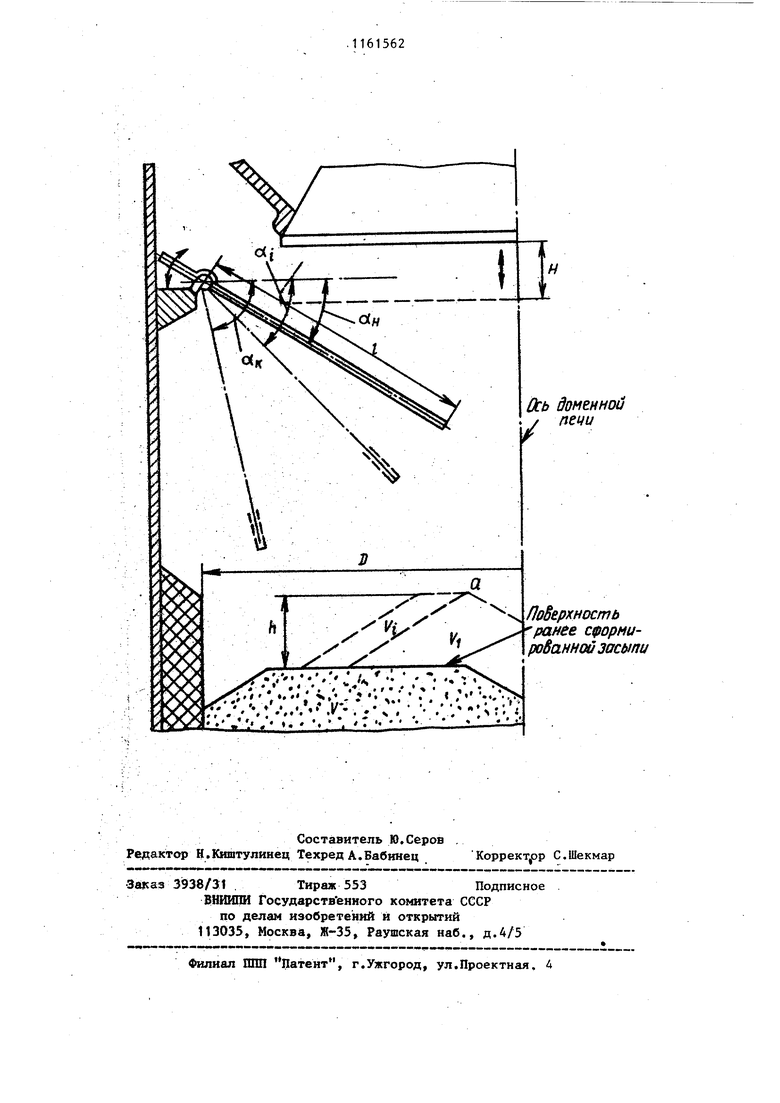
1 Изобретение относится к черной металлургии, а именно к доменному (Производству, и может быть использо вано для загрузки доменных печей. Цель изобретения - снижение расхода кокса за счет достижения равно мерного распределения шихты на колошнике в течение более короткого о резка времени. Благодаря тому, что угол наклона сегментных плит плавно изменяется пропорционально количеству (объему) шихтового материала, прошедшего через кольцевую щель засыпного аппара та, в каждую из концентричных кольцевых зон поверхности колошника, им ющих различные радиусы (взятые от оси доменной печи), укладывается объем шихтового материала, пропорци ональный удалению кольцевой зоны от оси печи. Поэтому на поверхности ко лошника за одно открывание конусног затвора засыпного аппарата формируется засыпь, имеющая одинаковую тол щину и горизонтальную поверхность. Для получения засыпи с горизонтальной поверхностью и одинаковой толщиной засыпанного слоя, сформиро ванной за один цикл плавного изменения угла наклона сегментных плит относительно горизонтальной плоскос ти от минимального (c(f) до максимального (с() значения, необходимо, чтобы в каждую кольцевую зону укладывался объем шихты, пропорциональный длине ее средней линии. На чертеже показана схема загруз ки шихты. Первоначально, при минимальной производительности конусного затвора, начинают производить загрузку меньшей lio площади кольцевой зоны (центральной) колошника, предварительно установив для этого сегментные плиты под углом (/н) равным 32-36, При таких значениях угла с(ц обеспечивается посредством сегментных плит с минимальными геометрическими параметрами Р беспрепятственная подача шихты в центральную зону колошника. По истечению отрезка времени 1 , после формирования в центральной зоне колошника кольце вой засыпи V| (поверхность засыпи показана пунктирной линией) с гребнем а, расположенным на расстоянии п от поверхности ранее уложенно 622 го слоя V , начинают производить подгрузку соседней кольцевой зоны. Толщина ft укладываемого слоя рассчитывается исходя из условия обеспечеНИН равномерного рассредоточения порции шихты по всей площади колошника. Высота м, где Vn - объем порции материала, подаваемый в печь за одно открывание конусного затвоpa засьтного аппарата, м , D - диаметр колошника, н. Как показал анализ пропускной способности засыпных аппаратов с различнь «1 геометрическими параметрами, проведенный на основании методики, объем шихты, необходимый для формирования кольцевой засыпи «V , подается в печь из межконусного пространства в течение 40-50.% времени полного их опорожнения (t ф,0-0,50), Т,с ). После заполнения центральной зоны колошника начинают плавно увеличивать пропорционально расходу материала через кольцевую щель засып,ного аппарата угол наклона сегментных плит в соответствии с зависимостью . I , t град (данная зависимость получе,на на основании анализа расхода шихтового материала через конусные затворы типовых засыпных аппаратов (К-31-А200, К-33-4800, К-21-5000, К-23-540Р, К-22- 6200) с учетом изменения скорости ссыпания материала в функции переменного расходного сечения, а также с учетом изменения геометрических параметров подгружаемых кольцевых зон колошника. В ре;3ультате этого в средней и перифе1РИЙНОЙ кольцевых зонах колошника формируются кольцевые засыпи V , поверхность которых удалена на одинаковом расстоянии Ь от ловерхности ранее уложенного слоя шихты. Пример. Загрузка осуществляется путем автоматического изменения угла наклона сегментных в период опорожнения межконусного пространства. Первоначально устанавливают сегментные плиты под углом с( 36 и затем открывают конусный затвор засыпного аппарата. Согласно исследованиям по истечению отрезка времени t с (что состакляет около 46% отрезка времени от момента начала открывания конусного затвора до момента полного опорожнени межконусногопространства ,46 из межконусного пространства истека ет шихтовь материал в объеме 4,6 м Уровень, сформированный при этом, кольцевой засыпи превышает уровень предыдущей засыпи на величину Ь ,9 м. Толщина укладываемого слоя Ь определена исходя из условия обе печения равномерного распределения порции шихты в объеме, равном объем четырех скипов по всей площади колошника. После заполнения центральной зоны одновременно включают приводы синхронного перемещения сегментных плит, которые начинают плавно перемещать последние, увеличивая их уго наклона в соответствии с зависимостью d 3б.+8,3 -t град (данная зависимость получена на основании математического анализа расхода шихто вого материала через кольцевую щель конусного затвора засыпного аппарата К-ЗЗ-АВОО с учетом изменения ско рости ссыпания шихты в функции расходного сечения кольцевой щели, а также с учетом изменения площадей подгружаемых кольцевых зон колошника) . В результате этого шихтовый ма териал, сходящий с поверхности сегментных плит, укладывается в среднюю, а затем периферийную кольцевые зоны колошника в количествах, пропорциональных удалению этих зон от оси печи. Загрузка периферго1но 1 .зоны колошника заканчивается по истечению отрезка времени ,8 с, при этом сегментные плиты остановятся под углом о( 80 (величина с|( к зависит от конструктивных особенностей распределительного узла), Таким образом, засыпь, сформированная за отрезок времени Т- t 5,3 с (при прохождении сегментными плитами полного цикла изменения угла наклона от df до c, ), будет иметь одинаковую толщину 0,9 м и горизонтальную поверхность. Подавая шихту на колошник предлагаемым способом, можно в течение более короткого отрезка времени по сравнению с существующими способами загрузки сформировать на поверхности колошника засыпь с горизонтальной поверхностью и одинаковой толщиной по сечению колошника. В результате использования способа загрузки доменной печи можно добиться снижения расхода кокса за счет достижения равномерного распр деления шихты в течение более короткого отрезка времени, что, как следствие, приводит к значительному улучшению технико-экономических показателей доменной плавки. Применение такого способа загрузки на доменной печи объемом 2000 м позволяет получить годовой экономический эффект в размере 286 тыс.руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подачи шихты в межконусное пространство загрузочного устройства доменной печи | 1981 |
|
SU1020435A1 |
| Засыпной аппарат доменной печи | 1984 |
|
SU1252344A1 |
| Засыпной аппарат доменной печи | 1983 |
|
SU1122701A1 |
| Засыпной аппарат доменной печи | 1983 |
|
SU1079669A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО ДОМЕННОЙ ПЕЧИ | 2005 |
|
RU2312152C2 |
| Засыпной аппарат доменной печи | 1981 |
|
SU947192A1 |
| Засыпной аппарат доменной печи | 1984 |
|
SU1227685A1 |
| Газовый затвор загрузочного устройства доменной печи | 1982 |
|
SU1036747A1 |
| Засыпной аппарат доменной печи | 1980 |
|
SU908815A1 |
| Загрузочное устройство доменной печи | 1981 |
|
SU973619A1 |
СПОСОБ ЗАГРУЗКИ ДОМЕННОЙ ПЕЧИ, включающий подачу шихтового материала в межконусное пространство и распределение материала в процессе его выгрузки на поверхность колошника путем изменения угла наклона расположенных в печи сегментных плит нижнего распределительного узла относительно горизонтальной плоскости, отличающийся тем, что, с целью снижения расхода кокса за счет достижения равномерного распределения шихты на поверхности колошника за короткий отрезок времени, перед выпуском материала из межконусного пространства сегментные плиты устанавливают под углом 32-36 и оставляют его неизменным в течение 40-50% времени опорожнения межконусного пространства, после чего угол наклона плит ot плавно увеличивают до 70-80 по зависимости Н d(.ot, t-i T-tH где c(f начальный и конечный углы установки сегментных плит, град, Т - отрезок времени от нача1ла открывания конусного (Л затвора до момента полного опорожнения межконусного пространства,сj tn - отрезок времени от нача ла открывания конусного затвора до момента начала перемещения сегментных плит, с о t-i - текзпцее значение времени i начиная от момента ел начала перемещения сегО5 ментных плит, с. to
| Засыпной аппарат доменной печи | 1980 |
|
SU908815A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Готлиб А.Д | |||
| Доменный процесс | |||
| М. | |||
| Металлургия, 1966 | |||
| Загрузочное устройство доменной печи | 1976 |
|
SU585214A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
