S5
fi
00
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для лужения выводов радиоэлементов | 1990 |
|
SU1787717A1 |
| Машина для лужения радиаторных трубок | 1949 |
|
SU87599A1 |
| Способ и приспособление для устранения прилипания, при лужении железных листов, хлористого цинка к листам | 1933 |
|
SU36749A1 |
| Способ предотвращения вытекания олова из лудильной ванны при непрерывном лужении стальной ленты и устройство для осуществления этого способа | 1950 |
|
SU95384A1 |
| СТИРАЛЬНАЯ МАШИНА | 2003 |
|
RU2258777C1 |
| Способ лужения | 1982 |
|
SU1016097A1 |
| СПОСОБ ЛИТЬЯ ПРОВОЛОКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2467827C1 |
| УСТРОЙСТВО ДЛЯ ДЕГАЗАЦИИ ВЕЩЕСТВА | 2012 |
|
RU2496549C1 |
| ДВУХВАННАЯ ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2015 |
|
RU2610641C1 |
| ПЛОСКОЕ СОПЛО ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ | 2010 |
|
RU2445486C1 |
ВАННА ДЛЯ ЛУЖЕШМ ПРОВОЛОКИ, содержащая теплоизолированный корпус с крышкой, на которой размещены лудильные калибры, нагревательные элементы и размещенные на противоположных стенках щелевые патрубки для подсоединения вакуумного и нагнетательного оборудования, отличающаяся тем; что, с целью устранения разбрызгивания лудильного состава потоком защитного газа, патрубки снабжены двухпозиционными кранами и выполнены с возможностью регулирования по ширине и высоте расположения над зеркалом лудильного состава. (Л /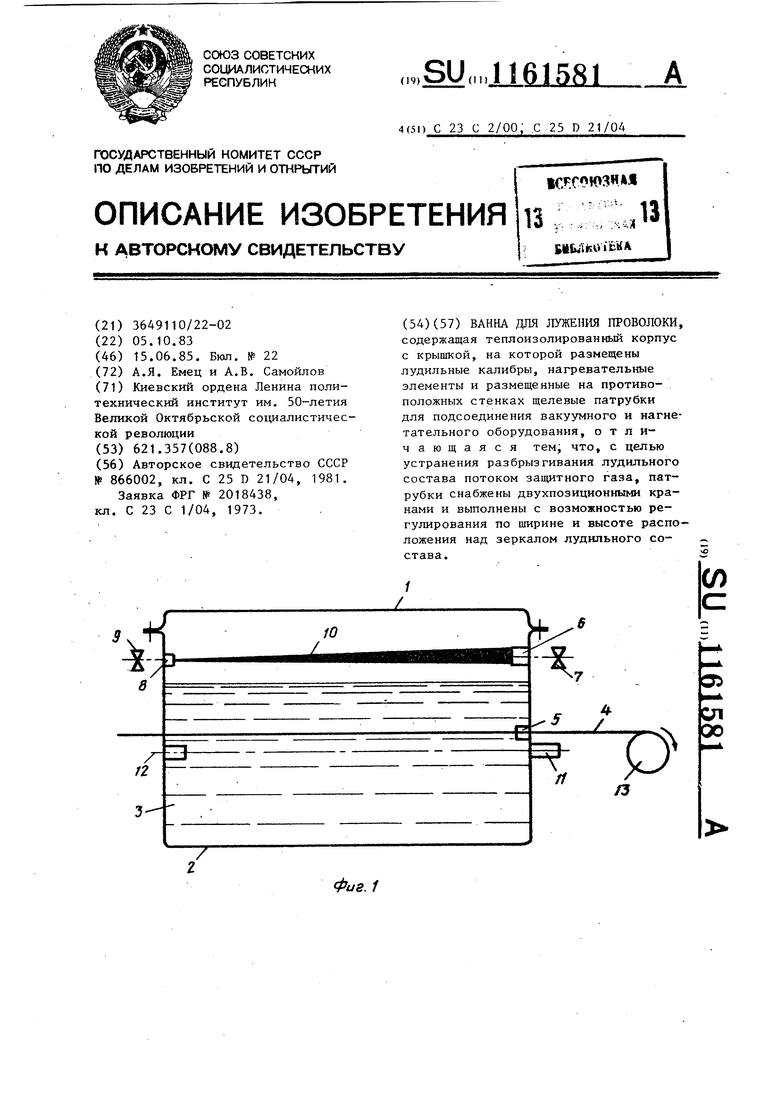
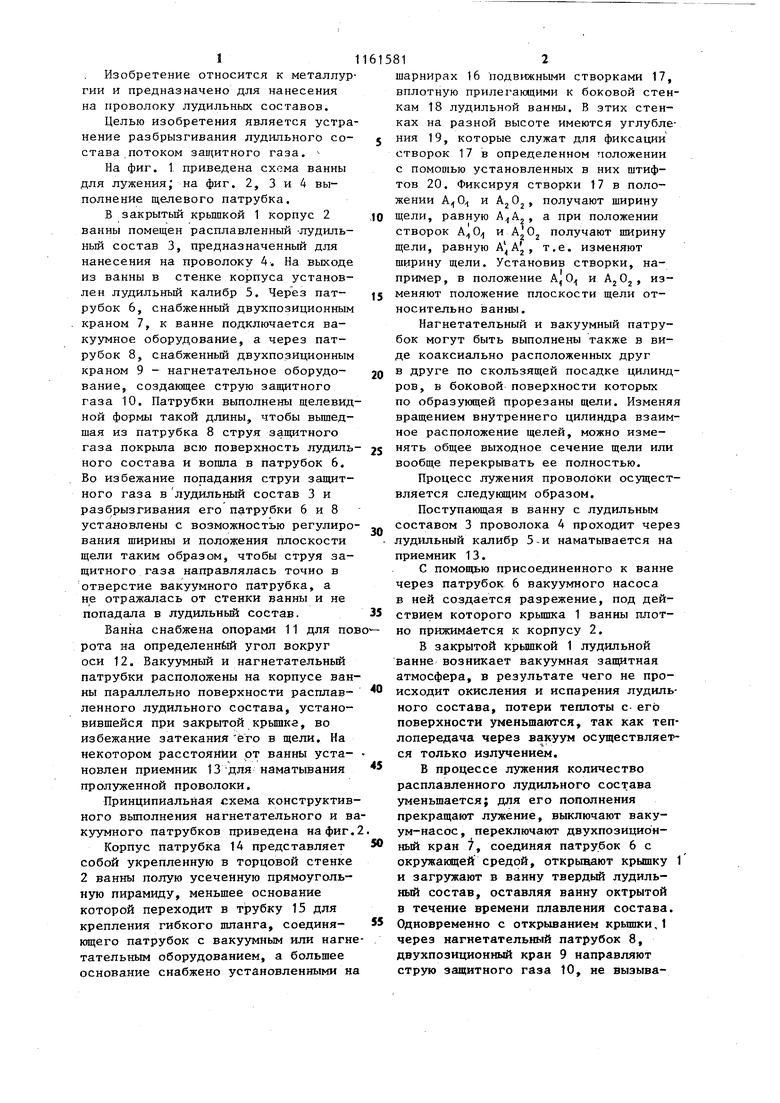
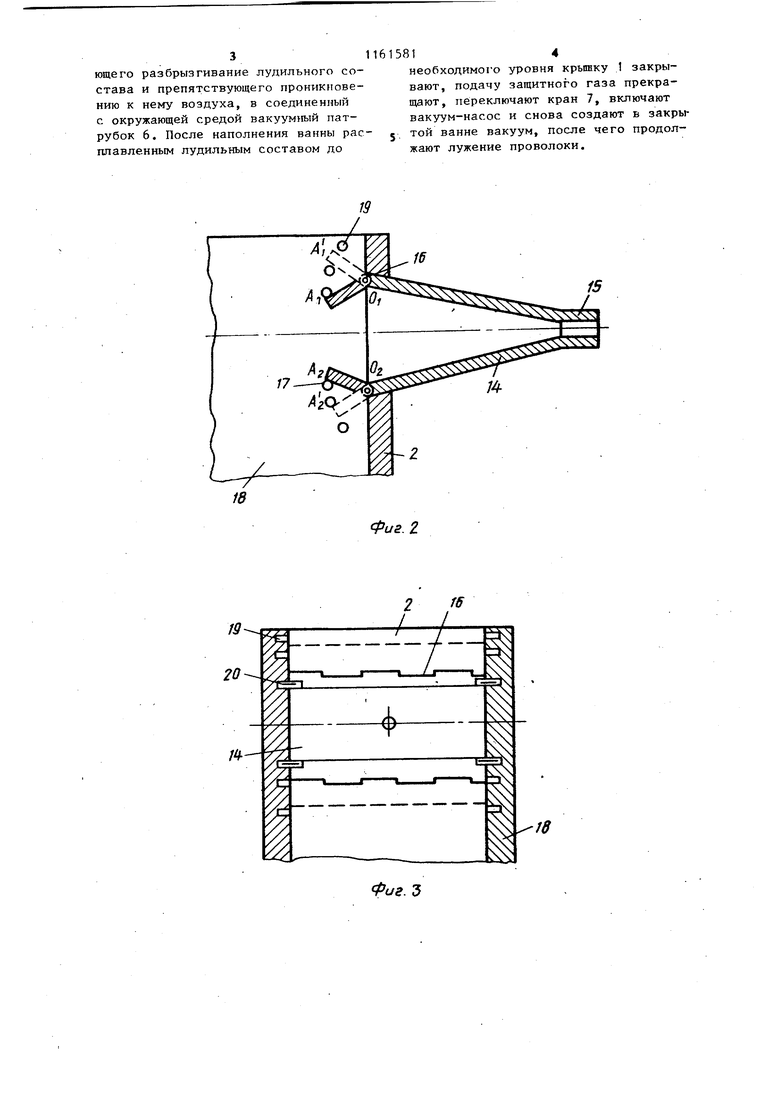
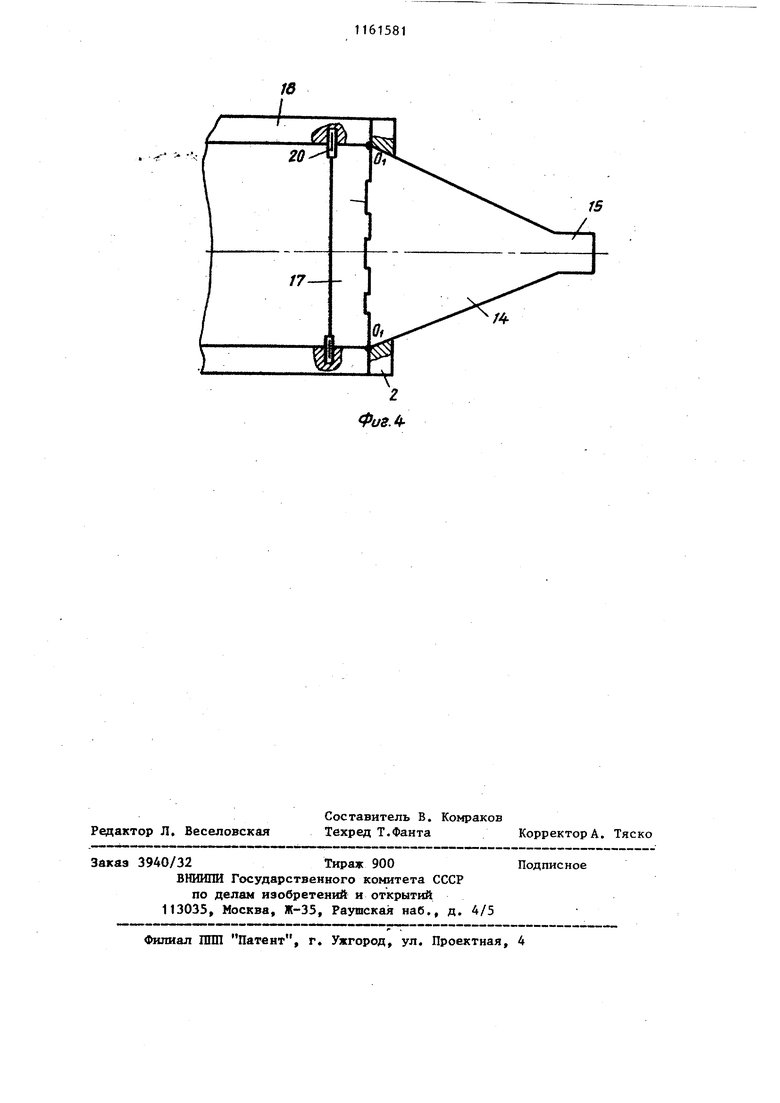
Фиг. 1 1 Изобретение относится к металлур гии и предназначено для нанесения на проволоку лудильных составов. Целью изобретения является устра нение разбрызгивания лудильного состава потоком защитного газа. На фиг. 1, приведена схема ванны для лужения на фиг. 2, 3 и 4 выполнение щелевого патрубка. В закрытый крьшкой 1 корпус 2 ванны помещен расплавленный Лудильный состав 3, предназначенный для нанесения на проволоку 4, На выходе из ванны в стенке корпуса установлен лудильный калибр 5. Через патрубок 6, снабженный двухпозиционным краном 7, к ванне подключается вакуумное оборудование, а через патрубок 8, снабженный двухпозиционным краном 9 - нагнетательное оборудование, создающее струю защитного газа 10. Патрубки выполнены щелевид ной формы такой длины, чтобы вышедшая из патрубка 8 струя защитного газа покрыла всю поверхность лудиль ного состава и вошла в патрубок 6. Во избежание попадания струи защитного газа в лудильный состав 3 и разбрызгивания его патрубки 6 и 8 установлены с возможностью регулиро вания ширинь и положения плоскости щели таким образом, чтобы струя защитного газа направлялась точно в отверстие вакуумного патрубка, а не отражалась от стенки ванны и не попадала в лудильный состав. Ванна снабжена опорами 11 для по рота на определенней угол вокруг оси 12. Вакуумный и нагнетательный патрубки расположены на корпусе ван ны параллельно поверхности расплавленного лудильного состава, установившейся при закрытой крышка, во избежание затекания его в щели. На некотором расстоянии рт ванны установлен приемник 13 -для наматывания пролуженной проволоки. Принципиальная схема конструктив ного вьшолнения нагнетательного и в куумного патрубков приведена на фиг Корпус патрубка 14 представляет собой укрепленную в торцовой стенке 2 ванны полую усеченную прямоугольную пирамиду, меньшее основание которой переходит в трубку 15 для крепления гибкого шланга, соединяющего патрубок с вакуумным или нагн тательным оборудованием, а большее основание снабжено установленными н 812 шарнирах 16 подвижными створками 17, вплотную прилегающими к боковой стенкам 18 лудильной ванны. В этих стенках на разной высоте имеются углубления 19, которые служат для фиксации створок 17 в определенном положении с помопшю установленных в них штифтов 20. Фиксируя створки 17 в положении и AjGj, получают ширину щели, равную , а при положении створок и получают ширину щели, равную , т.е. изменяют ширину щели. Установив створки, например, в положение А,0 и AjOj, изменяют положение плоскости щели относительно 1ванны. Нагнетательный и вакуумный патрубок могут быть выполнены также в виде коаксиально расположенных друг в друге по скользящей посадке цилиндров, в боковой поверхности которых по образующей прорезаны щели. Изменяя вращением внутреннего цилиндра взаимное расположение щелей, можно изменять общее выходное сечение щели или вообще перекрывать ее полностью. Процесс лужения проволЬки осуществляется следующим образом. Поступающая в ванну с лудильным составом 3 проволока 4 проходит через лудильный калибр 5-и наматывается на приемник 13, С помощью присоединенного к ванне через патрубок 6 вакуумного насоса в ней создается разрежение, под действием которого крьшпса 1 ванны плотно прижимается к корпусу 2. В закрытой крьшкой 1 лудильной ванне возникает вакуумная защитная атмосфера, в результате чего не происходит окисления и испарения лудильного состава, потери теплоты с его поверхности уменьшаются, так как теплопередача через вакуум осуществляется только излучением. В процессе лужения количество расплавленного лудильного состава уменьшается; для его пополнения прекращают лужение, выключают вакуум-насос, переключают двухпозиционньй кран , соединяя патрубок 6 с окружакяцей средой, открывают крмпку 1 и загружают в ванну твердый лудильный состав, оставляя ванну октрытой в течение времени плавления состава. Одновременно с открыванием крышки,1 через нагнетательный патрубок 8, двухпозиционный кран 9 направляют струю защитного газа 10, не вызывающего разбрызгивание лудильного состава и препятствующего проникгювениго к нему воздуха, в соединенный с окружающей средой вакуум &тй патрубок 6. После наполнения ванны расплавленным лудильным составом до
необходимого уровня крьпнку I закрывают, подачу защитного газа прекращают, переключают кран 7, включают вакуум-насос и снова создают в закрытой ванне вакуум, после чего продолжают лужение проволоки.
15
Фиг. Z
| Способ удаления вредных выделений над поверхностью гальванических ванн и устройство для его реализации | 1979 |
|
SU866002A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОСИЛИКАТНЫХ БЛОКОВ | 1991 |
|
RU2018438C1 |
