Известны транспортные устройства автоматической линии с разветвленным потоком для обработки деталей типа шестерен н фланцев, содержащие магазин-накопитель, подъемник, подводящие и отводящие ленточные транспортеры, лотки и пневматическую систему управления.
Предложенная схема транснортного устройства отличается тем, что в зависимости ог количества поступающих заготовок и производительности каждого из станков, пневматические датчики минимальной загрузки, соединяющие с атмосферой рабочие полости всех предыдущих цилиндров лотковых заслонок станков и магазина-накопителя при отсутствии заготовок в лотке, выполнены нормально открытыми, а пневматические датчики максимальной загрузки, соединяющие с атмосферой рабочие полости цилиндров привода заслонки своего лотка при полной загрузке лотка, выполнены нормально закрытыми.
Предлагаемая схема обеспечивает автО матическое распределение потока заготовок между параллельно работающими станками и магазином-накопителем.
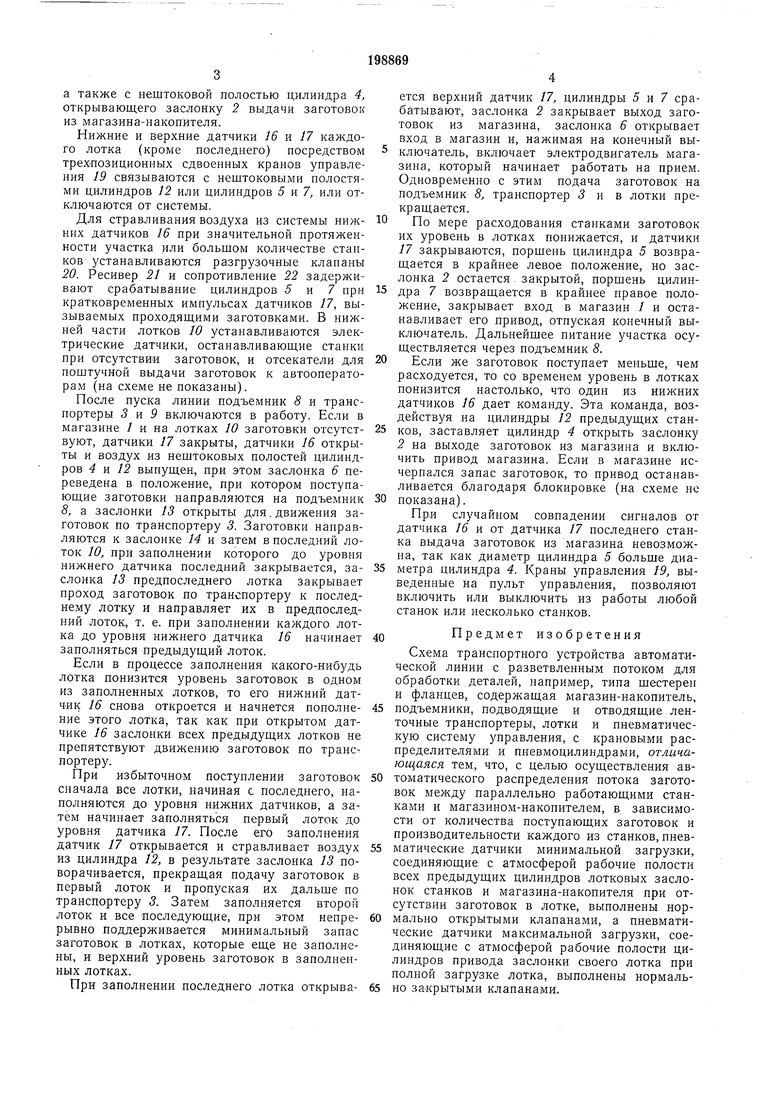
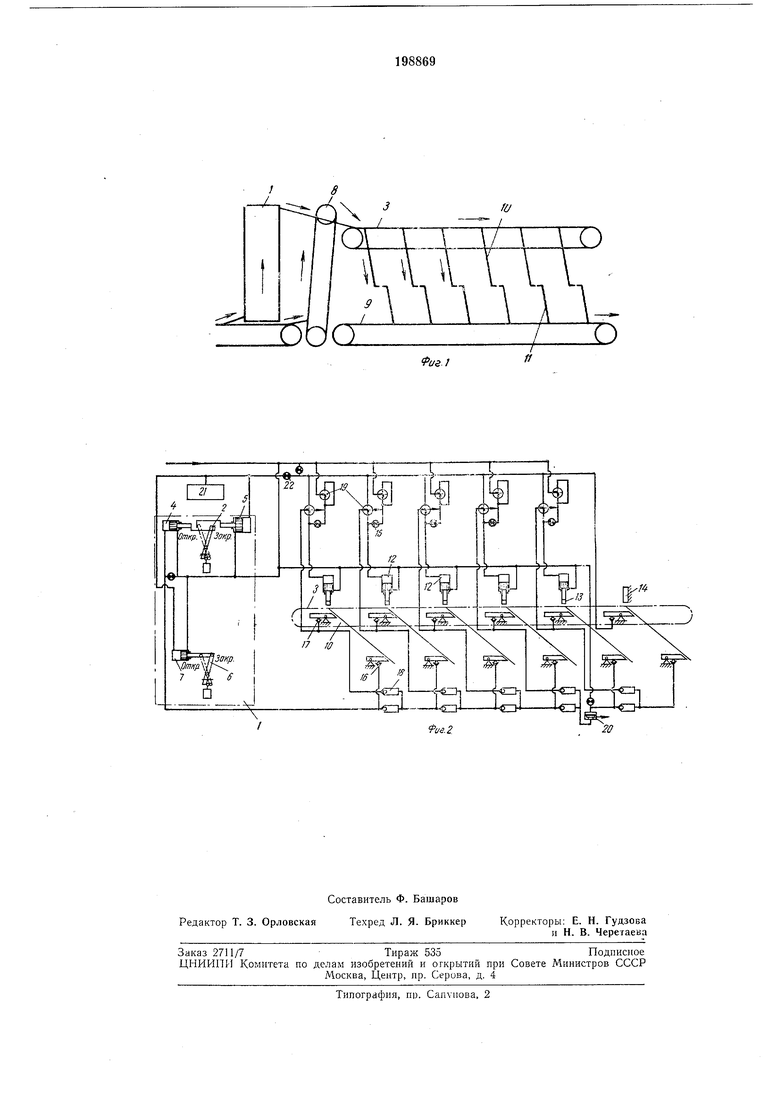
На фиг. 1 ноказана предлагаемая схема транснортиого устройства автоматической линии с разветвленным потоком; на фиг. 2 - схема пневматической решающей системы управлення потоком заготовок.
Транспортное устройство содержит магазин-накопитель 1 с заслонкой 2 на выходе, запоминающей команду, выдающей заготовки на верхний подводящий транспортер 3 и переключаемой двумя дифференциальными пневмоцилнндрами 4 н 5 различного диаметра, и с заслонкой 6 на входе, управляемой дифференциальным пневмоцилиндром 7, а также подъемник 8, отводящий ленточный транспортер 9, подводящие 10 и отводящие 11 лотки, автооператоры н устройства для объединения потоков (на схеме не показаны) .
Дифференциальные нневмоцилиндры 12, расноложенные на верхнем транспортере 3, переключают заслонки 13 унравлення потоком заготовок,. установленные у входа в лотки 10 (кроме неподвижной заслонки 14 перед последиим лотком). Штоковые полости цилиндров 12 соединены непосредственно с сетью сжатого воздуха, а нештоковые - через сонротивления 15.
На подводящих лотках 10 внизу смонтированы нормально открытые датчики 16 минимальной загрузки в виде шарикового клапана, вверху на тех же лотках установлены датчики 17, нормально закрытые нри полной загрузке лотка заготовками. Датчики 16 всех подводящих лотков 10 соединяются между собой (трубопроводом с обратными клапанами /S, расположенными между датчиками).
а также с нештоковой полостью цилиндра 4, открывающего заслонку 2 выдачи заготовок из магазина-накопителя.
Нижние и верхние датчики 16 и 17 каждого лотка (кроме последнего) посредством трехпозиционных сдвоенных кранов упра:вления 19 связываются с нештоковыми полостями цилиндров 12 или цилиндров 5 и 7, или отключаются от системы.
Для стравливания воздуха из системы нижних датчиков 16 при значительной протяженности участка или большом количестве станков устанавливаются разгрузочные клананы 20. Ресивер 21 и сопротивление 22 задерживают срабатывание цилиндров 5 и 7 ори кратковременных импульсах датчиков 17, вызываемых проходящими заготовками. В нижней части лотков 10 устанавливаются электрические датчики, останавливающие станки при отсутствии заготовок, и отсекатели для поштучной выдачи заготовок к автооператорам (на схеме не показаны).
После пуска линии подъемник 8 и транспортеры 5 и 9 включаются в работу. Если в магазине / и на лотках 10 заготовки отсутствуют, датчики 17 закрыты, датчики 16 открыты и воздух из нештоковых полостей цилиндров 4 и 12 выпущен, при этом заслонка 6 переведена в положение, при котором поступающие заготовки направляются на подъемник 8, а заслонки 13 открыты для. движения заготовок по транспортеру 3. Заготовки направляются к заслонке 14 и затем в последний лоток 10, при заполнении которого до уровня нижнего датчика последний закрывается, заслонка 13 предпоследнего лотка закрывает проход заготовок по транспортеру к последнему лотку и направляет их в предпоследний лоток, т. е. при заполнении каждого лотка до уровня нижнего датчика 16 начинает заполняться предыдущий лоток.
Если в процессе заполнения какого-нибудь лотка понизится уровень заготовок в одном из заполненных лотков, то его нижний датЧИК 16 снова откроется и начнется пополнение этого лотка, так как пр.и открытом датчике 16 заслонки всех предыдущих лотков не препятствуют движению заготовок по транспортеру.
При избыточном поступлении заготовок сначала все лотки, начиная с последнего, наполняются до уровня нижних датчиков, а затем начинает заполняться первый лоток до уровня датчика 17. После его заполнения датчик 17 открывается и стравливает воздух из цилиндра 12, в результате заслонка 13 поворачивается, прекращая подачу заготовок в первый лоток и пропуская их дальше по транспортеру 3. Затем заполняется второй лоток и все последующие, при этом непрерывно поддерживается минимальный запас заготовок в лотках, которые еще не заполнены, и верхний уровень заготовок в заполпенных лотках.
ется верхний датчик 17, цилиндры 5 и 7 срабатывают, заслонка 2 закрывает выход заготовок из магазина, заслонка 6 открывает вход в магазин и, нажимая на конечный выключатель, включает электродвигатель магазина, который начинает работать на прием. Одновременно с этим подача заготовок на подъемник 8, транспортер 3 и в лотки прекращается.
По мере расходования станками заготовок их уровень в лотках понижается, и датчики 17 закрываются, поршень цилиндра 5 возвращается в крайнее левое положение, но заслонка 2 остается . закрытой, поршень цилиндра 7 возвращается в крайнее правое положение, закрывает вход в магазин / и останавливает его привод, отпуская конечный выключатель. Дальнейшее питание участка осуществляется через подъемник 8.
Если же заготовок поступает меньше, чем расходуется, то со временем уровень в лотках понизится настолько, что один из нижних датчиков 16 дает команду. Эта команда, воздействуя на цилиндры 12 предыдущих станков, заставляет цилиндр 4 открыть заслонку 2 на выходе заготовок из магазина и включить привод магазина. Если в магазине исчерпался запас заготовок, то привод останавливается благодаря блокировке (на схеме не
показана).
При случайном совпадении сигналов от датчика 16 и от датчика /7 последнего станка выдача заготовок из магазина невозможна, так как диаметр цилиндра 5 больше диаметра цилиндра 4. Краны управления 19, выведенные на пульт управления, позволяют включить или выключить из работы любой станок или несколько станков.
Предмет изобретения
Схема транспортного устройства автоматической линии с разветвленным потоком для обработки деталей, например, типа шестерен и фланцев, содержащая магазин-накопитель,
подъемники, подводящие и отводящие ленточные транспортеры, лотки и пневматическую систему управления, с крановыми распределителями и пневмоцилиндрами, отличающаяся тем, что, с целью осуществления автоматического распределения потока заготовок между параллельно работающими станками и магазином-накопителем, в зависимости от количества поступающих заготовок и производительности каждого из станков,пневматические датчики минимальной загрузки, соединяющие с атмосферой рабочие полости всех предыдущих цилиндров лотковых заслонок станков и магазина-накопителя при отсутствии заготовок в лотке, выполнены нормально открытыми клапанами, а пневматические датчики максимальной загрузки, соединяющие с атмосферой рабочие полости цилиндров привода заслонки своего лотка при полной загрузке лотка, выполнены нормаль {J
«Ttr
1 Lli
ff
Физ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ загрузки заготовок | 1970 |
|
SU577324A1 |
| Автоматическая линия для механической обработки деталей типа валов | 1990 |
|
SU1791099A1 |
| Автоматическая поточная линия для транспортировки деталей | 1952 |
|
SU98523A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Автоматическая станочная линия | 1956 |
|
SU107719A1 |
| Устройство для загрузки и выгрузки деталей для бесцентрово-шлифовального станка | 1983 |
|
SU1159759A1 |
| Устройство для поштучной выдачидЕТАлЕй | 1979 |
|
SU841913A1 |
| Загрузочное устройство | 1985 |
|
SU1301638A1 |
| Автоматическая линия для развальцовки втулок | 1990 |
|
SU1782691A1 |
| Загрузочно-разгрузочное устройство | 1987 |
|
SU1465252A1 |
p
