О.
vO . /
(Д
. /
сд
Од 2. Магазин деталей по п,1, о т л чающийся тем, что датчик наличия деталей на позиции подачи выполнен в виде источников света и фотоприемников, установленных вдоль 1 159761 ленты на участке расположения подаваиемых деталей, а выходы фотоприемников подключены к схеме ИЛИ, ВЫХОДЕ которой соединены с ключами.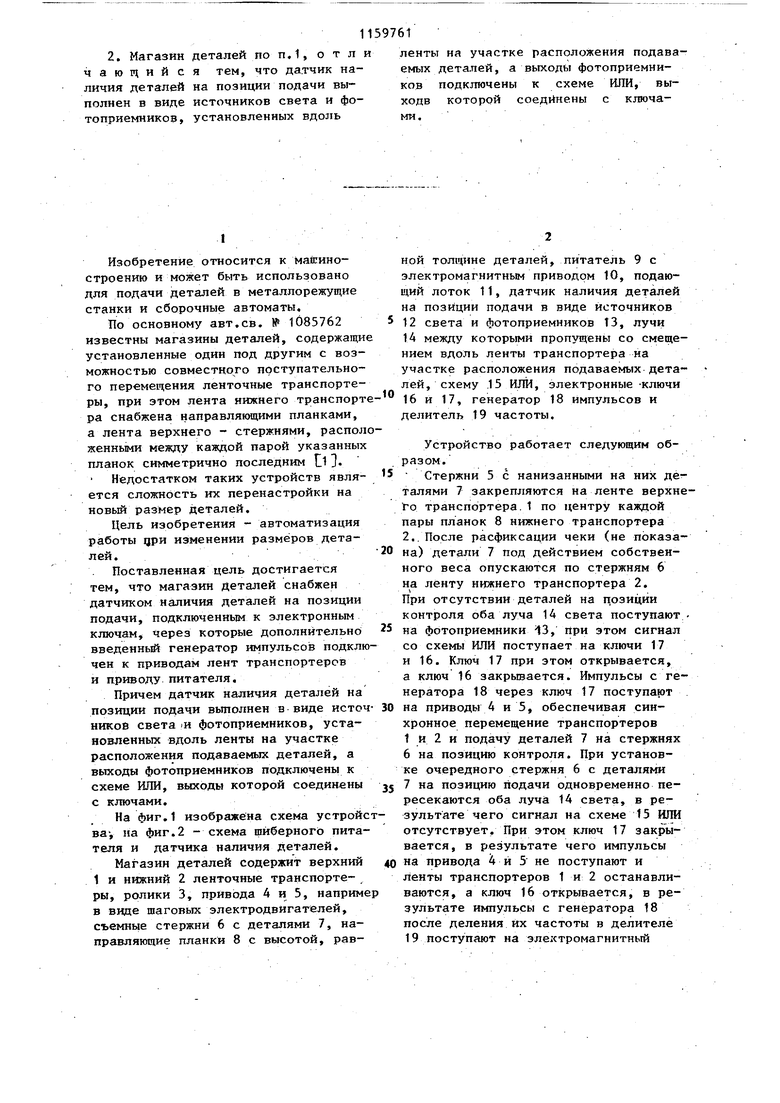

| название | год | авторы | номер документа |
|---|---|---|---|
| Магазин деталей | 1983 |
|
SU1159760A2 |
| Магазин деталей | 1982 |
|
SU1085762A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО СЧЕТА ЛЕГКИХДЕТАЛЕЙ | 1969 |
|
SU241801A1 |
| МНОГОКАНАЛЬНЫЙ ПРЕОБРАЗОВАТЕЛЬ УГОЛ-КОД | 1971 |
|
SU419935A1 |
| СХЕМА ТРАНСПОРТНОГО УСТРОЙСТВА АВТОМАТИЧЕСКОЙ ЛИНИИ С РАЗВЕТВЛЕННЫМ ПОТОКОМ | 1967 |
|
SU198869A1 |
| ПРЕОБРАЗОВАТЕЛЬ «УГОЛ — КОД» | 1972 |
|
SU429448A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ УГЛОВ НАКЛОНА ОБЪЕКТОВ | 1972 |
|
SU343145A1 |
| Устройство для счета изделий,перемещаемых конвейером | 1985 |
|
SU1265819A1 |
| Устройство для сортировки плоских предметов | 1984 |
|
SU1189514A2 |
| Устройство для контроля и учета времени вытягивания ленты стекла | 1981 |
|
SU959118A1 |
1. МАГАЗИН ДЕТАЛЕЙ по авт.св. 1085762, отличают. ии с я тем, что, с целью автоматизации работы при изменении размеров деталей, он снабжен датчиком наличия детален на позиции подачи, подключенным к электронным ключам, через которые дополнительно введенный .генератор импульсов подключен к приводам лент транспортеров и приводу питателя.
Изобретение относится к машиностроению и может быть использовано для подачи деталей в металлорежущие станки и сборочные автоматы. По основному авт.св. № 1085762 известны магазины деталей, содержащи установленные один под другим с возможностью совместно го поступательного перемещения ленточные транспортеры, при этом лента нижнего транспорт ра снабжена направляющими планками, а лента верхнего - стержнями, распол женными между каждой парой указанных планок симметрично последним Li. Недостатком таких устройств является сложность их перенастройки на новый размер деталей. Цель изобретения - автоматизация работы цри изменении размеров деталей. Поставленная цель достигается тем, что магазин деталей снабжен датчиком наличия деталей на позиции подачи, подключенным к электронным ключам, через которые дополнительно введенный генератор импульсов подкл чен к приводам лент транспортеров и приводу питателя. Причем датчик наличия деталей на позиции подачи вьтолнен в виде исто ников света 1И фотоприемников, установленных вдоль ленты на участке расположения подаваемых деталей, а выходы фотоприемников подключены к схеме ИЛИ, выходы которой соединены с ключами. На фиг.1 изображена схема устрой ва; на фиг.2 - схема щйберного пита теля и датчика наличия деталей. Магазин деталей содержит верхний 1 и нижний 2 ленточные транспортеры, ролики 3, привода 4 и 5, наприм в виде шаговых электродвигателей, съемные стержни 6 с деталями 7, направляющие планки 8 с высотой, равной толщине деталей, питатель 9 с электромагнитным приводом 10, подающий лоток 11, датчик наличия деталей на позиции подачи в виде источников 12 света и фотоприемников 13, лучи 14 между которыми пропущены со смещением вдоль ленты транспортера на участке расположения подаваемых-деталей, схему .15 ИЛИ, электронные -ключи 16 и 17, генератор 18 импульсов и делитель 19 частоты. Устройство работает следующим образом. Стержни 5 с нанизанными на них деталями 7 закрепляются на ленте верхнего транспортера.1 по центру каждой пары планок 8 нижнего транспортера 2.. После расфиксации чеки (не показана) детали 7 под действием собственного веса опускаются по стержням 6 на ленту нижнего транспортера 2. При отсутствии деталей на цозицйи контроля оба луча 14 света поступают . на фотоприемники 13, при этом сигнал со схемы ИЛИ поступает на ключи 17 и 16. Ключ 17 при этом открывается, а ключ 16 закрывается. Импульсы с генератора 18 через ключ 17 поступают на приводы 4 и 5, обеспечивая синхронное перемещение транспортеров 1 и 2 и подачу деталей 7 на стержнях 6на позицию контроля. При установке очередного стержня 6 с деталями 7на позицию подачи одновременно пересекаются оба луча 14 света, в результате чего сигнал на схеме 15 ИЛИ отсутствует. При этом ключ 17 закрывается, в результате чего импульсы на привода 4 и 5 не поступают и ленты транспортеров 1 и 2 останавливаются, а ключ 16 открывается, в результате импульсы с генератора 18 после деления их частоты в делителе 19 поступают на электромагнитный
привод 10 питателя 9, который подает детали 7 в лоток 11. При освобождении стержня 6 от деталей 7 лучи 14 света вновь поступают-на фотоприемники 13. В результате ключ вновь открывается, а ключ 16 закрывается, после чего
9 12 14
цикл перемещения лент и подачи деталей в лоток 11 повторяется.
Предлагаемый магазин деталей позволяет расширить функциональные возможности за счет бьгстрой перестройки на работу с новым размером деталей.
/J //
Фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Магазин деталей | 1982 |
|
SU1085762A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
