Изобретение относится к области пайки, в частности к пайке трубных соединений, и может быть использовано в холодильной, газовой промышленности, а также в приборостроении и машино- 5 строении.
Цель изобретения - увеличение производительности и повышение качества паяных соединений.
же образуется замкнутая полость дл жидкого припоя, которая препятству ет вытеканию дозированной навески припоя в виде кольца из зоны соеди нения. Нагрев припоя до расплавлен и участков трубного соединения до температуры пайки осуществляется л бым известным способом; ИК-нагрево токами ВЧ или газопламенным нагрев
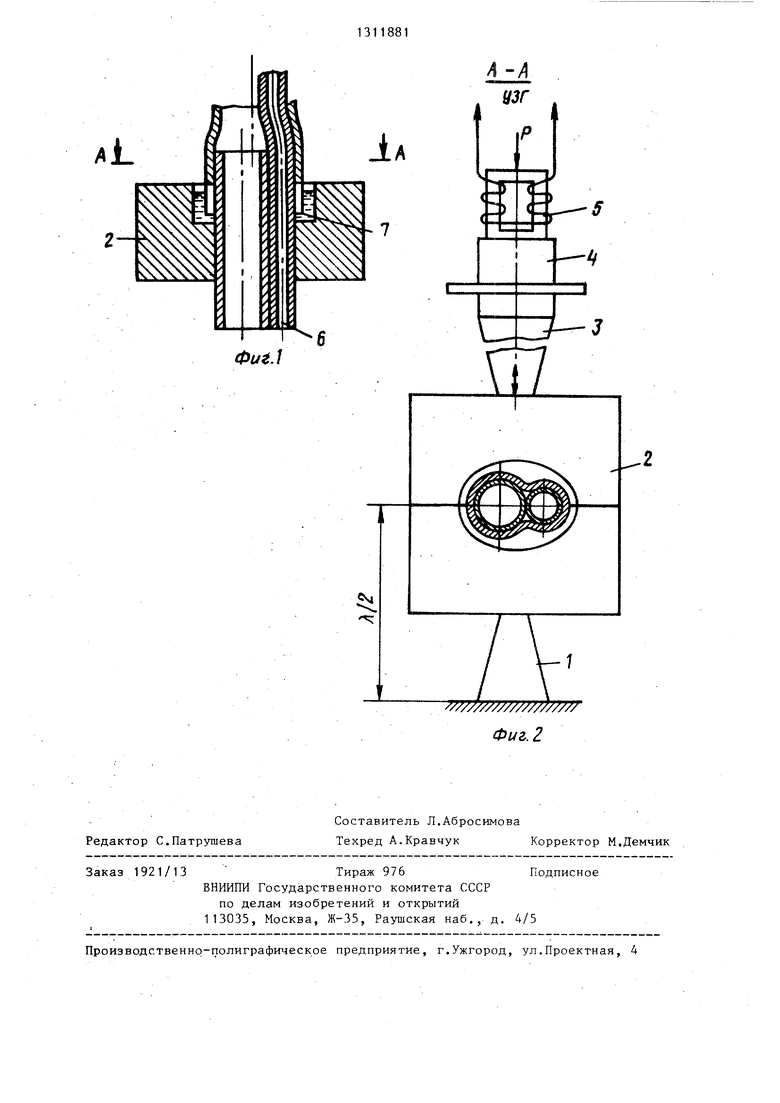
На фиг. 1 показана схема устройст- О Наличие отражателя, закрепленного
ва; на фиг, 2 - разрез на фиг.1. Устройство включает отражатель 1, полуформы 2, жестко соединенные с волноводом 3. В свою очередь волновод
жестко на расстоянии /4 от спаив емых деталей, образует режим стояч волны в единой акустической систем включающей преобразователь, волнов
соединен через акустический трансфор- - ванночку и отражатель. При этом в
ометрическом центре ванночки, явля щемся зоной пайки трубного соедине ния, образуется пучность ультразву ковых колеб 1ний, что повьшает каче во ультразвуковой пайки труб, спос ствует более полному заполнению пр поем зазора между деталями,
матор 4 с преобразователем ультразвуковых колебаний 5 магнитострикцион- ного типа. Паяемые участки труб 6 фиксируются оправкой в строго вертикальном положении.
Устройство для ультразвуковой пайки труб работает следующим образом, , Спаиваемые участки труб фиксируются оправкой вертикально, в зону сое- динения наносится кольцо дозированного припоя. Внутренние элементы трубного соединения обжимаются оправкой без зазора при смыкании полуформ, при этом между -наружной поверхностью расширенного участка трубы и внутренней поверхностью образуется замкнутая ванночка, которую после расплавления заполняет припой 7. От источника ультразвуковых колебаний - генератора - электрические колебания ультразвуковой частоты подаются на магнитострикционный преобразователь. Возбуждаемые преобразователем упругие механические колебания в единой акустической системе образуют с помощью отражателя в режиме стоячей волны пучность колебаний в зоне пайки трубного соединения. Под действием интенсивных ультразвуковых колебаний припой смачивает соединяемые поверхности и образует паяный шов. Для пайки используется полностью все количество дозируемого припоя, что.устраняет потери припоя в п роцессе пайки.
Благодаря разъемному исполнению ванночки повышается производительность труда при пайке труб за счет облегчения процесса сборки труб и съемки их после пайки. При смыкании полуформ ванночки создается надежный акустический контакт между наружной поверхностью соединяемых труб и внутренней поверхностью полуформ, а так
же образуется замкнутая полость для жидкого припоя, которая препятствует вытеканию дозированной навески припоя в виде кольца из зоны соединения. Нагрев припоя до расплавления и участков трубного соединения до температуры пайки осуществляется любым известным способом; ИК-нагревом, токами ВЧ или газопламенным нагревом.
жестко на расстоянии /4 от спаиваемых деталей, образует режим стоячей волны в единой акустической системе, включающей преобразователь, волновод.
ванночку и отражатель. При этом в
ванночку и отражатель. При этом в
геометрическом центре ванночки, являющемся зоной пайки трубного соединения, образуется пучность ультразвуковых колеб 1ний, что повьшает качество ультразвуковой пайки труб, способствует более полному заполнению припоем зазора между деталями,
Проведенные испытания показали высокую эффективность устройства. При использовании в качестве источника ультразвуковых колебаний генератора мощностью 400 Вт и магнитострикцион- ного преобразователя с резонансной частотой 22iO,5 кГц и при температуре пайки 633-653 К оловянно-цинковым припоем время воздействия ультразвуковых колебаний 15-20 с. Извлечение спаянного трубного соединения из оправки осуществлялось после его принудительного охлаждения до 373 К,что гарантировало прочность и герметичность паяного щва.
На устройстве выполнялись соединения алюминиевой трубки диаметром
8,0 мм с медной трубкой теплообменника холодильного агрегата бытового холодильника Минск-16. Спаиваемые концы труб фиксировались в ванночке устройства, в зону пайки вносилось
дозированное количество припоя массой 50 г.
В качестве источника ультразвуковых колебаний использовался генератор 1,5 КВт, с которого напряжение подавалось на магнитострикционный преобразователь с резонансной частотой 22 i 0,5 кГц.
После смыкания полуформ ванночки, соединенных с волноводом и отражателем, осуществлялся нагрев ванночки газовой горелкой до температуры 3601 10 С. Температура в зоне пайки
313
измерялась с помощью термопары, соединенной с прибором МЗОЗК.
Длительность воздействия ультра-, звуковых колебаний составляла 25 с. Готовое соединение извлек.алось из вАнночкн путем ее размыкания при 100- 120°С.
Полученные паяные соединения испытывались на механическую прочность и герметичность.
Испытания на разрыв паяных образцов труб осуществляли на разрывной машине Р-0,5 при скорости движения захвата 20 мм/мин.
Для проверки на герметичность конца алюминиевых труб заваривались ар- гонодуговой сваркой, а на медные насаживались специальные муфты для ва- куумирования и заправки фреоном. После заправки фреоном образцы погружались в ванну с теплой водой для определения негерметичности по вьщеле- нию пузырьков, а при их отсутствии проверка производилась течеискателем.
Результаты испытаний устройства в зависимости от расстояния- от геометрического центра ванночки до плоскости отражателя представлены в таблице.
Расчет длины волны ультразвуковых колебаний проводился для отражателя и полуформы ванночки, изготовленных из нержавеющей стали и имеющих скорость распространения УЗ колебаний 5,17-10 м/с на частоте 22 кГц.
Анализ результатов испытаний, пред .ставленных в таблице, показывает,что при расстояниях от геометрического центра ванночки до плоскости отражателя меньших А/4, механическая прочность соединений уменьшается ввиду рассогласования единой акустической системы уст1 Ьйства и смещения пучнос
210 221 217 216
254 258 260 257,3
180 178 195 184,3
814
ти колебаний от центра ванночки, где происходит пайка. Герметичность соединений при этом сохраняется.
При расстояниях, больших /4, в системе нарушается режим стоячей волны вследствие неполного отражения волны от плоскости отражателя, что приводит к уменьшению амплитуды колебаний в центре ванночки, и как следствие, к снижению прочности соединений и потери герметичности за счет ухудшения смачивания припоем поверхностей труб и неполному заполнению зазоров припоем.
Технико-экономический эффект с предлагаемого изобретения заключается в увеличении производительности труда в 1,5-1,6 раза при изготовлении многотрубных соединений за счет исключения операции сварки и сокращения доли ручного труда, а также в повышении качества паяных соединений.
Формула изобретения
Устройство для ультразвуковой пайки труб, содержащее преобразователь ультразвуковых колебаний, трансформатор упругих колебаний, .волновод, ванночку и отражатель, отличающееся тем, что, с целью увеличения производительности и повышения качества паяных соединений, ванночка выполнена разъемной, одна ее половина жестко связана с волноводом, а другая - с отражателем, образуя при ск ыкании единую акустическую систему, при этом центр ванночки находится на расстоянии, равном А/4, от плоскости отражателя, где 7 - длина ультразвуковой волны.
Все соединения герметичны, разрыв по месту пайки Все соединения герметичны, разрыв по алюминиевой трубке
Незначительная утечка фреона, разрыв по месту пайки
/////////////////////
Фиг,. 2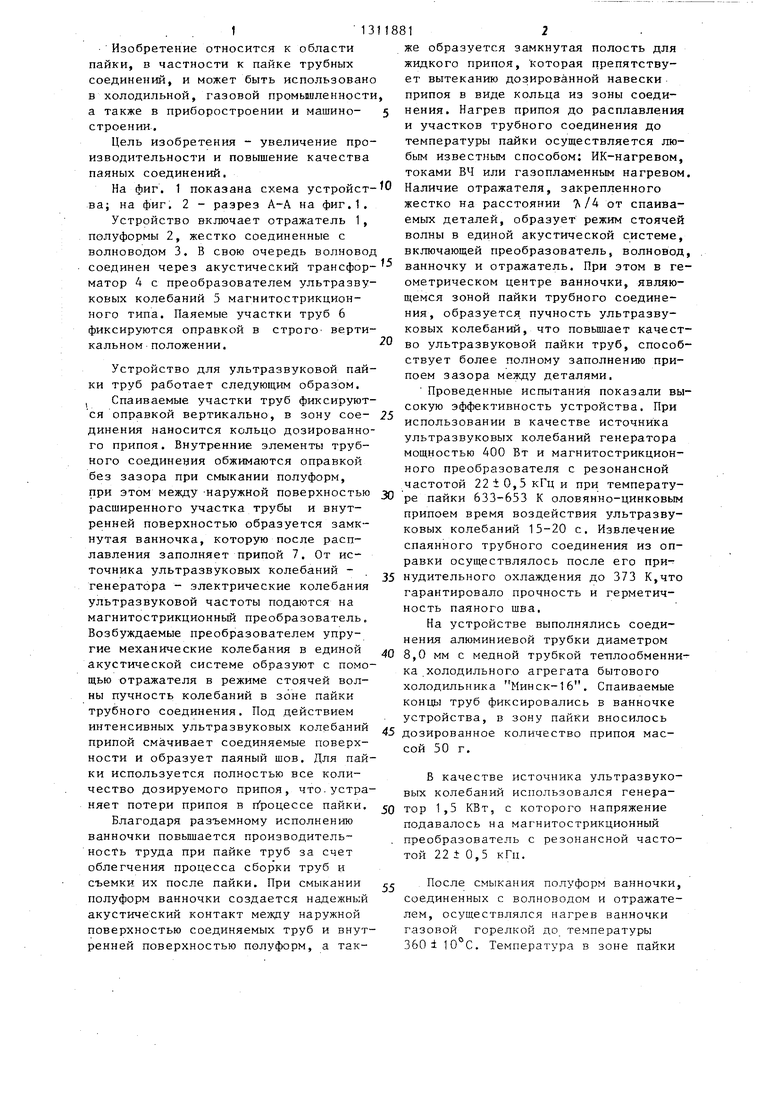

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2022734C1 |
| СПОСОБ УДАЛЕНИЯ ДЕФЕКТОВ В ПАЯНЫХ СОЕДИНЕНИЯХ | 2004 |
|
RU2284883C2 |
| Способ изготовления оптических деталей из стекла и устройство для его осуществления | 1982 |
|
SU1033451A1 |
| СКВАЖИННЫЙ АКУСТИЧЕСКИЙ ИЗЛУЧАТЕЛЬ | 2001 |
|
RU2196217C2 |
| Ультразвуковое устройство для лужения и пайки изделий | 1984 |
|
SU1197803A1 |
| Устройство для ультразвукового лужения и пайки изделий | 1984 |
|
SU1227385A1 |
| СПОСОБ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1972 |
|
SU337220A1 |
| Способ ультразвуковой пайки и лужения | 1980 |
|
SU893426A1 |
| Акустический волновод для волочения металла с применением ультразвуковых колебаний | 1982 |
|
SU1079329A1 |
| Устройство для волочения металла с наложением на инструмент ультразвуковых колебаний | 1988 |
|
SU1614878A1 |
Изобретение касается пайки, в частности устройств для ультразвуковой пайки труб. Целью изобретения является увеличение производительности и повьшение качества паяных соединений. В устройстве ванночка с припоем вьтолнена разъемной, одна половина ее жестко связана с волноводом, а другая - с отражателем и образует при смыкании единую акустическую систему. Центр ванночки находится на расстоянии, /4 от плоскости отражателя. Возбуждаемые упругие механические колебания в единой ак.ус- тической системе образуют с помощью отражателя в режиме стоячей волны пучность колебаний в зоне пайки трубного соединения. Благодаря разъемному выполнению ванночки повышается производительность труда при пайке труб за счет облегчения процесса сборки труб и съема их после пайки. Режим стоячей волны обеспечивается при размещении центра ванночки на расстоянии 71/4 от плоскости отражателя. 2 ил, 1 табл. (Л с эо эо
Редактор С.Патрушева
Составитель Л.Абросимова
Техред А.Кравчук Корректор М.Демчик
Заказ 1921/13 Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
