(Л
ел
со to
СП
со
8
робототехнических комплексах и гибки производственных модулях. Цель изобретения - расширение технологичес- ких возможностей и сокращение време- Hf на переналадку. Заготовка 6с по- мсщью толкателя 2 подается в индук- тср предварительного нагрева 3. После нагрева заготовки до 750-800 С тслкателем производится загрузка схедующей заготовки, нагретая заготовка при этом перемещается в печь термостатирования 4 с механизмом шагового перемещения 5. Когда прогретая по сечению заготовка оказывается против входного отверстия соответствующего индуктора высокотемпературного нагрева 7, оне проталкивается туда соответствующим толкателем 8 и нагревается до ковочной температуры, 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Методическая индукционная установка для сквозного нагрева заготовок из спецсталей | 1983 |
|
SU1152096A1 |
| Индукционная методическая нагревательная установка | 1982 |
|
SU1029426A2 |
| Способ нагрева заготовок | 1979 |
|
SU831812A1 |
| Индукционная методическая нагрева-ТЕльНАя уСТАНОВКА | 1979 |
|
SU813825A1 |
| Печь с шагающим подом | 1989 |
|
SU1735689A1 |
| Индукционная проходная установка | 1981 |
|
SU1096288A1 |
| ИНДУКЦИОННАЯ УСТАНОВКА | 1970 |
|
SU285137A1 |
| Станок для нагрева цилиндрических заготовок | 1974 |
|
SU737480A1 |
| Индукционная установка | 1981 |
|
SU1057556A1 |
| Способ управления нагревом заготовок в индукционной методической установке | 1983 |
|
SU1109454A1 |
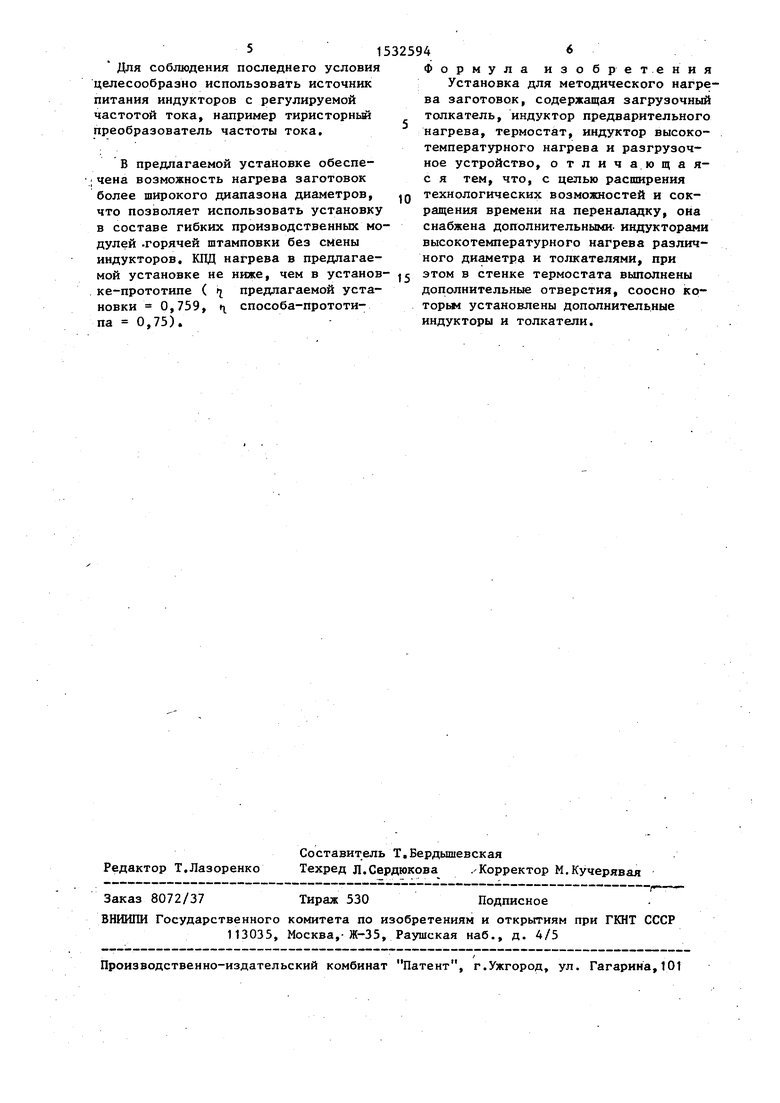
Изобретение относится к устройствам для методического нагрева мерных заготовок под обработку давлением в машиностроительных областях промышленности, в горячештамповочных робототехнических комплексах и гибких производственных модулях. Цель изобретения - расширение технологических возможностей и сокращение времени на переналадку. Заготовка 6 с помощью толкателя 2 подается в индуктор предварительного нагрева 3. После нагрева заготовки до 750 - 800°С толкателем производится загрузка следующей заготовки, нагретая заготовка при этом перемещается в печь термостатирования 4 с механизмом шагового перемещения 5. Когда прогретая по сечению заготовка оказывается против входного отверстия соответствующего индуктора высокотемпературного нагрева 7, она проталкивается туда соответствующим толкателем 8 и нагревается до ковочной температуры. 1 ил.
Изобретени)е относится к устройст- м для методического нагрева мер- Hbltx заготовок под обработку давлени- еь в машиностроительных областях щомьшшенности, в частности в горя- Ч штамповочных робототехнических кс Мплексах и гибких производственных модулях.
Цель изобретения - расширение технологических возможностей и сокра- щ(ние времени на переналадку,
На чертеже приведена схема нагре- вАтельной установки для методического нагрева заготовок.
Установка содержит загрузочный лАток 1, толкатель 2 загрузки, индуктор 3 предварительного .нагрева, печь
термостатирования с механизмом 5 перемещения (например, шагового типа заготовок 6, блок 7 индукторов высокотемпературного нагрева,блок 8 толка- шеи разгрузки и разгрузочно-ориен- фующее.устройство 9.
Установка работает следующим об- .
Заготовка 6, находящаяся на загру- зЬчном лотке 1, с помощью толкателя 2| загрузки подается в индуктор 3 предварительного нагрева, который спужит для нагрева поверхности заготовок до УЗО-ВОО С. Диапазон диаметров нагреваемых в индукторе 3 заготовок ограничивается лишь со стороны меньших диаметров условием, согласно которому глубина проникновения индук тированных токов принятой частоты не должна превышать величины радиуса заготовки. После достижения поверхностью заготовки температуры 700 - 900°С толкателем 2 производится загрузка в индуктор 3 следующей заготовки, а заготовка с нагретой поверхностью проталкивается в печь А термостатирования.
0
0
5
5
л
0
5
5
В печи 4 с температурой рабочего пространства 800-1000 С происходит прогрев заготовок по сечению до ко-, нечного градиента температур между центром и поверхностью заготовки, равным 50-100°С,
Механизм 5 перемещения перемещает заготовки с шагом, кратным межцентровому расстоянию индукторов высокотемпературного нагрева блока 7 индукторов.
Когда прогретая по сечению заготовка оказывается против входного отверстия соответствующего индуктора высокотемпературного нагрева блока 7, она проталкивается в индуктор соответствующим толкателем блока 8 толкателей разгрузки. По мере прохождения заготовок через индуктор блока 7 они нагреваются до ковочной температуры, поступают на разгрузочно-ориентирующее устройство 9, с помощью которого осуществляется передача заготовок посредством транспортера или робота на операцию горячей обработки давлением.
Блок индукторов 7 состоит из п индукторов высокотемпературного нагре- ва. Каждый из индукторов предназначен для нагрева заготовок узкого поддиапазона диаметров всего нагреваемого в установке диапазона заготовок. С целью достижения максимального КПД число п должно быть не менее трех, а для каждого из индукторов должна быть обеспечена минимально возможная
величина отношения Д MI внутренний диаметр индуктирующего провода индуктора, dj - наружный диаметр заготовки, и соблюдено условие ) 7,.,9, где P(f) - глубина проникновения индуктированных токов в горячий металл, зависящая от частоты индуктированньк токов.
Для соблюдения последнего условия целесообразно использовать источник питания индукторов с регулируемой частотой тока, например тиристорньй преобразователь частоты тока.
В предлагаемой установке обеспе- ;чена возможность нагрева заготовок более широкого диапазона диаметров, что позволяет использовать установку в составе гибких производственных модулей .горячей штамповки без смены индукторов. КПД нагрева в предлагаемой установке не ниже, чем в установке-прототипе ( ч предлагаемой установки 0,759, х способа-прототипа 0,75).
Формула изобретения Установка для методического нагрева заготовок, содержащая загрузочный толкатель, индуктор предварительного нагрева, термостат, индуктор высокотемпературного нагрева и разгрузочное устройство, отличающая- с я тем, что, с целью расширения технологических возможностей и сокращения времени на переналадку, она снабжена дополнительными- индукторами высокотемпературного нагрева различного диаметра и толкателями, при этом в стенке термостата выполнены дополнительные отверстия, соосно которые установлены дополнительные индукторы и толкатели.
| Способ нагрева заготовок | 1979 |
|
SU831812A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
