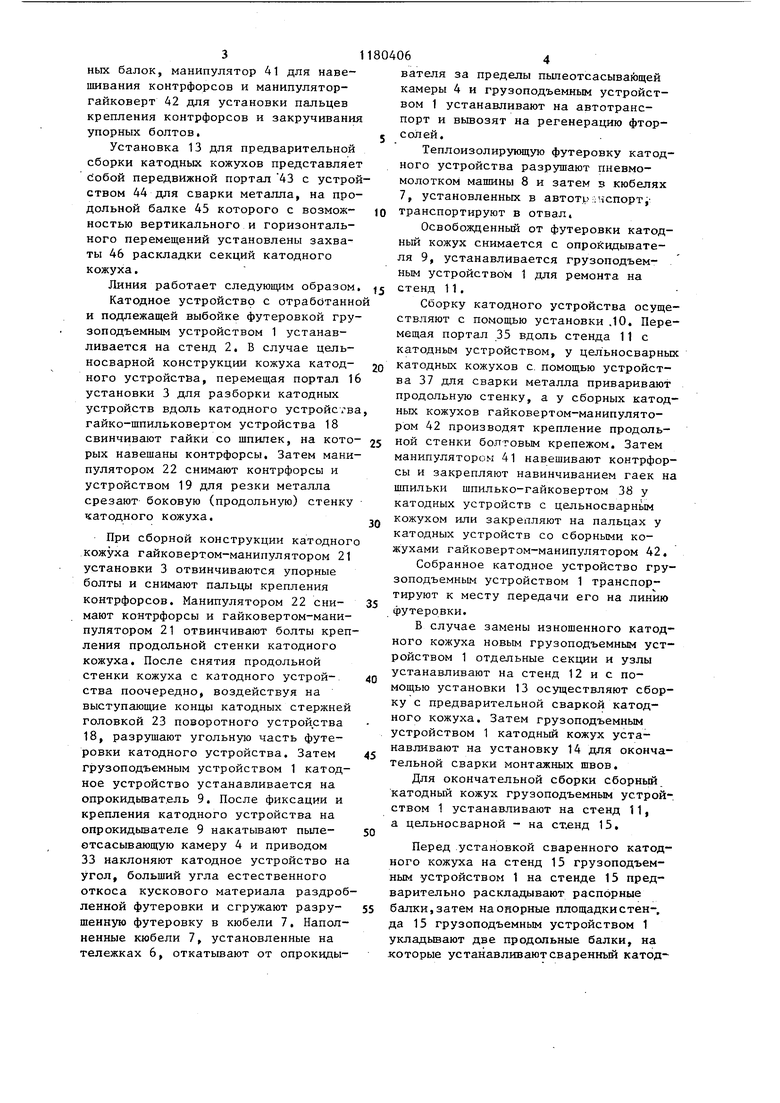
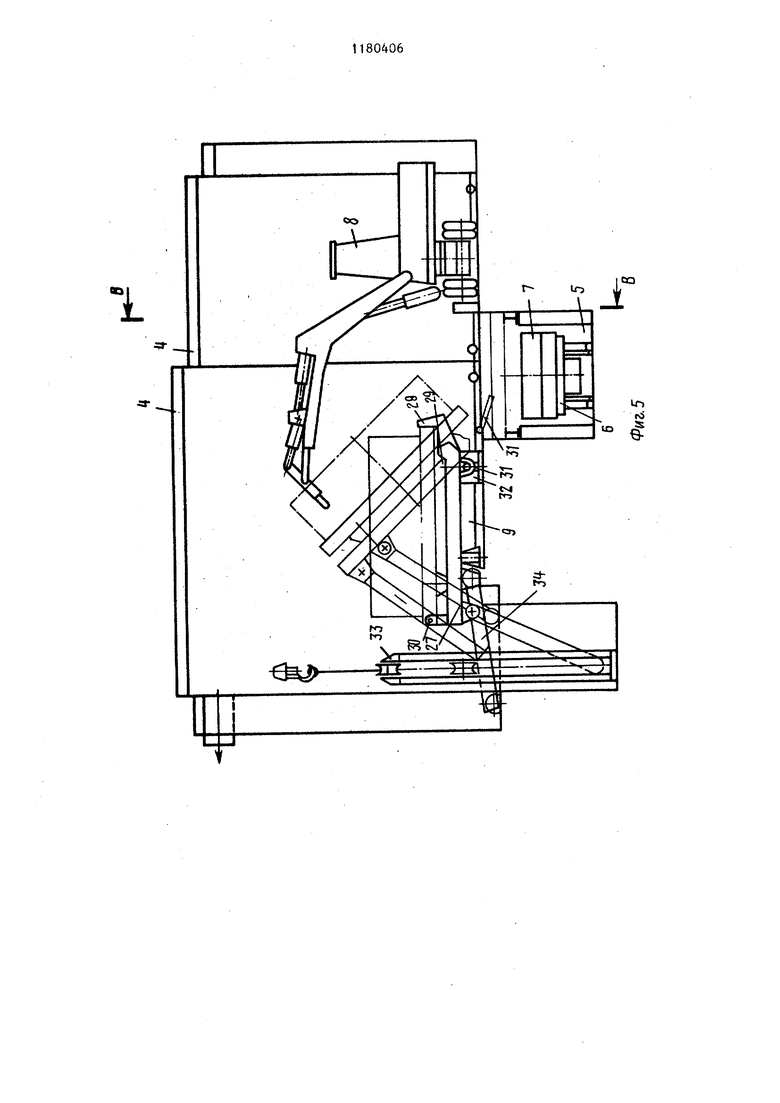
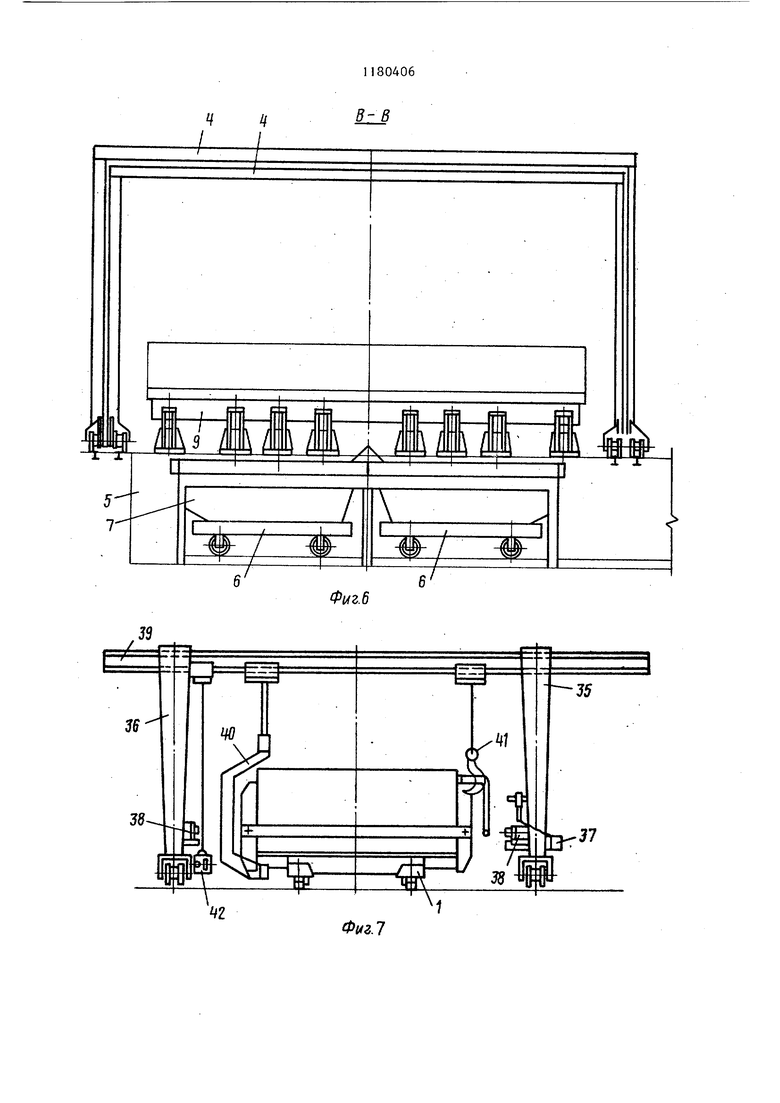
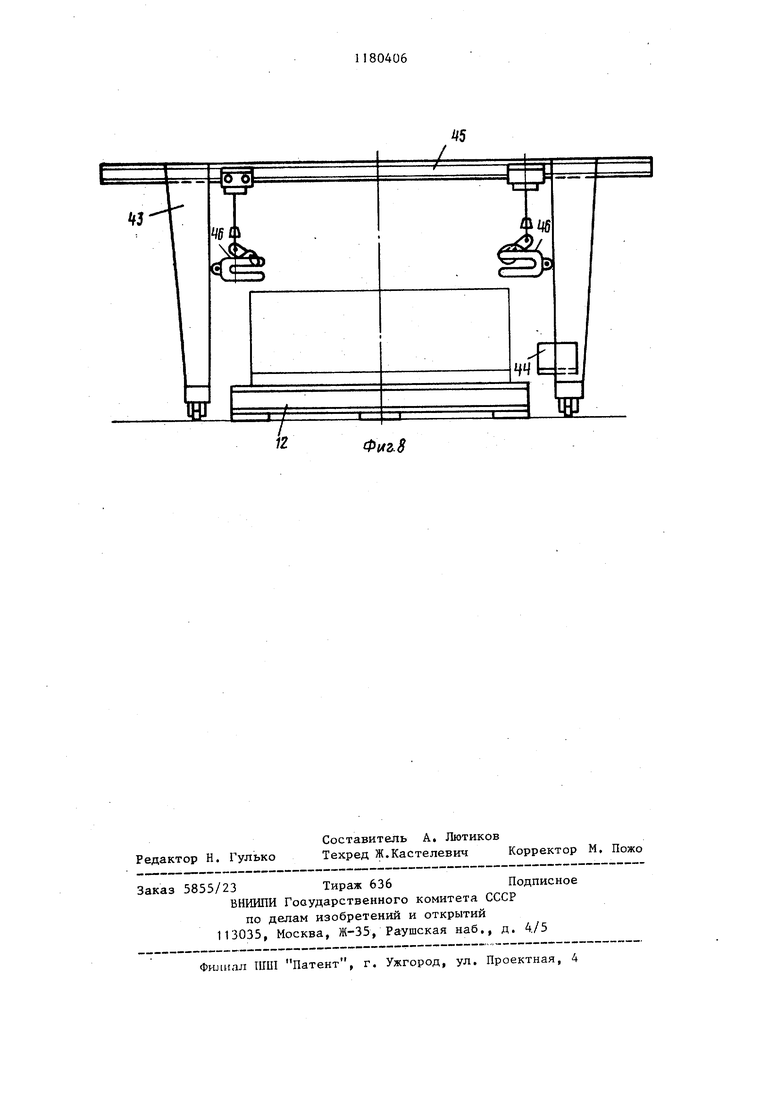
11 Изобретение относится к производству алюминия, в частности к вспомогательному оборудованию для производства работ при капитальном алюминиевых электролизеров. Цель изобретения - повышение про изводительности и сокращение производственных площадей. Сущность изобретения заключается в том, что линия демонтажа, ремонта и сборки катодных устройств алюминиевых электролизеров, включающая устанойленную навстречу друг другу полулиний, первая из которых содержит стенды для демонтажа, -ремонта и сборки катодных устройств и пылеотсасывающую камеру с машиной для демонтажа футеровки, а вторая установку для сварки катодных кожухов и стенды для сборки катодных кожухов и катодных устройств, а так же грузоподъемное устройство для обслуживания полулиний, снабжена установкой для разборки катодных устройств,размещенной свозможностью перемещения вдоль стенда для демонтажа катоднЕЛХ устройств, опрокидыва телем катодных устройств, установле ным в пылеотсасывающей камере парал лельно машине для демонтажа футеров ки, установкой для сборки катодных устройств, размещенной с возможност перемещения вдоль стендов для ремонта и сборки катодных устройств и установкой дляпредварительной сборки катодных кожухов, размещенной в конце линии с возможностью перемещения вдоль сгенда для сборки катодных ко жухов . На фиг., 1 изображена линия, общий вид в плане; на фиг, 2 - установка для разборки катодных устройств; на фиг, 3 - вид А на фиг. 2; на фиг,4 вид Б на фиг. 3; на фиг. 5 - пыпеотсасывающая камера с опрокидьшателем кюбелями и машиной для демонтажа футеровки; на фиг. 6 - разрез В-В на фиг. 5; на фиг. 7 - установка для сборки катодных устройств; на фиг, 8 установка для предварительной сборки катодного кожуха. Линия содержит связанные между собой грузоподъемным устройством 1 стенд 2 для демонтажа катодных устройств, установку 3 для разборки катодных устройств, телескопическую пылеотсасывающую камеру 4, установленную над канавой 5 с грузовыми те6лежками 6 и кюбелями 7, машину 8 для демонтажа футеровки и опрокидыватель 9 катодных устройств, установленные над канавой 5 в пылеотсасывающей камере 4, установку 10 для сборки катодных устройств, стенды 11 для ремонта и сборки сборных катодных устройств. Эта часть Линии представляет собой участок демонтажа, ремонта и сборки капитально ремонтируемых (старых) катодных устройств. Кроме того, линия содержит стенд 12 для сборки катодных кожухов, установку 13 для предварительной сборки катодных кожухов, установку 14 для сварки катодных кожухов и стенд 15 для сборки цельносварных катодных устройств. Эта часть линии представляет собой участок сборки катодных устройств из новых металлоконструкций. Установка 3 для разборки катодных устройств представляет собой передвижной портал 16, на опорах 17 которого смонтировано поворотное устройство 18 для разрушения угольной футеровки и устройство 19 для резки металла, а на продольной, балке 20 установлен с возможностью вертикального и горизонтального перемещений манипулятор 21 откручивания упорных болтов и снятия пальцев крепления контрфорсов и манипулятор 22 снятия контрфорсов. Поворотное устройство 18 выполнено в виде вращающейся головки 23 с шестигранным гнездом 24 и снабжено сменным инструментом - ключом 25 для отвинчивания гаек со шпилек и ключом 26 для разворота катодных стержней, захватьшаемых за выступающие наружу концы. Опрокидыватель 9 катодных устройств выполнен в виде поворотной виброустойчивой рамы 27 с упорами 28 и 29 и фиксатором 30. Рама 27 цапфами 31 шарнирно закреплена на стойках 32 и снабжена приводом 33 и упором 34. Установка 10 для сборки катодных устройств выполнена в виде передвижного портала 35, на опорах 36 которого установлено устройство 37 для сварки металлаи шпильковерт-гайковерт 38, а на продольной балке 39 с возможностью горизонтального и вертикального перемещений установлен 1анипулятор 40 для раскладки распор3ных балок, манипулятор 41 для навешивания контрфорсов и манипуляторгайковерт 42 для установки пальцев крепления контрфорсов и закручивани упорных болтов. Установка 13 для предварительной сборки катодных кожухов представляе сдобой передвижной портал 43 с устро ством 44 для сварки металла, на про дольной балке 45 которого с возможностью вертикального и горизонтального перемещений установлены захваты 46 раскладки секций катодного кожуха. Линия работает следуюищм образом Катодное устройствр с отработанн и подлежащей выбойке футеровкой гру зоподъемным устройством 1 устанавливается на стенд 2. В случае цельносварной конструкции кожуха катодного устройства, перемещая портал 1 установки 3 для разборки катодных устройств вдоль катодного устройств гайко-шпильковертом устройства 18 свинчивают гайки со шпипек, на кото рых навешаны контрфорсы. Затем мани пулятором 22 снимают контрфорсы и устройством 19 для резки металла срезают боковую (продольную) стенку катодного кожуха. При сборной конструкции катодног кожуха гайковертом-манипулятором 21 установки 3 отвинчиваются упорные болты и снимают пальцы крепления контрфорсов. Манипулятором 22 снимают контрфорсы и гайковертом-манипулятором 21 отвинчивают болты креп ления продольной стенки катодного кожуха. После снятия продольной стенки кожуха с катодного устройства поочередно, воздействуя на выступающие концы катодных стержней головкой 23 поворотного устройства 18, разрушают угольную часть футеровки катодного устройства. Затем грузоподъемным устройством 1 катодное устройство устанавливается на опрокидьшат.ель 9. После фиксации и крепления катодного устройства на опрокидьшателе 9 накатывают пылеетсасывающую камеру 4 и приводом 33 наклоняют катодное устройство на угол, больший угла естественного откоса кускового материала раздроб ленной футеровки и сгружают разрушенную футеровку в кюбели 7, Наполненные кюбели 7, установленные на тележках 6, откатывают от опрокиды06вателя за пределы пьшеотсасывающей камеры 4 и грузоподъемным устройством 1 устанавливают на автотранспорт и вывозят на регенерацию фторсолей. Теплоизолирующую футеровку катодного устройства разрушают пневмомолотком машины 8 и затем в кюбелях 7, установленных в автотуггчспорт, транспортируют в отвал. Освобожденный от футеровки катодный кожух снимается с опроЛидывателя 9, устанавливается грузоподъемным устройством 1 для ремонта на стенд 11, Сборку катодного устройства осуществляют с помощью установки .10, Перемещая портал 35 вдоль стенда 11 с катодным устройством, у цельносварных катодных кожухов с. помощью устройства 37 для сварки металла приваривают продольную стенку, а у сборных катодных кожухов гайковертом-манипулятором 42 производят крепление продольной стенки болтовым крепежом. Затем манипулятором 41 навешивают контрфорсы и закрепляют навинчиванием гаек на шпильки шпилько-гайковертом 38 у катодных устройств с цельносварньм кожухом или закрепляют на пальцах у катодных устройств со сборными кожухами гайковертом-манипулятором 42. Собранное катодное устройство грузоподъемньм устройством 1 транспортируют к месту передачи его на линию футеровки. В случае замены изношенного катодного кожуха новым грузоподъемным устройством 1 отдельные секции и узлы устанавливают на стенд 12 и с помощью установки 13 осуществляют сборку с предварительной сваркой катодного кожуха. Затем грузоподъемным устройством 1 катодный кожух устанавливают на установку 14 для окончательной сварки монтажных швов. Для окончательной сборки сборный катодный кожух грузоподъемным устройством 1 устанавливают на стенд 11, а цельносварной - на ст.енд 15, Перед установкой сваренного катодного кожуха на стенд 15 грузоподъемным устройством 1 на стенде 15 предварительно раскладывают распорные балки, затем на опорные площадки стен-, да 15 грузоподъемным устройством 1 укладьшают две продольные балки, на которые устанавливают сваренный катодный кожух,; и шпилько-гайковертом 38 установки 10 ввинчивают шпильки, затем манипулятором 41 навешивают контрфорсы и осуществляют предварительное навинчивание гаек на шпильки шпилькогайковертом 38, после чего манипулятором 40 распорные балки укладывают концами в гнезда контрфорсов и окончательно закручивают гайки на шпильках. Собранное катодное устройство передают на линию футеровки.
При замене катодного кожуха сборной конструкции сваривают на стенде 12 только секции днища катодного кожуха. Сборку катодного кожуха производят на стенде 11 с помощью установки
10. Перед установкой днища кожуха на стенд 11 грузоподъемным устройством 1 предварительно раскладьшают распорные балки и наверх на опорные площадки стенда 11 укладывают опорную раму, на которую устанавливают днище, а на днище - торцовые и продольные стенки кожуха, затем манипулятором 42 болтовыми соединениями скрепляют днище с рамой, а стенки с днищем, манипулятором 41 навешивают контрфорсы и закрепляют на пальцы. Манипулятором 40 распорные балки концами укладывают в гнезда контрфорсов и зажимают распорными болтами манипулятором-гайковертом 42 26
24 Мт
Т1т
I I
111
Л 23
18
U.
23
4
4
В-В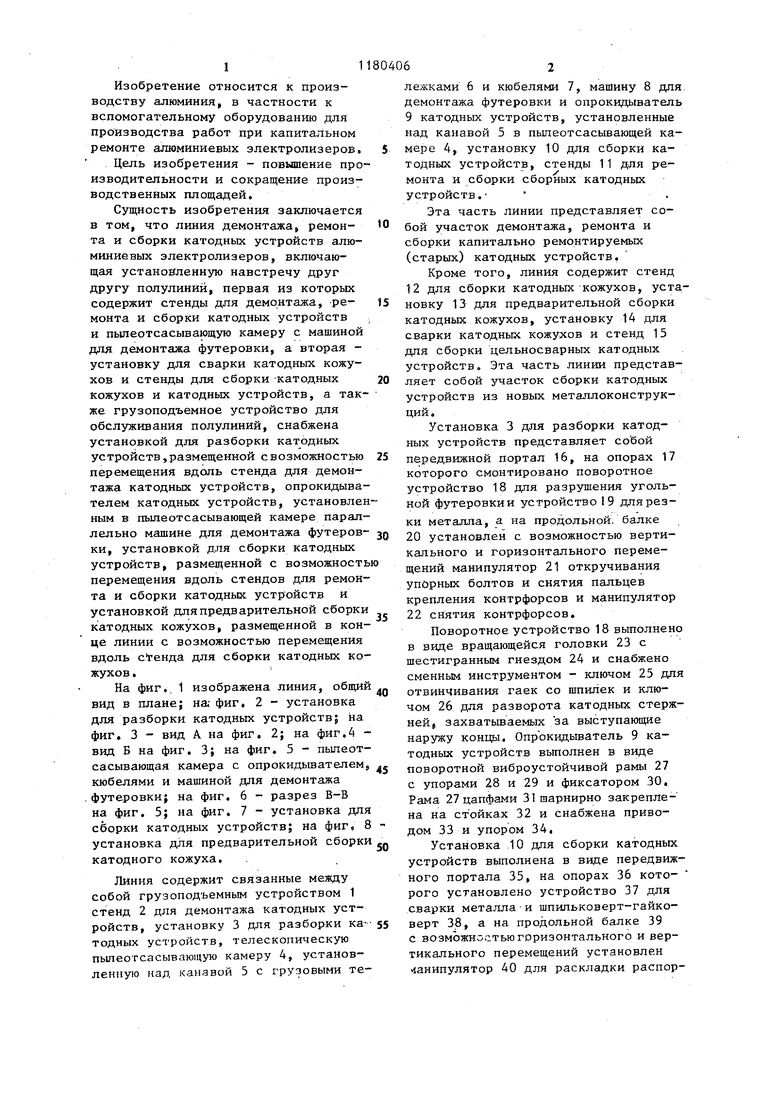
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки катодного кожуха алюминиевого электролизера | 1986 |
|
SU1373738A1 |
| Установка для сборки и разборки болтовых соединений | 1979 |
|
SU775184A1 |
| Установка для сборки и разборки болтовых соединений | 1980 |
|
SU1147772A2 |
| Кожух катодный алюминиевого электролизера | 1977 |
|
SU745963A1 |
| Поточная линия футеровки катодных устройств алюминиевых электролизеров | 1980 |
|
SU918337A1 |
| Устройство для демонтажа подины алюминиевого электролизера | 1978 |
|
SU705008A1 |
| СПОСОБ РЕМОНТА ДОМЕННОЙ ПЕЧИ | 2000 |
|
RU2171849C1 |
| Устройство для правки металлоконструкций | 1982 |
|
SU1070215A1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2229541C2 |
| РАЗЪЕМНЫЙ КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2044113C1 |
ЛИНИЯ ДЕМОНТАЖА, РЕМОНТА И СБОРКИ КАТОДНЫХ УСТРОЙСТВ АЛШИНИЕВЫХ. ЭЛЕКТРОЛИЗЕРОВ, включающая установленные навстречу друг другу полулинии, первая из которых содержит стенды для демонтажа, ремонта и сборки катодных устройств и пыпеотсасывающую камеру с машиной для деконтажа футеровки, а вторая - установку для сварки катодных кожухов и стенды для сборки катодных кожухов и катодных устройств, а также грузоподъемное устройство для обслуживания полулиний, отличающаяс я тем, что, с целью повышения производительности и сокращения производственных площадей, линия снабжена . установкой для разборки катодных устройств, размещенной с возможностью перемещения вдоль стенда для демонтажа катодных устройств, опрокидывателем катодных устройств, установленным в пыпеотсасьшающей камере параллельно машине для демонтажа футеровки, установкой для сборки катод(Л ных устройств, расположенной с возможностью перемещения вдоль стендо 8 для ремонта и сборки катодных устройств, и установкой для предварительной сборки катодных кожухов, размещенной в конце линии с возможностью перемещения вдоль стенда для 00 сборки катодных кожухов. 2
5 Т
L
бб
.Ь
V
г
1Z
5
/
Ф .8
| Таненбаум Л.И | |||
| и др | |||
| Механизация производства алюминия | |||
| - М.: Металлургия, 1982, с | |||
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
