Из()б|)етение отнсзсится к полиграфическому машиностроению, в частности к автоматическим :1иниям, которые по те.хно- ло ическим возможностям относят к иечат- но-отдел очным ,1иниям.
Lie.ibK) изобретения является повьииение производительности и надежности работы на иеча гно-отделочной линии.
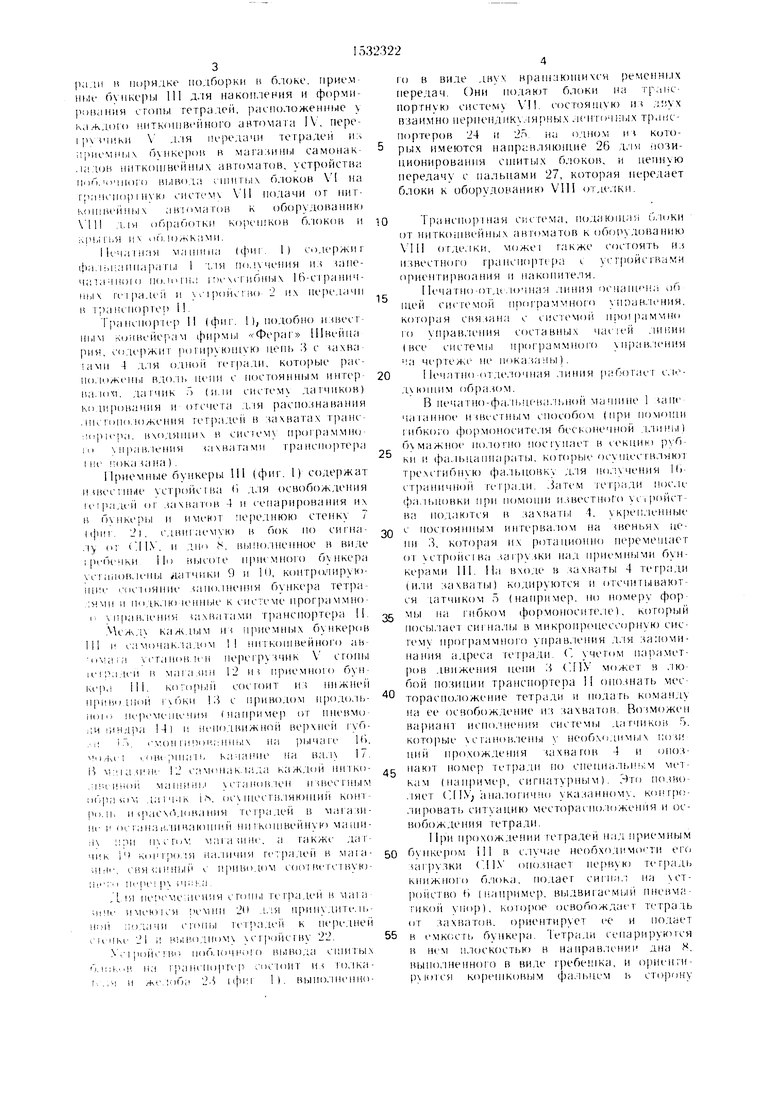
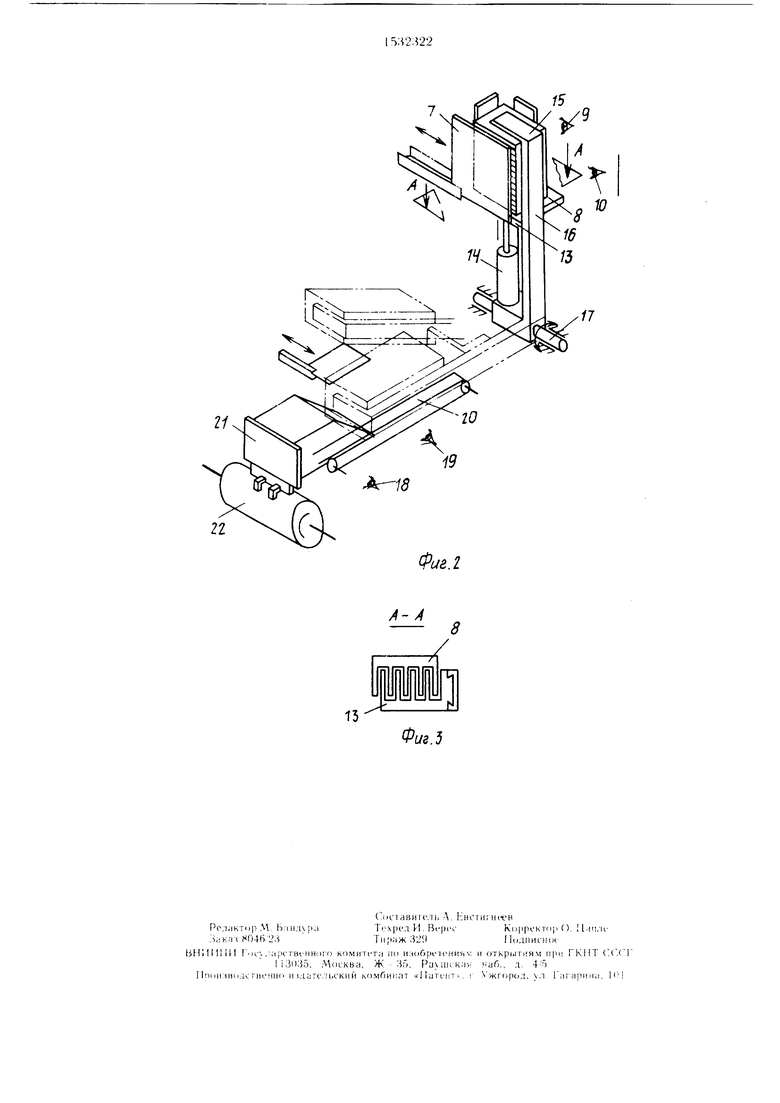
На фиг. 1 показана принципиальная с.чема печатно-отделочной линии для изготовления книг, . нитка.ми: на фиг. 2 - приемный бункер для образования стопы
тетрадей, перегрузчик тетрадей из приемных бункеров в магазины самонакладов ниткошвейных мапгин, магазин самонаклада, на фиг. 3 - разрез А -А на фиг. 2 (взаимное расположение дна приемного бункера и нижней губки перегрузчика).
Печатно-отделочная линия для изготовления книг, сшитых нитками (фиг. I), содержит иечатно-фальиевальную машину с гибким формоносителем бесконечной длины 1, транспортер II с захватами для индивидуальной транспортировки каждой тетрали и нирндке подборки к блоки, прием ныс бункеры 111 Д.1Я накоп.мения и форми- р()иия сгопы гетрадей, раеположениые у каждого luiTKoniBci iHoi O автомата IV, пере- |р ччики V для nepe. Ui in тетраде и.ч ; |М1ем11|.1 бункерои в магазины самоиак- ) HHTKoniHeiinbix автоматов, устройства |||)б, ч м|1ог() шлвода niiuTiiix б.юков V l на граиенорIнук) еистемч VII подачи от нит- (ейны ан юмагон к oб()pyдoвaпиKJ 111 длч обработки корешков б. юков и ,i 1 ья и V 1)6. ю/кками.
Ik- iania м;пнииа 1фи1 . 1) солержи г ф|а;1Ы:аинарат1,1 I ч.чя поллчения н: (ане- MaKi iHofo iKKMUH.i |:)е пл1биы 16-етраиич- и|,1Х ге1|1аде11 и у,лро1кл-во 2 их не Н дачи и rpaiienopiep П.
Транспортер И (фиг. 1 |, подобно и:1иесг- Н1, коннейер ам фирмы Фераг lIlBeiina рня, со.чержиг |1огпр к)) нет. 3 г ахва ами 4 Д.1Я одной гегради, которые рас- но.тож( вдоль нснн с постоянным иптер- валом. ла1чик 5 (и.in сисгем лагчнкон) кодирования иогсчета .ыя распознавания . 1ИС 1 оположения гег)аде11 а захватах транс- ( p;i. ИХОДЯП1ИХ в систему ирограммио- III правления (ахватами транспортера I не -sa на ).
Приемные бункеры 111 (фиг. 1) содержат И(вес1ные ycT|)oiiciBa ( д,1Я освобождения ичрад1Л1 ог ,ахват(1В 4 и еепарирова иия их в б л1керы и имеют переднюю стенку 7 (фиг, 21 . сдвигаемх К) в бок но сн1 на- .ту 01 C.IIN . и днм N, выполненное в виде 1 1ебенки По высоте Н|1И много бункера сга:1овлепы /1атчикп 9 и К), контролирунь iiiMi. со1. тояние апо,1нения бунке 1а тетра- и подклк1те1ПН)е к системе нрограммно- I прав,тепия :1Х(атами транси()рте)а П.
.)чд кажлым HI прнеми1)1х бунке)(1В 111 и самонакладом II нит-кои1вейиого ав- iixuiia ттан( нерегруччнк V сгопы leip.LTcii в Niara.iHH 12 Hi приемного бункер. 111. Kov(,n i coci-оит ич нижней
ll|4lhOUIl)li 13 с приводом ИрОДО.ТВ- НОМ) пср( М(.м1К чия (например от нневмо- :;и (ин.ара 141 и 1(енод(И1Жной BepXHcii , i: i., I MOH (.;л(ных на 1)ычаг1 1(1, i(iB( ;мнат, кача1П1е на ал 17. i м:лам Н1 12 самой,IK. има каждой нитко- ,;ич Имог, Maiiuiiii.i становтен 1Г вес1Л1Ы
;i( ;.pnsoM .U114-IK ii, 1нЧ Н1ССТВ,ТЯК)(ИИ11 КОИТРО.П, и (pacx(VioBa НИИ тег|1адей в м.и ачи- нс ( органа |,тина1он И.1( ни iKOHiBeiuiyK) манш- ri ПРИ n v-riA . MaiaiHHe, а гакжс датчик П конгрол.я иа.тичия гетрадей в Maia- . свяс|ины11 с npHBo.u)M C(j(iT Bf гст ву ю- lUiT I nt ptM р ;чi: -.а .
Для 11е с е;:11М11(я croin.i геграде1( в Maia .- имеюи я емни 20 .1.я прин ДИТ е. п,- н;я | ;;о;1ачн сгопы гстра.ич к iiepe.iHeii civ ике 21 и выводномч (лр()йсгву 22.
NcipoiicrBii иоб.ииаччо )да сшит ых б. . iH на нспорт ер СОСТОИТ (И го,тка- 1..Л и желоба 23 |(}н-л 1). BiiiHO.THiMiHo5
5
го в виде двух вра наю111ихся ременных |ередач. Они нодают блоки на траис- гшртнук) систему V. сосгоящую И д;:.ух взаимно иерненднк..х ленточных транспортеров и 25 на одно.м и котч)- ры.х имеются направляющие 26 д,1я нози- ционироваиия си1итых блоков, и пенную передачу с пальцами 27, которая не|)едает блоки к оборуд(Я(аиик) V11I ггделки.
OТраненортная сг.сгема, подающая (лТоки
от ниткон1Вейи1)1х авгоматов к оборудованию VIII отделки, може гакже состоять нл известного г)анспорт(ра с ус1 |и)Й1ЛТ1ами ориентирвоания и иакоинтеля.
Печатно-от делочная .тиния оснан1ена об щей сисгемой 111)ог раммн()го х-цоан.тения, когорая свя.(ана с системоГ нро1раммн | го уп)ав,тения составных часк й .Н1г;ии luce систем, 1рограмм 1О о н()ав, ча чертх же ie нока.зан).
01 К чатно от :и , , pa6orat. r с. обра.«1М.
В 1ечат 1о-фа,не)а,тг,ио(| ма)ие 1
Ча1аН 1Ое И31К-СТ ЛМ С 1ОСОбоМ (
1ибк()1Ч) (})()рм()иос-ите,я бесконеч «)й ..() бумажное но,т() ОС уиает в ) рубки 4 - Ца иа )ат)1, когорь . осу пкч гвляют трехсгиб ую фа,тьц()вк д,1я ио, М) cT pa nt4iioii гсл ради. ,атем ос,е
(5)а.,ОВКИ ИЗВеСТ 1ОГО С1рОЙСТ ia нодак1тся в захваггт 1, ,
Q с 1осгоя 1Н)м ннтервалом на И) цени 3, кото|1ая их 1ереме 1ает от етро11е ва .unpy.tKH над )ми бункерами III. На входе ) 4 тчтради (и,тн захваты) )уются и огсч гг 1вают- ся чатчиком 5 (например, но и()меру фор
5 мь1 ia (1бком (|)(),е), когорый ,ть в микрО 1р(М1ессорн к) сис- ему 1)О 11ам 1НО о , д,тя замоми- ) адреса гегради. С. чегом 1арамет- ров движения нени .3 (.flV может в ,ю бой (юзинии тра 1снортера И (И ознать мес торас 1оложеи 1е тетради и подать команду иа ее ()свобожде ше из захвато. Возм(. вариант иено.пнчшя системы датчико 5, которые , необхо.. ;оз 1ий 1 рохождения захвагов 4 и 01()3g иают номер тетради о , мет- (1а 1рнмер, сигнатур 1Ь м). озво- .тяет ( IIV; ,io указанному, лироват ситуацию месторасио. и освобождения тетради.
т 1рох()ждении гетрадей )ад Н11иемным
0 бункером ill в с,учае не(бход 1мо1 ти ч о за рузки ( I1N опознает ие)вук) теградь () б,), подает ia ст- poiicT4iO f) I , вь ДВИ1 аем1 Й И( гикой ), ( освобождаег Т страдь от захвато, о П1еитирует ее и одает
5 в емкосгь бу(кера. Тетради счт арирук1тся в не плоскостью в ии1рав, д)а Н, ,(1 В виде rjH 6e iiKa, и о 1Нен;и- р()тея Kopei iKoBb M ( h сторону
0
стенки 7. Формирование стопы тетрадей в количестве, соответствующем полному комплекту блоков, и момент «отпирания приемного бункера, когда захваты 4 освобождают первую тетрадь, осуществляется при совпадении команды от СПУ на устройство 6 (над бункером первая тетрадь) и сигнала датчика 10 - оперативного контроля состояния заполнения бункера. Если бункер необходимо загружать, то подается сигнал датчиком 10, и при прохождении над бункером первой тетради он «отпирается. При этом СПУ ведет отсчет количества тетрадей для комплектной их загрузки. Доведение уровня стопы тетрадей до заданной величины программируется СПУ и контролируется также датчиком 10 (например, датчиком линейного перемещения), который подает в СПУ сигнал на «запирание бункера. Датчики 10 расположены у каждого приемного бункера, их показания обрабатываются СПУ и, с учетом месторасположения тетрадей (по отношению к бункерам), количества их в блоке и параметров движения загрузки конкретного бункера, подаются соответствующие ко.манды на устройства 6. У каждого бункера имеется также датчик 9 запрета загрузки, который установлен постоянно у верхней кромки емкости бункера. Этот датчик не позволяет осуществлять загрузку в случае непредус.мотренных ситуаций (например, аварийных).
После формирования стопы тетрадей в бункер заводится перегрузчик V, верхние и нижние губки которого 15 и 13 разведены на величину, превыи1ающую высоту стопы. Затем срабатывает привод 14 продольного перемещения нижней губки 13, который перемещает ее вверх, так как плоскости дна 8 бункера и нижней губки 13 перегрузчика выполнены в виде гребенки, то при подъем губки 13 они расходятся. Стопа тетрадей (величиной 300-600 мм) фиксируется и прочно удерживается губками перегрузчика. После этого по команде отодвигается подвижная стен- ка 7 бункера, чтобы пропустить стопу тетрадей.
По команде СПУ рычаг 16 поворачивается на валу 17 и опускает стопу тетрадей корещковыми фальцами на ремни 20 транспортера магазина самонаклада. Нижняя губка 13 отводится от стопы и рычаг 16 поворачивается к приемному бункеру, освобождая стопу тетрадей Перегрузчик оснащен приводом, который по командам СПУ позволяет ему занимать три фиксированных положения: в бункере 111, при захвате стопы тетрадей, у транспортера магазина при загрузке самонаклада, промежуточное положение между этими позициями, с переменным по величине выстоем для обеспечения бесперебойной
0
работы линии и формирования ситуации перехвата загрузки бункера. При отводе устройства V от магазина затягиванию вверх передних тетрадей подаваемой стопы верхней губки 15 препятствует перемещаемый в горизонтальной плоскости упор. Затем тетради подаются в щвейную машину, сщиваются и поблочно выводятся на транспортную систему VII для подачи на операции обработки корещка.
Организация подачи стопы тетрадей в магазин самонаклада происходит следующим образом. После фиксации стопы тет радей в бункере перегрузчик сразу переходит в промежуточное положение, чтобы
5 освободить бункер для последующей загрузки. Перемещение перегрузчика в зону транспортера магазина осуществляется по команде СПУ. которая получает соот- ветствующий сигнал от датчика 19. Он устанавливается по программе на опреде0 ленную величину стопы (в зависимости от .ее высоты) с учетом определения израсходования тетрадей в магазине по OTHC:I- щению ко времени опускания перегрузчика. Это позволяет обеспечить своевре5 менную подачу тетрадей в самонаклад.
Для организации бесперебойной работы элементов печатно-отделочной линии ее СПУ не только выдает команды на питание тетрадями по результатам сигналов, опи0 санных датчиков, но и связана с СПУ ниткошвейных автоматов и других с к тав- ных частей линии. Если произошла остановка одного из нескольких ниткоц веных авто.матов, то их СПУ, связанное с блокировочными устройствами, дает информацию
5 в общую систему, обработка которой позволяет изменить скорость других ниткошвейных автоматов, транспортера с захватами 4 и перегрузчика с целью бесперебойной работы. Остановка ниткошвейного
автомата в случае отказа
системе
загрузки бункера или работы перегрузчика обеспечивается по команде датчика 18 израсходования тетрадей в магазине. Буферные свойства транспортера И, бункера III и перегрузчика V позволяют проводить бесперебойную работу всей линии при остановке ее составных частей и при наличии брака по вине печатной машины. В этом случае блок с бракованными тетрадями адресуется СПУ для вывода в специальный бункер. Таким образом, при задании
исходной ситуации (программы технологического процесса, количества тетрадей и т. д.) микропроцессорная система программного управления получает сигналы от контролирующих датчиков, обрабатывает их и
выдает сигналы на исполнительные устройства и рассчитывает параметры движения скорости, координаты положения элементов печатно-отделочной линии. Это позволит синхронизировать их работу.
7 Формула изобретения
1. Печатно-отделочная линия для изготовления книжной продукции, содержащая пематно-фальненальную машину, устройства для скрепления тетрадей в книжные блоки и (тде.1ки книг и транспортную систему али передачи продукции от печатно-фаль- цевальной машины к устройствам для скрепления тетрадей в книжные б.чоки и отделки книг, отличающаяся тем, что, с целью повышения производительности и надежности ее 1аГ)()ты, транспортная система имеет ряд приемных бункеров тетрадей с датчиками контроля их заполнения, перегрузчики тетрадей из приемных бункеров к устройствам д,1я скрепления тетрадей в книжные блоки и размешенный вдоль ряда приемных бункеров транспортер, снаб- /KriiHbiii индивидуальными захватами каждой тет)ади и системой программного управ- ,;к41ия eid захватами, связанной с датчика ni коитро, 1я заполнения приемных бункеров, а усгройство для скрепления тетрадей в книжные блоки включает ряд нит- KoniBeiiHbix маипш, количество которых соот1532322
ветствует количеству приемных бункеров, и которые снабжены датчиками контроля наличия тетрадей в магазинах самонакладов ниткошвейных машин, связанными с приводами соответствующих перегрузчиков тетрадей.
2.Линия по п. 1, отличающаяся тем, что каждый приемный бункер тетрадей имеет подвижную стенку, расположенную со стороны магазина самонаклада питаемой этим приемным бункером нитко- ншейной машины, и дно, а каждый перегрузчик тетрадей выполнен в виде установленного на горизонтальной оси вращения поворотного захвата и смонтированных на нем неподвижной верхней и приводной нижней губок, причем дно бункера и Нижняя нриводная губка имеет форму гребенки.
3.Линия по п. 1, отличающаяся тем, что каждый датчик контроля заполнения приемных бункеров представляет собой датчик контроля верхнего уровня запонения бункера и датчик оперативного контроля состояния заполнения бункера.

| название | год | авторы | номер документа |
|---|---|---|---|
| Ниткошвейный автомат | 1991 |
|
SU1784497A1 |
| Устройство для управления работой полиграфической ниткошвейной машины | 1958 |
|
SU117214A1 |
| Самонаклад-раскрыватель тетрадный | 1981 |
|
SU960113A1 |
| Поточная линия для изготовления блоков тонких книг | 1983 |
|
SU1150096A1 |
| Магазин самонаклада ниткошвейного автомата | 1985 |
|
SU1326460A1 |
| ПЕЧАТНО-ОТДЕЛОЧНАЯ ЛИНИЯ | 1992 |
|
RU2060902C1 |
| Поточная линия для изготовления книжно-журнальной продукции | 1986 |
|
SU1701570A1 |
| Магазин-самонакладчик книжных блоков | 1983 |
|
SU1150095A1 |
| Автоматическая поточная линия для изготовления книг | 1986 |
|
SU1426848A1 |
| Самонаклад-раскрыватель тетрадный | 1980 |
|
SU901057A2 |

Изобретение относится к полиграфическому машиностроению, в частности к автоматическим линиям, которые по их технологическим возможностям относят к печатно-отделочным линиям. Цель изобретения - повышение надежности работы и увеличение производительности линии. Печатно-отделочная линия содержит ряд приемных бункеров тетрадей, перегрузчики тетерадей из бункеров к ниткошвейным машинам, число которых соответствует количеству приемных бункеров, систему датчиков, транспортую систему, выполненную в виде транспортера, имеющего захваты для каждой тетради и систему программного управления захватами. Система датчиков включает датчики контроля наличия тетрадей в магазинах самонакладов ниткошвейных машин и датчики контроля заполнения приемных бункеров, подключенные к системе программного управления захватами транспортера. Каждый приемный бункер тетрадей имеет подвижную стенку со стороны магазина самонаклада ниткошвейной машины, которая питается этим бункером. Перегрузкики тетрадей выполнены в виде установленных на горизонтальной оси вращения поворотных захватов с одной приводной губкой, причем дно бункера и нижняя губка имеют форму гребенки, а сверху по вертикали каждого приемного бункера вдоль стопы тетрадей размещены датчик контроля верхнего уровня заполнения бункера и датчик оперативного контроля состояния заполнения бункера. 2 з.п. ф-лы, 3 ил.
Й21
21
15
17
19
Фиг.2
A- A
8
Фиг.
| Личина Г | |||
| И | |||
| и лр | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ч | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М.: Книга, 1978, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
