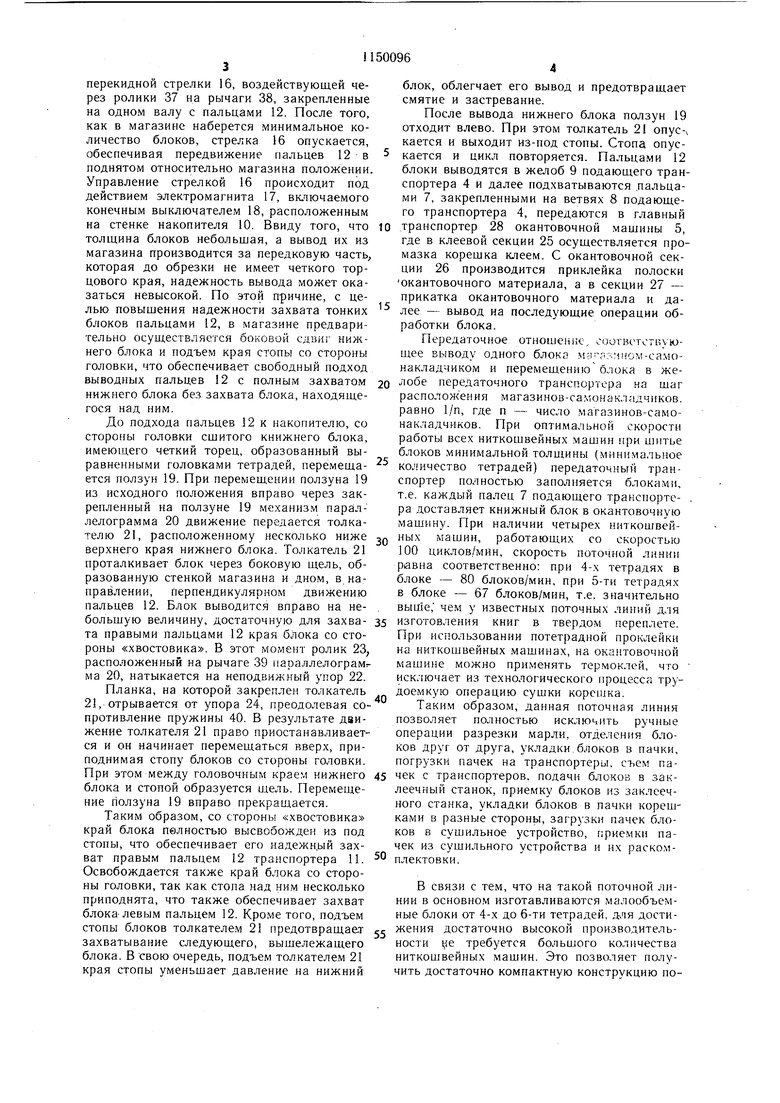
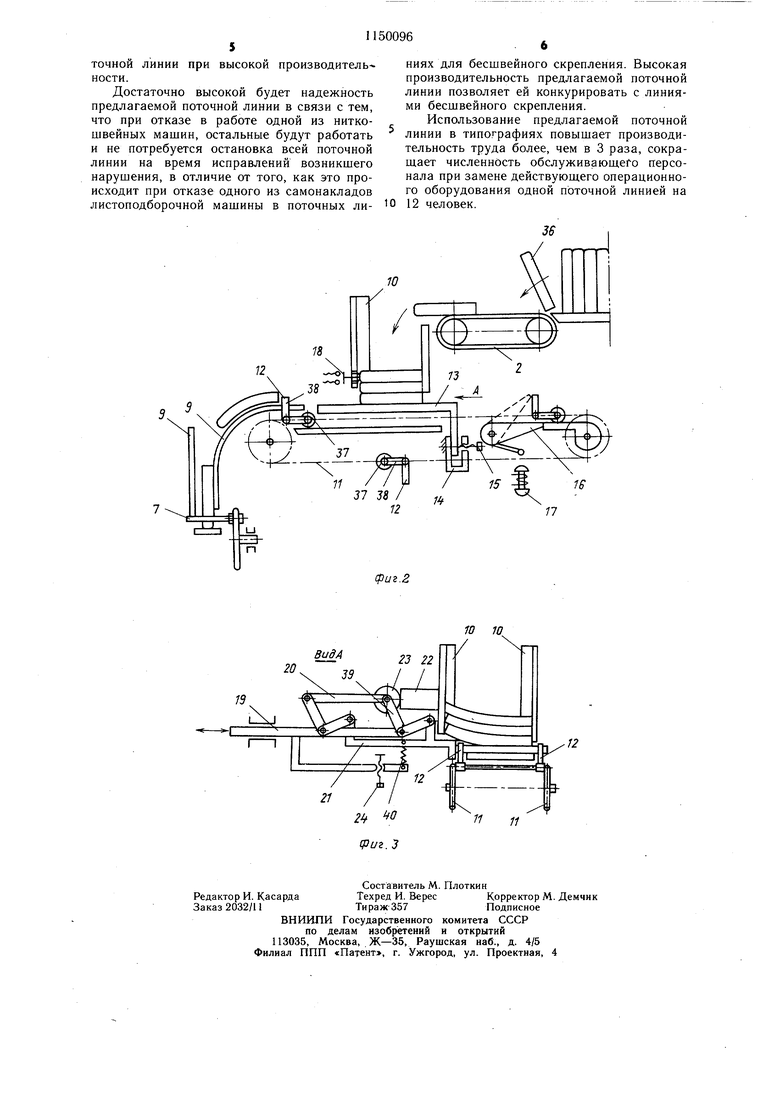
Изобретение относится к полиграфическому оборудованию, в частности к технике для изготовления тонких книг в твердом переплете, скрепленных нитками на ниткошвейных машинах. Известна поточная линия для изготовления блоков тонких книг, содержащая группу ниткошвейных машин с выводными транспортерами, подающий транспортер, размещенную на его выходе окантовочную машину и приводной механизм 1. бднако производительность этой линии незначительная. При отказе в работе одной из машин должна останавливаться вся линия на время устранения неполадки. Кроме того, на ней невозможно изготавливать тонкие блоки повышенной прочности. Цель изобретения - повышение производительности линии. Поставленная цель достигается тем, что поточная линия для изготовления блоков тонких книг, содержащая группу ниткошвейных машин с выводными транспортерами, подающий транспортер, размещенную на его выходе окантовочную машину и приводной механизм, имеет магазины-самонакладчики, а подающий транспортер содержит размещенные над его рабочей ветвью желоб и закрепленные на ветвях пальцы для перемещения блоков, при этом каждый магазинсамонакладчик установлен на выходе соответствующего выводного транспортера каждой ниткошвейной машины, а желоб подающего транспортера размещен перпендикулярно направлению вывода блоков из магазинов-самонакладчиков и ниже выводных транспортеров. Па фиг. 1 показана принципиальная схема поточной линии; на фиг. 2 - магазинсамонакладчик, вид сбоку; на фиг. 3 - механизм поштучного вывода блоков (вид А на фиг. 2). Поточная линия состоит из группы ниткошвейных машин 1 с выводными транспортерами 2, на выходе которых установлены магазины-самонакладчики 3. Перпендикулярно направлению вывода блоков из магазиновсамонакладчиков расположен подаюший транспортер 4, на выходе которого размешена Окантовочная машина 5. Кроме того, поточная линия имеет общий приводной механизм 6 для синхронизации работы магазинов-самонакладчиков, подающего транспортера и окантовочной машины. Подающий транспортер 4 выполнен цепным и имеет пальцы 7, закрепленные на его рабочих ветвях 8, и желоб 9, размещенный над его ветвями. Каждый магазин-самонакладчик 3 установлен на выходе ниткошвейной машины 1 и состоит из накопителя блоков, вьшолненного в виде короба 10, выводного цепного транспортера 11 с пальцами 12, дна в виде Г-образного кронштейна 13, установленного в вертикальной направляющей 14 с возможностью его регулирования по высоте за счет регулировки 15, перекидной стрелки 16, управляемой от электромагнита 17 и конечного выключателя 18, и .механизма поштучного вывода блоков, который включает установленный в направляющих приводной ползун 19, связанный через шарнирный параллелограмм 20 с толкателем 21, а также укрепленный на одной из стенок короба 10 упор 22 и ролик 23, шарнирно укрепленный на одном из плеч параллелограмма 20. Указанный механизм и.меет также средства 24 для регулирования его положения. Окантовочная машина 5 содержит клеевую секцию 25, секцию 26 окантовки и секцию 27 прикатки, соединенные по ходу технологического процесса транспортером 28. Приводной механизм 6 включает электродвигатель 29, соединенный через редуктор 30 с главным валом 31 окантовочной машины 5 и через промежуточный механиз.м 32 (синхронизирующий) - с главным валом 33 подающего транспортера 4 и распределительным валом 34 магазинов-са.монакладчиков 3. Поточная линия работает следующим образом. В магазины ниткошвейных машин закладываются пачками подобранные из отдельных тетрадей книжные блоки 35, а сшитые книжные блоки 36 выводятся на выводной транспортер 2 ниткошвейных машин 1. Отделяемые по одному.на выходе ниткошвейных машин 1 книжные блоки поступают в соответствующие магазины-самонакладчики 3, обеспечивающие синхронизированный ввод сшитых книжных блоков в желоб подающего транспортера 4, посредством которого они вводятся для обработки в окантовочную машину 5. Устройство и работа ниткошвейных машин, а также система отделения и вывода сшитых блоков из ниткошвейных машин не рассматриваются, так как используются известные системы. Книжные блоки 36, отделяемые по одному после шитья, укладываются корешком вперед на транспортер 2, который передает их в накопитель 10 магазина-самонакладчика 3. Из накопителя 10 блоки по одному, снизу, через щель выводятся корешком вперед управляемыми пальцами 12 и поступают в желоб 9 подающего транспортера 4. Чтобы обеспечить захват и вывод пальцами только одного нижнего блока регулировка выходной щели магазина и выступающей части пальцев 12 производится изменением положения дна 13 магазина в вертикальном направлении. При первоначальном заполнении накопителя 10, во избежание попадания первого, падающего в магазин блока, на движущиеся пальцы 12, последние отклоняются назад под действием перекидной стрелки 16, воздействующей через ролики 37 на рычаги 38, закрепленные на одном валу с пальцами 12. После того, как в магазине наберется минимальное количество блоков, стрелка 16 опускается, обеспечивая передвижение пальцев 12 в поднятом относительно магазина положении. Управление стрелкой 16 происходит под действием электромагнита 17, включаемого конечным выключателем 18, расположенным на стенке накопителя 10. Ввиду того, что толщина блоков небольщая, а вывод их из магазина производится за передковую часть, которая до обрезки не имеет четкого торцового края, надежность вывода может оказаться невысокой. По этой причине, с целью повыщения надежности захвата тонких блоков пальцами 12, в магазине предварительно осуществляется боковой сдвиг нижнего блока и подъем края стопы со стороны головки, что обеспечивает свободный подход выводных пальцев 12 с полным захватом нижнего блока без захвата блока, находящегося над ним. До подхода пальцев 12 к накопителю, со стороны головки сщитого книжнего блока, имеющего четкий торец, образованный выравненными головками тетрадей, перемещается ползун 19. При перемещении ползуна 19 из исходного положения вправо через закрепленный на ползуне 19 механизм параллелограмма 20 движение передается толкателю 21, расположенному несколько ниже верхнего края нижнего блока. Толкатель 21 проталкивает блок через боковую щель, образованную стенкой магазина и дном, в направлении, перпендикулярном движению пальцев 12. Блок выводится вправо на небольщую величину, достаточную для захвата правыми пальцами 12 края блока со стороны «хвостовика. В этот момент ролик 23, расположенный на рычаге 39 параллелограмм ма 20, натыкается на неподвижный упор 22. Планка, на которой закреплен толкатель 21, отрывается от упора 24, преодолевая сопротивление пружины 40. В результате движение толкателя 21 право приостанавливается и он начинает перемещаться вверх, приподнимая стопу блоков со стороны головки. При этом между головочным краем нижнего блока и стопой образуется щель. Перемещение ползуна 19 вправо прекращается. Таким образом, со стороны «хвостовика край блока пелностью высвобожден из под стопы, что обеспечивает его надежньш захват правым пальцем 12 транспортера 11. Освобождается также край блока со стороны головки, так как стопа над ни.м несколько приподнята, что также обеспечивает захват блока-левым пальцем 12. Кроме того, подъем стопы блоков толкателе.м 21 предотвращает захватывание следующего, выщележащего блока. В свою очередь, подъем толкателем 21 края стопы уменьщает давление на нижний блок, облегчает его вывод и предотвращает смятие и застревание. После вывода нижнего блока ползун 19 отходит влево. При этом толкатель 21 опус-х кается и выходит из-под стопы. Стопа опускается и цикл повторяется. Пальцами 12 блоки выводятся в 9 подающего транспортера 4 и далее подхватываются пальцами 7, закрепленными на ветвях 8 подающего транспортера 4, передаются в главный транспортер 28 окантовочной мащины 5, где в клеевой секции 25 осуществляется промазка корешка клеем. С окантовочной секции 26 производится приклейка полоски окантовочного материала, а в секции 27 - прикатка окантовочного материала и далее - вывод на последующие операции обработки блока. Передаточное отношение, соотвстоткующее выводу одного блока я я:чiнo -caмoнакладчиком и перемещению блока в желобе передаточного транспортера на щаг расположения Mara3HHOB-carv;oHaK,:ia44iJKOB. равно 1/п, где п - число магазинов-самонакладчиков. При оптимальной скорости работы всех ниткощвейных мащин мри шитье блоков минимальной толщины (минимальное количество тетрадей} передаточный транспортер полностью заполняется блоками, т.е. каждый палец 7 подающего транспортера доставляет книжный блок в окантовочную мащину. При наличии четырех ниткошвейных мащин, работающих со скоростью 100 циклов/мин, скорость поточной линии равна соответственно: при 4-х тетрадях в блоке - 80 блоков/мин, при 5-ти тетрадях в блоке - 67 блоков/мин, т.е. значительно выше; чем у известных поточных линий для изготовления книг в твердом переплете. При использовании потетрадной проклейки на нкткошвейных машинах, на окантовочной машине можно применять термоклей, что иск; Ючает из технологического процесса трудоемкую операцию сущки корешка. Таким образом, данная поточная линия позволяет полностью исключить ручные операции разрезки марли, отделения блоков друг от друга, укладки.блоков в пачки, погрузки пачек на транспортеры, съем пачек с транспортеров, подачи блоков в заклеечный станок, приемку блоков из заклеечного станка, укладки блоков в пачки корешками в разные стороны, загрузки пачек блоков в сушильное устройство, приемки пачек из сушильного устройства и их раскомплектовки. В связи с тем, что на такой поточной лннии в основно.м изготавливаются малообъемные блоки от 4-х до 6-ти тетрадей, для достижения достаточно высокой производительности требуется большого количества ниткошвейных машин. Это позволяет получить достаточно компактную конструкцию по
| название | год | авторы | номер документа |
|---|---|---|---|
| Магазин-самонакладчик книжных блоков | 1983 |
|
SU1150095A1 |
| Поточная линия для изготовления книжно-журнальной продукции | 1986 |
|
SU1701570A1 |
| Печатно-отделочная линия для изготовления книжной продукции | 1987 |
|
SU1532322A1 |
| Автоматическая поточная линия для изготовления книг | 1986 |
|
SU1426848A1 |
| Самонаклад-раскрыватель тетрадный | 1981 |
|
SU960113A1 |
| Ниткошвейный автомат | 1991 |
|
SU1784497A1 |
| ПЕЧАТНО-ОТДЕЛОЧНАЯ ЛИНИЯ | 1992 |
|
RU2060902C1 |
| Магазин самонаклада ниткошвейного автомата | 1985 |
|
SU1326460A1 |
| УСТРОЙСТВО для КРУГЛЕНИЯ КОРЕШКА КНИЖНОГОБЛОКА | 1971 |
|
SU299384A1 |
| Машина для обработки книжных блоков | 1960 |
|
SU132192A1 |
ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ БЛОКОВ КНИГ, содержащая группу ниткошвейных машин с выводными транспортерами, подаюший транспортер, размешенную на его выходе окантовочную машину и приводной механизм, отличающаяся тем, что, с целью повышения производительности, она/имеет магазиньдсамонакладчики, а подаюший транспортер содержит размешенные над его рабочей ветвью желоб и закрепленные на ветвях пальцы для перемешения блоков, при этом каждый магазин-самонакладчик установлен на выходе соответствуюшего выводного транспортера каждой ниткошвейной машины, а желоб подаюшего транспортера размешен перпендикулярно направлению вывода блоков из магазинов-самонакладчиков и ниже выводных транспортеров. (Л ел со 05
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ананьина Е | |||
| В., Коцарь Ю | |||
| Н., Мордовин Б | |||
| М | |||
| «Машины брошюровочнопереплетного производства, часть II, М., «Книга, 1975, с | |||
| Искусственный двухслойный мельничный жернов | 1921 |
|
SU217A1 |
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
