1137
Изобретение относится к оборудованию цехов электролитического получения алюминия, к установкам для выполнения монтажносборочных работ при сборке новых катодных кожухов электролизеров и при их капитальном ремонте ,
Цель изобретения - улучшение условий труда при сборке катодного кожуха.
На фиг. 1 изображен общий вид установка, на фиг. 2 - механизм захвата контрфорсов, а на фиг. 3 - вид А фиг. 2.
Установка состоит из подвижного портала 1, снабженного балкой 2, на которой подвижно навешены подъемники 3, а на основании 4 попарно смонтированы монтажные двухъярусные площадки 5, снабженные лестницами 6 и ячейками 7 для укладки осей.
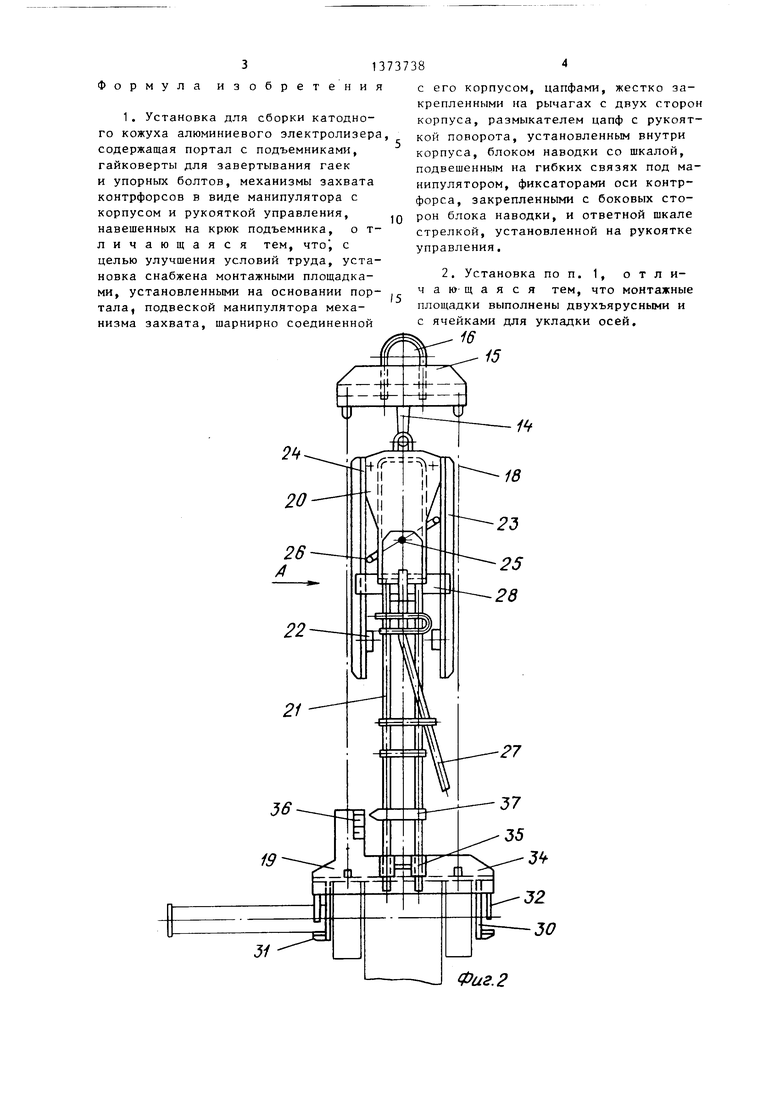
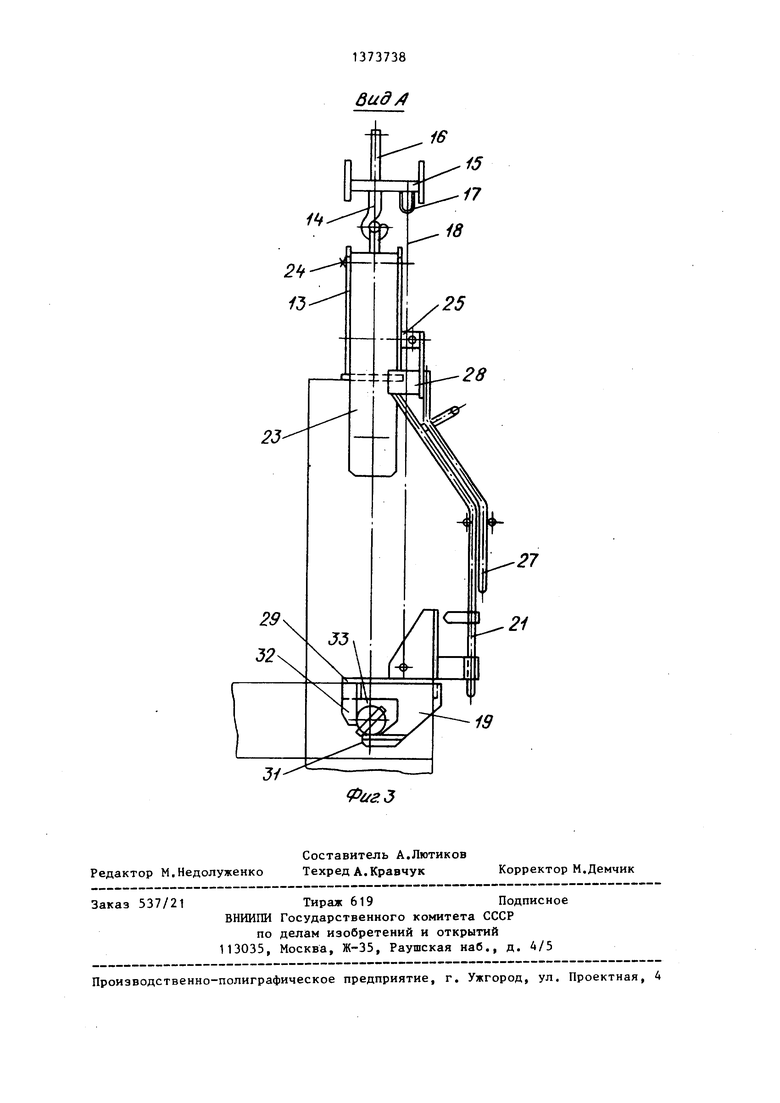
На одной из монтажных площадок 5 установлена опорная площадка 8 для удержания гайковерта 9 при завинчивании упорных болтов. Около монтажных площадок 5 установлены кассеты 10 для хранения контрфорсов. На одном из подъемников 3 навешен гайковерт 11 для завинчивания гаек, на втором подъемнике 3 навешен механизм 12 захвата контрфорсов. Механизм 12 захвата контрфорсов выполнен в виде манипулятора 13, навешенного на крюк 14 подвески 15, имеющей проушину 16 для навешивания на подъемник 3. Снизу подвеска 15 снабжена проушинами 17 для удержания с помощью гибких связей 18 блока 19 наводки. Манипулятор 13 состоит из корпуса 20 с рукояткой 21 управления и цапф 22, жестко закрепленных на рычагах 23 навешенных на осях 24. Внутри корпуса 20 на оси 25 установлен размыкатель 26 цапф с рукояткой 27 поворота и с фиксатором 28. Блок 19 наводки состоит из плиты 29 и щек 30, на которых жестко закреплены фиксаторы 31, 32 и выполнены проемы 33.
На передней стенке 34 закреплены втулки 35 для ввода концов рукоятки 21. На верхней части передней стенки 34 нанесена шкала 36, соответственно которой на рукоятке 21 установлена стрелка 37.
Сборку катодного кожуха разборной конструкции на установке производят следующим образом.
С помощью мостового крана (не показан) на стенд 38 укладывают на определенном расстоянии одну от другой распорные балки, затем на стенд 38 мостовым краном устанавливают раму, на которой раскладывают секции днища катодного кожуха. После сварки днище скрепляют с рамой, на днище устанавливают торцовые и продольнь е стенки и скрепляют шпильками, закручивание гаек производят гайковертом 11. Затем с кассеты 10 механизмом 12 захвата контрфорсов производят навешивание контрфорсов на катодный кожух.
Навешивание контрфорсов производят следующим образом.
Передвижением портала 1 с подъемником 3, на котором навешен механизм
12захвата контрфорсов, подводят захват к очередному контрфорсу, установленному в кассете 10. Поворотом рукоятки 27 разводят рычаги 23, опускают манипулятор 13 на контрфорс, поворотом рукоятки 27 в обратном направлении заводят цапфы 22 в монтажное отверстие контрфорса. Передвижением портала 1 с подъемником 3 контрфорс вводят в проем проушин.
Опускают механизм 12 захвата ... контрфорсов до уровня, чтобы плита 29 блока наводки 19 села на проушины, дальнейши м опусканием манипулятора
13производят совмещение отверстий
в проушинах с отверстием в контрфорсе. Совмещение отверстий определяется с помощью стрелки 37 и соответствующего деления на шкале 36. После чего устанавливают ось на фикса5
0
5
тор 31 и, протолкнув в отверстия проушин, закрепляют шплинтом.
Завинчиванием упорных болтов гайковертом 9 производят зажим продольных стенок катодного кожуха.
Предлагаемая конструкция установки позволяет производить одновременно завинчивание гаек и установку контрфорсов с двух сторон катодного кожуха, облегчается захват и ориентация контрфорсов. Двухъярусная монтажная площадка улучшает условия труда и технику безопасности при установке стенок на днище и их скрепление с днищем и между собой резьбовым креплением (или шпильками). Сокращается количество рабочих, занятых на сборке катодных кожухов.
i5
1
Фиг. 2
вид/I
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия демонтажа,ремонта и сборки катодных устройств алюминиевых электролизеров | 1983 |
|
SU1180406A1 |
| Установка для сборки и разборки болтовых соединений | 1979 |
|
SU775184A1 |
| Установка для сборки и разборки болтовых соединений | 1980 |
|
SU1147772A2 |
| Автомат для сборки резьбовых соединений | 1986 |
|
SU1386414A1 |
| Кожух катодный алюминиевого электролизера | 1977 |
|
SU745963A1 |
| ЛИНИЯ МОНТАЖА БУКСОВЫХ УЗЛОВ НА КОЛЕСНЫЕ ПАРЫ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 1991 |
|
RU2078704C1 |
| ПНЕВМОГАЙКОВЕРТ | 1992 |
|
RU2067923C1 |
| ПОДВЕСНОЙ МАНИПУЛЯТОР ДЛЯ КАНТОВКИ, ПРОТЯЖКИ, СБОРКИ, ЗАЛИВКИ ЛИТЕЙНЫХ ФОРМ И ВЫДАВЛИВАНИЯ ФОРМОВОЧНОЙ СМЕСИ И ОТЛИВКИ ИЗ ОПОКИ | 2004 |
|
RU2346789C2 |
| УСТРОЙСТВО для СБОРКИ и ИСПЫТАНИЙ силовых ЦИЛИНДРОВ | 1972 |
|
SU330008A1 |
| Многошпиндельный гайковерт | 1978 |
|
SU787165A1 |
Изобретение относится к оборудованию цехов электролитического получения алюминия, к установкам для сборки катодных кожухов электролизеров разборной конструкции. Цель изобретения - улучшение условий труда. Установка содержит портал 1, подъемники 3, гайковерты 11 и 9 для завертывания гаек и упорньк болтов соответственно. К крюку подъемника подвешен механизм 12 захвата контрфорсов, а на основаниях 4 портала 1 смонтированы двухъярусные монтажные площадки 5 с ячейками 7 для укладки осей. Механизм 12 выполнен в виде манипулятора с корпусом и ручкой управления, снабжен установленными на шарнирах рычагами с цапфами для захвата контрфорса, блоком наводки с фиксаторами оси контрфорса. При сборке кожуха на стенд 38 мостовым краном устанавливают распорные балки, а на них - секции днища. Днище сваривают, скрепляют с рамой, устанавливают стенки, скрепляемые шпильками. Закручивание гаек производят гайковертом 11. Из кассеты 10 механизмом 12 захватывают контрфорсы, производят их навешивание на катодный кожух и закрепление. 1 з.п. ф-лы, 3 ил. C (Л оо | 00 00 00
19
| Установка для сборки и разборки болтовых соединений | 1979 |
|
SU775184A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Линия демонтажа,ремонта и сборки катодных устройств алюминиевых электролизеров | 1983 |
|
SU1180406A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
