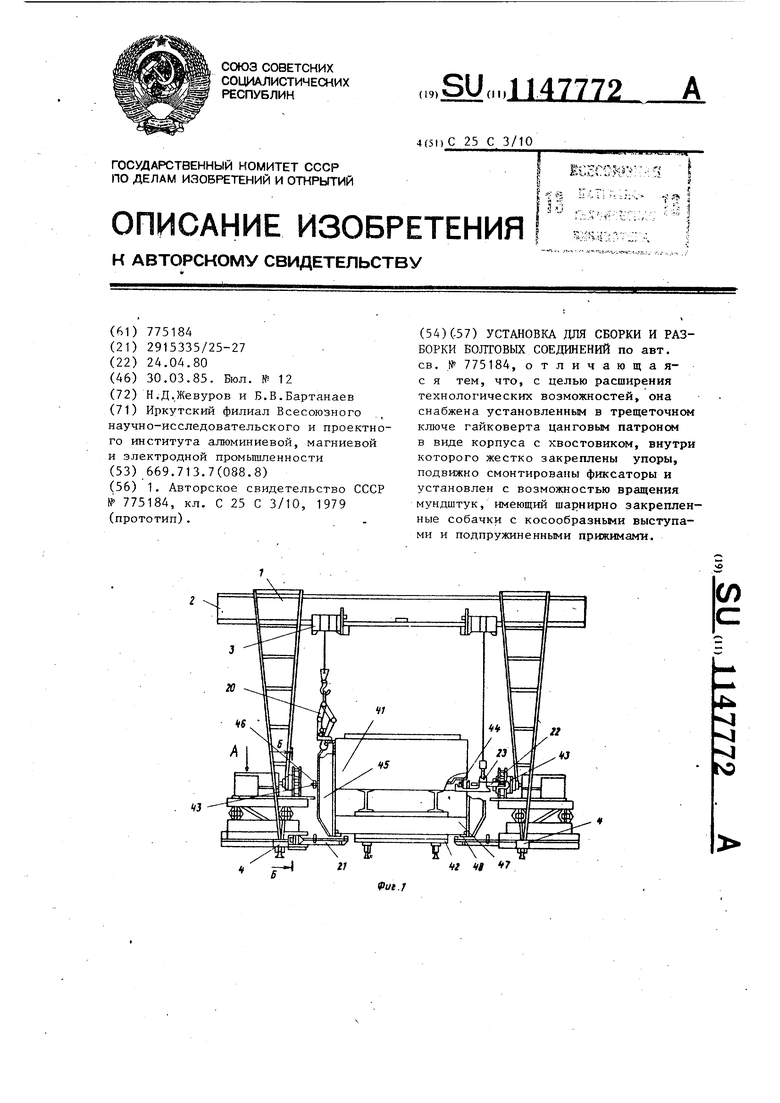
Изобретение относится к производству алюминия, в частности к вспомо гательному оборудованию для выполнения монтажно-сборочных работ при сбо ке новыхкатодньк устройств и при их капитальном ремонте. Цель изобретения - расширение тех нологических возможностей установки Указанная цель достигается тем, что устан.овка для сборки и разборки болтовых соединений снабжена установленньми в трещеточном ключе гайко верта цанговьм патроном в виде корпу са с хвостовиком, внутри которого жестко закреплены упоры, подвижно смонтированы фикса-торы и установлен с возможностью вращения мундштук, имеющий шарнирно закрепленные собач. ки с косообразными выступами и подпружиненными прижимами. На фиг. 1 изображена установка для сборки и разборки болтовых соединений, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1 на фиг. 5 - цанговый патрон; на фиг. 6 - вид В на фиг. 5, на фиг. 7 - устройство для установк.и шпильки и гайки; на фиг. 8 - вид Г на фиг. 7, на фиг. 9 - вид Д на фиг. 7. . Установка состоит из подвижного портала 1, снабженного балкой 2, на которой подвижно навешаны подъемники 3, а на основании 4 попарно смонтированы приспособления для наведени гайковерта, состоящие из платформы 5, имеющей вилкообразный фиксатор 6, винтового привода 7 и меха- . низма подъема 8. Гайковерт установлен на платформе 5 и состоит из трещеточного ключа 9, снабженного собачкой 10 и отжимом 11 собачки. Трещеточный ключ 9 жестко насажен на тихоходный вал быстроходного привода 12, имеющего зубчатую муфту 13, а рычаг 14 ключа 9 шарнирно соединен со штоком гидроцилиндра 15, установленного на подвижно-бапансирной плите 16, имеющей упорный выступ 17. Полости гидроцилиндра 15 гвдросистемой 18 соединены с гидростанцией 19. На подъемник 3 навешан механизм 2 захвата контрефорсов, а на основании 4 портала 1 попарно установлены шарнирные захваты 21 для установки -распорных балок. В гнезде трещеточного ключа 9 установлен цанговый 722 . патрон 22, а на подъемнике 3 навешано устройство 23 для установки шпильки и гайки в гнездо катодного устройства. Цанговый патрон 22 состоит из корпуса 24 с хвостовиком 25, имеющим форму гнезда под гайку -грещеточного ключа 9. Во внутреннюю полость корпуса 24 установлена втулка 26 и мундштук 27 с крьш1кой 28. В паз 29 мундштука 27 шарнирно на штифте 30 подпружиненно установлены собачки 31 с косообразными выступами,, прижимами 32 и пружинами 33. Для подвода прижимов 32 к шпильке корпус 24 снабжен выступами 34 и 35. Для фиксации в разомкнутом положении собачек 31 с зажимами 32 при обратном Повороте относительно рабочего цанговый патрон 22 снабжен фиксаторами 36 и 37 . Устройство 23 установки шпилек и гаек выполнено в виде лотка 38 упорного фиксатора 39 и коробки 40. Установка работает следующим образом. При сборке катодного устройства на передвижной стенд 41 с помощью мостового крана предварительно ук- ладывают распорные балки, затем мостовьм краном устанавливают на этот же стенд катодный кожух 42, а затем стенд лебедкой передвигают на участок сборки. С помощью устройства 23 в гнездо катодного кожуха 42 вводят шпильку 43 и гайку 44. Наводят цанговьй патрон 22 на шпильку 43 и включением быстроходного привода 12 заверт.ьшают шпильку 43 в гайку 44, обратным поворотом быстроходного привода 12 размыкают собачки 31 и отводят от шпильки 43 цанговый патрон 22. После завертывания шпилек цанговый патрон 22 снимают с трещеточного ключа 9 . На подъемник 3 навешивают механизм 20 захвата контрфорсов 45, навешивают контрфорсы 45 на шпильки 43, на которые накручивают предварительно гайки 4 вручную или гайковертом. Затем шарнирый захват .21 зачаливают на крюк подъемника 3 и с его помощью укладывают распорные балки 47 на кронштейны 48 контрфорсов 45 с одной стороны катодного устройства, затем со второй стороны или одновременно с обеих сторон. После чего производят окончательную затяжку гаек 46 перед3I
вижением портала 1 и включениегт механизма подъема 8 и винтового привода 7. При этом вилкообразный фиксатор 6 на контрфорсе создает ориентацию гайковерта относительно шпильки. Перед включением привода 12 при закручивании шпилек и гаек необходимо вывести из сцепления собачку 10 с храповиком трещеточного ключа 9 поворотом отжима 11 собачки 10.
При капитальномремонте катодного устройства производят отвинчивание гаек 46 и съем контрфорсов А5 со шпилек 43. Первоначально производят разворот гаек 46 поворотом против часовой стрелки трещеточного ключа 9 с помощью гидроцилиндра 15, при этом собачка 10 должна находится в сцеплении с храповиком
2
трещеточного ключа 9. В момент развог-ота гайки 46 сила давления, возникающая от крутящего момента, передается на контрфорс 45 чаре
упорньш выступ 17 подвижно-балансирной плиты 16, на которой установлен гидроцилиндр 15, этим самьм происходит снятие нагрузки с портала, возникающей от максимального
крутящего момента. Как только будет снято усилие затяжки гайки, включается зубчатая муфта 13, быстроходный привод 12 начинает вращать головку трещеточного ключа и быстро свинчивает гайку со шпильки катодного устройства. Для вьтинчивания шпилек необходимо в цанговом патроне 22 фиксатор 36 ввернуть, а фиксатор 37 вьшернуть.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и разборки болтовых соединений | 1979 |
|
SU775184A1 |
| Линия демонтажа,ремонта и сборки катодных устройств алюминиевых электролизеров | 1983 |
|
SU1180406A1 |
| Установка для сборки катодного кожуха алюминиевого электролизера | 1986 |
|
SU1373738A1 |
| РЫЧАЖНЫЙ ГАЙКОВЕРТ | 1969 |
|
SU247129A1 |
| Патрон к механизированным ручным инструментам | 1981 |
|
SU1061980A1 |
| Гайковерт | 1978 |
|
SU925622A1 |
| Рычажный гайковерт | 1980 |
|
SU1004087A1 |
| Гайковерт для резьбовых элементов фланцевых соединений | 1975 |
|
SU604670A1 |
| Ключ для круглых гаек | 1990 |
|
SU1761457A1 |
| КЛЮЧ-МУЛЬТИПЛИКАТОР | 1999 |
|
RU2200654C2 |


33
фи&.5
В ид В
ЗГ
30
37
(puz,6
Г
иг.7
Вид Г
40
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для сборки и разборки болтовых соединений | 1979 |
|
SU775184A1 |
