Изобретение относится к области счета и расфасовки на определенные партии деталей и готовых изделий с целью учета, организации производства и кооперированных поставок в машиностроении и приборостроении.
Известны два типа автоматов для расфасовки деталей: одни из них - периодического действия, осуществляющие отсчет детале:; в тару и прекращающие после этого подачу отсчитываемых деталей, другие - непрерывного действия, осуществляющие отсчет деталей в автоматически сменяемую тару.
Автоматы нервого типа являются более компактными, но- их производительность уступает производительности автоматов второго типа, так как у последних отсчет деталей или изделий осуществляется непрерывно.
Однако автоматы второго типа оказываются более громоздкими, так как в их состав входит уже транспортер, осуществляющий автоматическую смену тары.
Цель изобретения - получение высокой производительности расфасовки деталей или изделий при компактной конструкции автомата, предотвращение повторного отсчета деталей в заполненную тару и повыщение точности отсчитываемых партий при высокой производительности автомата за счет сочетания двухрежимной работы вибрационного питателя и специальной конструкции электромагнитной заслонки.
В предлагаемом устройстве, осуществляющем подачу деталей с помощью вибрационного питателя (отсчет установленных партий деталей ведется в промежуточную тару, установленную на транспортном устройстве периодического действия), транспортное устройство выполнено в виде карусели, периодически поворачивающейся вокруг оси вибрационного питателя. Таким образом, вибрационный питатель и транспортное устройство как бы составляют единый компактный механизм автомата. Такая компоновка узлов обеспечивает максимальное использование объема автомата и, следовательно, значительно уменьщает его габар1гты. Вместе с тем значительно упрощается обслуживание автомата, так как промежуточная тара после освобождения устанавливается на то же место и автоматически подается на позицию расфасовки каруселью.
Для предотвращения повторного отсчета деталей в уже заполненную промежуточную тару или подачи деталей при отсзтствии тары на
каждой позиции карусели установлено механическое запоминающее устройство. Идея работы устр011ства заключается в том, что после прохождения позиции расфасовки тара выдвигается из своего гнезда и фиксируется в этом
зиции блокирующий механизм будет одинаково реагировать как на отсутствие тары, так и на выдвинутую тару, и нри нодаче соответствующей команды останавливают автомат. Следовательно, после прохождения позиции расфасовки тара должна быть освобождена и принудительно вставлена в свое гнездо. Запоминающее устройство содержит всего лишь два подпружиненных рычага на каждой позиции, управляемых двумя неподвижными кулачками. Над конечным выключателем на всю систему проходят концы рычагов.
Для увеличения производительности автомат работает непрерывно, однако в период перемещения тары отсчет деталей осуществляется в карман-накопитель, образованный электромагнитной заслонкой и стенкой наиравляюHiero лотка-склиза. После подачи тары заслоика открывается и отсчитанные детали высыпаются в подошедшую тару, а остальные детали отсчитываемой партии непосредственно следуют в тару.
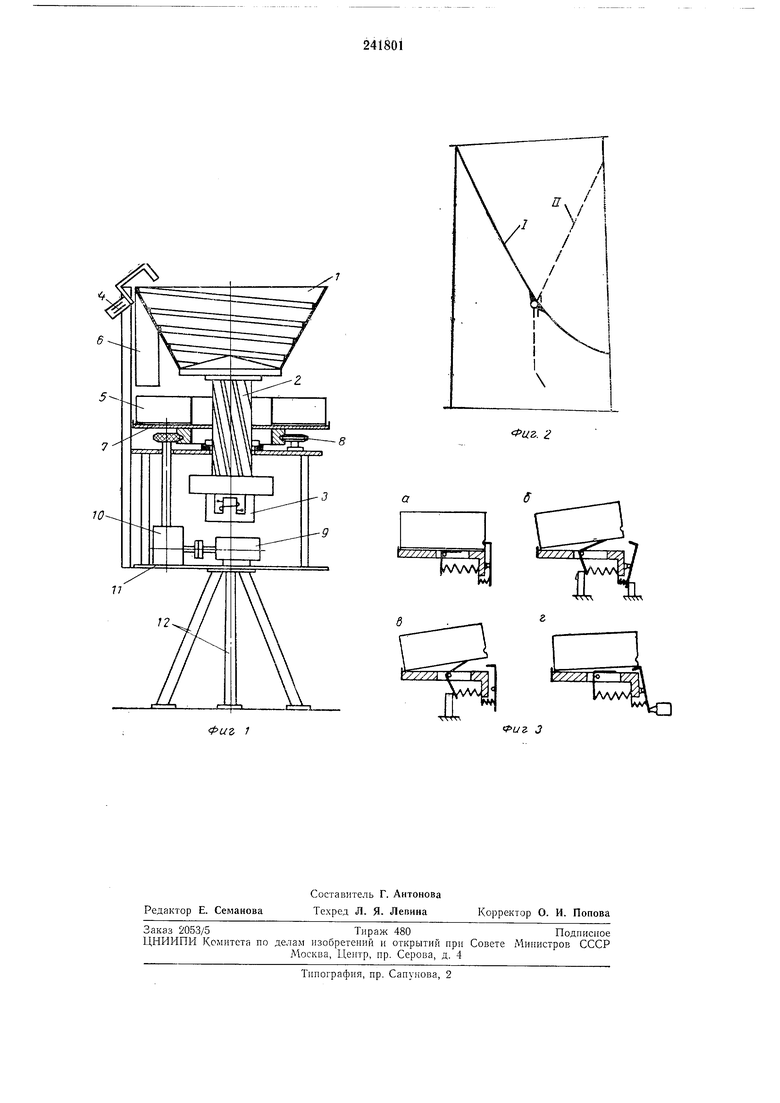
На фиг. 1 показана общая компоновка узлов описываемого устройства; на фиг. 2 - схема работы электромагнитной заслонки; на фиг. 3 - схема последовательной работы запоминающего механизма.
Автомат для счета и расфасовки дискообразных деталей или изделий функционально содерлсит механизм поштучной выдачи считываемых деталей на нозицию счета, датчик, счетный блок, механизм управления автоматом, транспортер периодического действия с промежуточной тарой.
В качестве механизма поштучной выдачи деталей в автомате применен вибрационный питатель 1, имеющий нодвеску 2 и электромагнитный привод 3. Такой питатель обеспечивает высокую производительность, неповреждаемость деталей и прост в управлении.
На выходе из вибрационного питателя установлен фотоэлектрический датчик 4, осуществляющий генерацию электрических импульсов при пересечении считываемыми деталями светового луча фотодатчика. Генерируемые фотодатчиком электрические импульсы регистрируются электронным счетным блоком, вмонтированным в автомат. Счетный блок автомата подает команды электронному механизму управления, который производит все необходимые переключения режимов работы автомата.
Для направления отсчитанных деталей в приемную нромежугочную тару 5 служит закрытый лоток-склиз 6 с размещенной в нем электромагнитной заслонкой. Промежуточная тара, выполненная в виде секторных коробок, установлена на транспортере периодического действия (карусели) 7, онираюгцейся на три опорных ролика 8. Привод (поворот) карусели 7 осуществляется электродвигателем 9 через червячный редуктор 10. , Вся конструкция монтируется на нижней плите 11, стоящей на трех ногах /2.
в виде двух подпружиненных рычагов и проверяющий наличие тары иа позиции.
Работа устройства заключается в следующемДетали или изделия, подлежащие счету, загружаются навалом в чашу питателя /, откуда они под действием направленной вибрации, создаваемой электромагнитным приводом 3 и комбинированной упругой подвеской 2, но наклонному лотку конической чаши подаются поштучно на позицию счета. На нозиции счета каждая деталь пересекает луч датчика 4 и по закрытому лотку-склизу б нопадает в приемиую тару 5.
Световые (тепевые) импульсы преобразуются фотодатчиком в электрические. Затем электрические импульсы поступают на вход электронного счетного устройства, и осуществляется счет и регистрация этих импульсов, а следовательно, и количества деталей, прошедших в приемную тару.
За десять деталей до конца установленной партии механизм управления переключает вибрационный питатель на замедленный режим, и последние детали отсчитываемой партии выходят из иитателя с малой скоростью, чем зиачительно новышается точность расфасовки.
Во время отсчета партии электромагнитная
заслонка, находящаяся в закрытом лоткесклизе 6, занимает положение // (см. фиг- 2). После отсчета очередной партии (размер которой устаиавливается дозатором механизма управления) электромагнитная заслонка перебрасывается в положение У. Тогда заслонка и лоток образуют своеобразный карман, куда начинают накапливаться отсчитываемые детали следующей партии. В это время транснортер осуществляет смену промежуточной тары,
т. е. поворачивается на угол, обеспечивающий подход следующей тары 5 под лоток-склиз 6. После окончания поворота карусели заслонка вновь перебрасывается в положение // и накопленные в «кармане детали нроваливаются
в подошедшую тару. Последующий же поток отсчитываемых деталей следует ио лоткусклизу 6 в тару 5 непосредственно. И так вновь до отсчета заданной нартии.
Таким образом, отсчет деталей или изделий
осуществляется ненрерывно, чем значительно повышается производительность автомата.
После поворота карусели промежуточная тара снимается с нее, и отсчитанные детали высыиаются в окончательную унаковочную тару, а промежуточная тара 5 устанавливается на свое место на карусели. Комионовка транспортера в виде карусели кроме уменьшения габаритов автомата значительно увеличивает удобство обслул ивания. Для предотвращения
поворотного отсчета деталей в ту же нромежуточную тару и для предотвращения подачи деталей ири отсутствии тары на рабочей нозиции на каждой иозиции карусели установлено механическое запоминающее устройство, котоключает вибрационный питатель, если коробка не была освобождена или ие иоставлеиа на место.
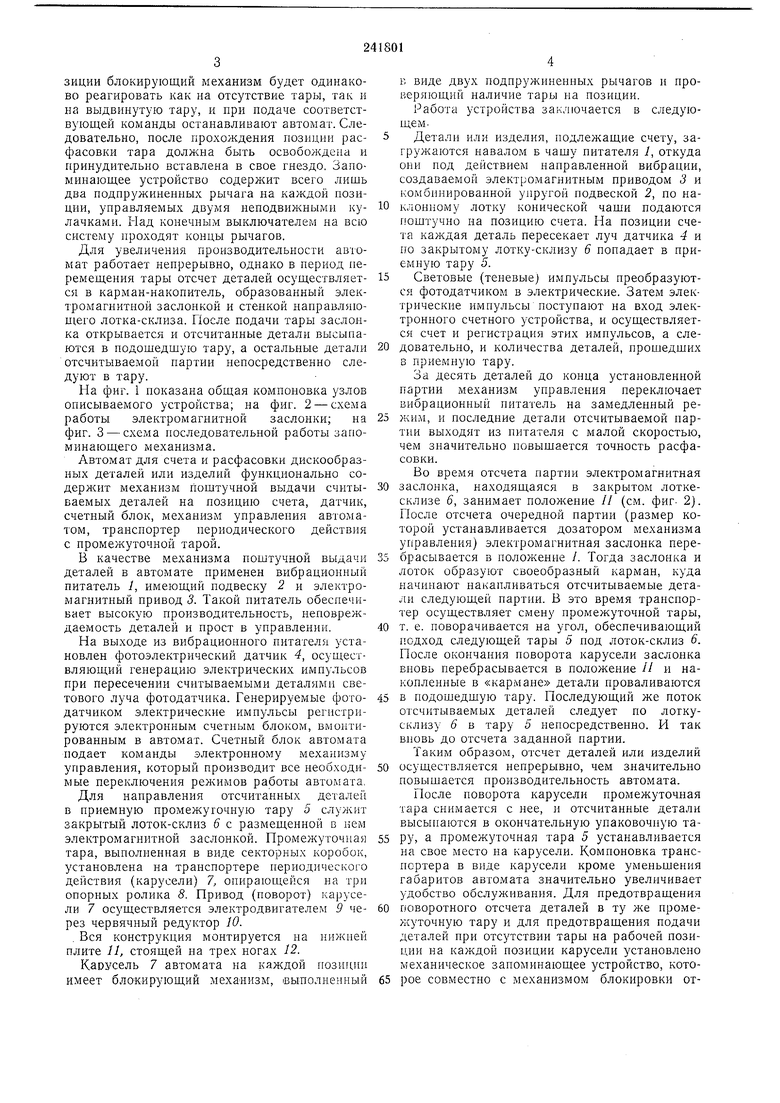
Во время нахождения тары на рабочей иозиции (см- фиг. 3,а) оба рычага механизма запоминания находятся в исходном положении, т. е. нижний рычаг опущен под коробкой, а боковой рычаг находится в ее гнезде, опираясь па боковую стенку. Во время ухода с рабочей позиции рычаги механизма наезжают на неподвижные кулачки (см. фиг. 3,6). При этом боковой рычаг освобождает коробку, а нижний рычаг поднимает ее. Затем кулачок освобождает боковой рычаг, и он возвращается в исходное ноложение (см. фиг. 3,в).При дальнейшем движении карусели освобождается нижний рычаг и коробка опускается, которая не может стать в исходное положение, так как боковой рычаг зашел под нее. Теперь коробка должна быть снята, освобождена и принудительно вставлена на место, при этом боковой рычаг отжимается ее стенкой. Если этого не будет сделано, то нри подходе к рабочей позиции боковой рычаг своим концом нажимает на
конечный выключатель и тем самым останавливав г в.ибрационный иитатель (см. фиг. 3,г). То же самое происходит, если коробка будет и не поставлена на место. Если же освобождеиная коробка будет установлена на место, то она отжимает боковой рычаг, и его второй конец не заденет выключателя, и следовательно, автомат будет работать непрерывно.
10
Предмет изобретения
Устройство для автоматпческого счета легких деталей, содержащее вибрационный питатель с электромагнитным приводом, датчик,
счетный блок, транспортный механизм и лоток, отличающееся тем, что, с целью новышения производительности и упрощения устройства, в нем транспортный механизм выполнен в виде установленной с помощью опорных роликов
на периферии вибрационного иитателя поворотной карусели с ячейками, в каждой из которых расположены подпружиненные рычаги, связанные с нриводо:) питателя, а лоток снабжен электромагнитной заслонкой.
Риг. 2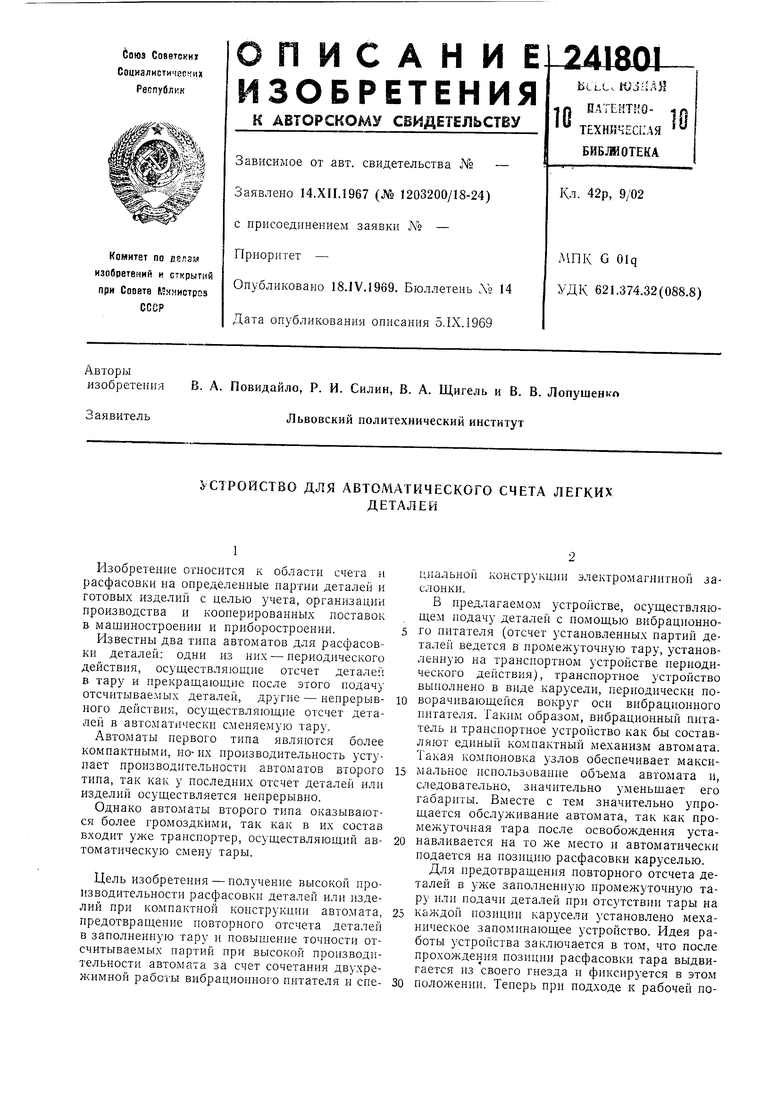
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБОК И УПАКОВКИ В НИХ ШТУЧНЫХ ИЗДЕЛИЙ ГРУППАМИ | 1965 |
|
SU172673A1 |
| АВТОМАТ ДЛЯ РАСФАСОВКИ И УПАКОВКИ В ТАРУ СЫПУЧИХ МАТЕРИАЛОВ | 1971 |
|
SU315652A1 |
| Автомат для изготовления деталей стержневого типа с головками | 1976 |
|
SU659274A1 |
| УСТРОЙСТВО для ОРИЕНТАЦИИ ЗАПИРАЮЩЕГО СЛОЯ ЗАГОТОВОК СЕЛЕНОВЫХ ЭЛЕМЕНТОВ К АВТОМАТУСОРТИРОВКИ | 1963 |
|
SU155560A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ В ТАРУ ШТУЧНЫХ ПРЕДМЕТОВ ПРЯМОУГОЛЬНОЙ ФОРМЫ | 1972 |
|
SU335166A1 |
| Устройство для счета плоских деталей | 1987 |
|
SU1425742A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ОТСЧЕТА ДЕТАЛЕЙ | 1970 |
|
SU260985A1 |
| АВТОМАТИЧЕСКИЙ СЧЕТЧИК ШТУЧНЫХ ПРЕДМЕТОВ | 1969 |
|
SU238911A1 |
| Устройство для счета изделий | 1988 |
|
SU1596361A1 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |