Действие предлагаемого прибора для паяния электрических проводов, состоящего из ручного сосуда с крюкообразным полым носиком, образующим желоб для спаиваемого провода, основано на том, что при одном положении прибора расплавленный припой из ручного сосуда переливается в желоб к месту пайки провода и по окончании последней, при другом положении прибора, стекает обратно в тот же сосуд.
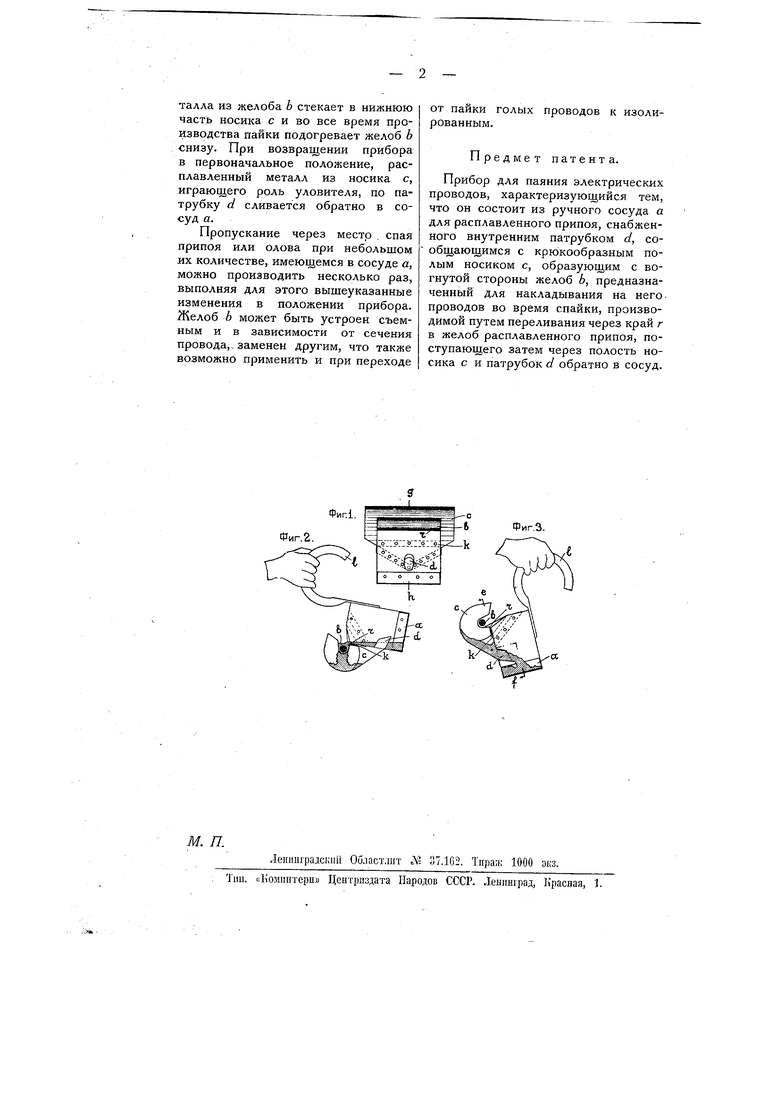
На чертеже фиг. 1 схематически изображает разрез прибора по линии е-/ на фиг. 3; фиг. 2 и 3- положения прибора в моменты пайки и окончания ее с разрезом его по линии g-А на фиг. 1.
Прибор для горячей пайки электрических проводов представляет собою сосуд а (фиг. 1, 3), скрепляющийся с крюкообразньш полым носиком с, вогнутая сторона которого малого радиуса образует желоб Ь, вставляемый своей плоской отогнутой частью в ще.ь, образуемую между накладкой к и сосудом а, и таким образом скрепляемый с этим
последним.Сосуд а, предназначаемый для олова или припоя, снабжен рукояткой / и внутренним патрубком d, сообщающим этот сосуд с носиком с. Желобок Ь служит для помещения в нем спаиваемых проводов, которые будучи подготовлены к пайке, накладываются на него и при надлежащем положении прибора обтекаются расплавленным припоем или оловом.
Пайка проводов описанным прибором производится следующим образом: после того, как припой, находящийся в сосуде а, будет расплавлен и спаиваемый провод вполне подготовлен к пайке, прибор за рукоятку / подносится к месту производства работ и устанавливается таким образом, чтобы спаиваемый стык провода находился в желобе Ь. Далее, наклоняя прибор в сторону желоба, расплавленный металл через край г постепенно переливается из сосуда а в желоб Ь, обтекая и спаивая находящийся в нем провод (фиг. 2), при чем во время этой операции вся избыточная часть металла из желоба b стекает в нижнюю часть носика с и во все время производства пайки подогревает желоб Ь снизу. При возвращении прибора в первоначальное положение, расплавленный металл из носика с, играющего роль уловителя, по патрубку d сливается обратно в сосуд а.
Пропускание через место . спая припоя или олова при небольшом их количестве, имеющемся в сосуде а, можно производить несколько раз, выполняя для этого вышеуказанные изменения в положении прибора. Желоб b может быть устроен съемным и в зависимости от сечения провода,- заменен другим, что также возможно применить и при переходе
от пайки голых проводов к изолированным.
Предмет патента.
Прибор для паяния электрических проводов, характеризующийся тем, что он состоит из ручного сосуда с для расплавленного припоя, снабженного внутренним патрубком d, сообщающимся с крюкообразным полым носиком с, образующим с вогнутой стороны желоб Ь, предназначенный для накладывания на него проводов во время спайки, производимой путем переливания через край г в желоб расплавленного припоя, поступающего затем через полость носика с и патрубок d обратно в сосуд.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ бесфлюсовой низкотемпературной пайки микрополосковых устройств | 1981 |
|
SU965656A1 |
| ПРИПОЙ ДЛЯ МЯГКОЙ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2010 |
|
RU2451587C1 |
| СПОСОБ ПАЙКИ ДЕТАЛЕЙ ДИФФУЗИОННО-ТВЕРДЕЮЩИМИ ПРИПОЯМИ | 1992 |
|
RU2053063C1 |
| Способ вакуумноплотной пайки керамики с металлами и неметаллами | 2019 |
|
RU2722294C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ МЕДИ И ЕЕ СПЛАВОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2036064C1 |
| Гетерогенный активный припой для пайки металлокерамических и керамических вакуумно-плотных соединений | 2019 |
|
RU2717766C1 |
| Устройство для ультразвуковой пайки труб | 1985 |
|
SU1311881A1 |
| БЕССВИНЦОВАЯ ФОЛЬГА ПРИПОЯ ДЛЯ ДИФФУЗИОННОЙ ПАЙКИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2765104C2 |
| Ленточный композиционный припой на основе сплава золота и способ его получения | 2019 |
|
RU2734609C1 |
| Способ герметизации вакуумных металлических конструкций с оптически прозрачными элементами | 2022 |
|
RU2806855C1 |
Фиг. 2.
Фиг.З.

