Изобретение относится к легкой промышленности,.а именно к устройствам для влажно-тепловых обработок деталей швейный изделий.
Цель изобретения - расширение тех- 5 нологических возможностей за счет обработки сшивных деталей.
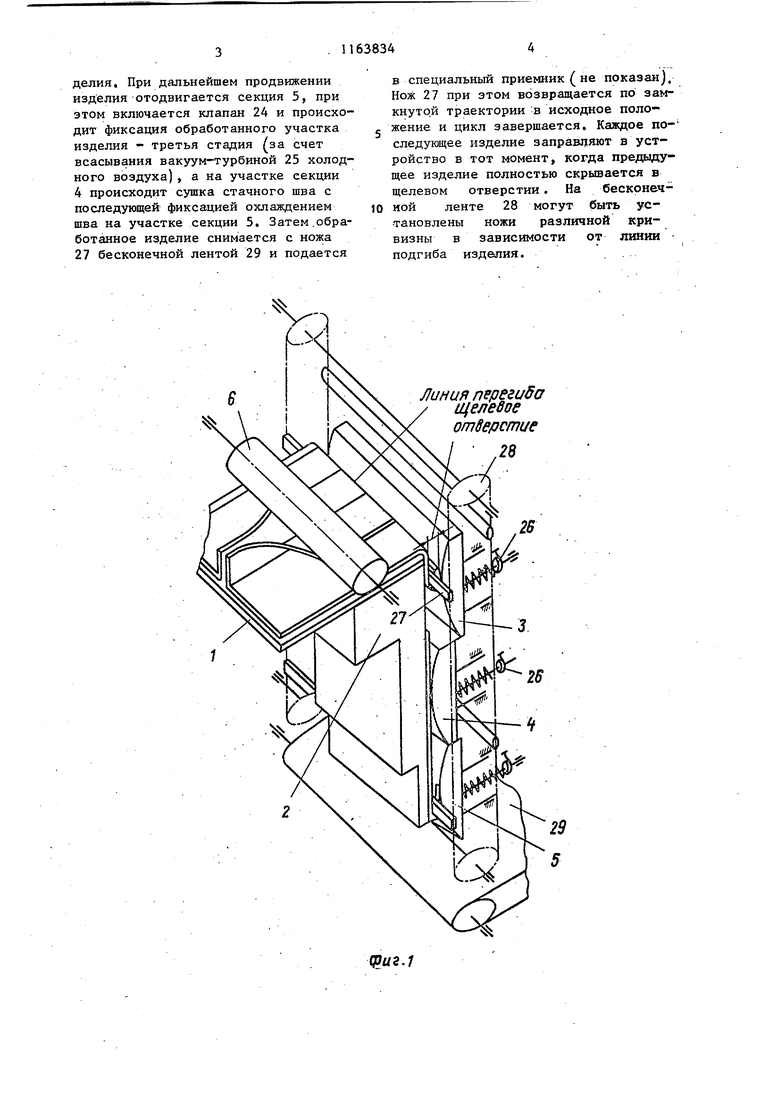
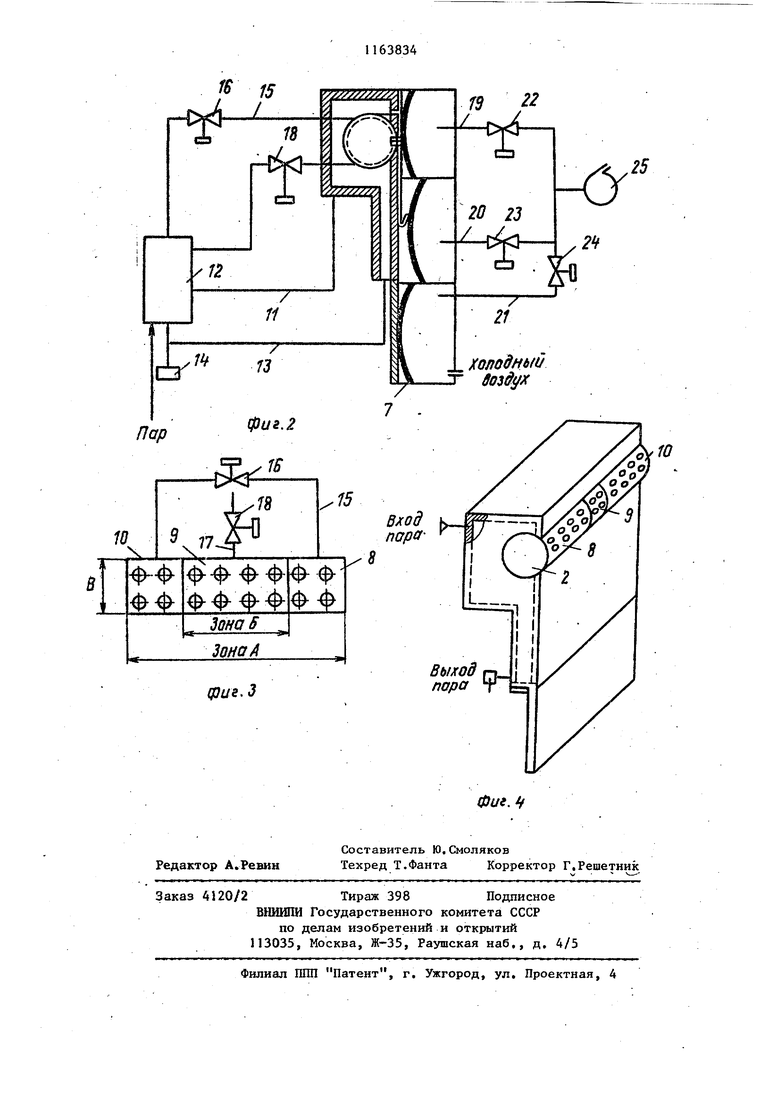
На фиг.1 изображено устройство, аксонометрия; на фиг.2 - схема пароснабжения устройства; на фиг.З - схе- ма пароснабжения камеры ВТО; на фиг.4 /камера ВТО, общий вид.
Устройство для влaжIio-тепловой обработки деталей швейных изделий, содержит горизонтальную опорную пластину 15 для размещения детали, расположенную под ней паровую камеру 2 и вакуумную камеру, выполненную из подпружиненных секций 3 - 5. На опорной пластине 1 расположено приспособление для раскла- О дывания стачного шва детали, выполненное в виде прижимного ролика 6.
Камеры выполнены коробчатыми и установлены одна против другой с образованием между их параллельными стенками щели. Стенка каждой секции 3-5 вакуумной камеры со стороны щели имеет перфорацию, а паровая камера 2 имеет прорезь на уровне верхней секции вакуумной камеры и выполнена в виде секций 30 7 - 10 в поперечном относительно щели направлении для выборочной подачи пара в каждую из секций,
. Секция 7 охватывает другие секции 35 ,и расположена в вертикальной плоскости вдоль секций 3-5. Секция 7 парО проводом 11 связана с паросборником 12, а паропроводом 13 с конденсато- отводчиком 14. Секции 8-10 служат для обработки-зоны А всей ширины рзделия) и располозкены в горизонтальной плоскости в одну линию на уровне секции 3. Секция 9 - центральная и служит в момент отключения секций 8 5 и 10 для обработки зоны Б (стачного шва). Секции 8 и 10 связаны паропроводом 15 и электромагнитным клапаном 16 с верхней частью паросборника 12, а секция 9 связана паропроводом 17 и электромагнитным клапаном 18 с верхней частью йаросборннка 12, который подключен к конденсатоотводчику 14, Секции 3-5 связаны паропроводами 19 - 21 и электромагнитными клапана- 55 мй 22 - 24 с источником отсоса вакуум-турбиной 25 (фиг.1 и 2 ). Рабо чие поверхности секций 3-5 выполнены
из металлической сетки, например медной.
Для регулировки усилия прижатия изделия служат пружины 26. Над опорной пластиной 1 смонтирован приводной нож 27 для загиба нижнего края детали Нож 27 смонтирован с вомзожностью перемещения вдоль щели для проводки детали. Привод ножа 27 выполнен в виде бесконечной ленты 28. Для съема изделия с ножа 27 служит бесконечная лента 29. Бесконечные ленты 28 и 29 работают от общего привода.
Для обеспечения автоматического режима работы устройство содержит блок управления /не показан), взаимодействующий с ножом 27, паровой камерой 2 и секциями 3-5.
Устройство работает следующим образом.
Изделие укладывают на опорную пластину 1 таким образом, чтобы загибаемый участок изделия перекрыл щелевое отверстие. Затем предварительно, вручную раскалывают шов и фиксируют его прижимным роликом 6.
При нажатии кнопки Пуск на блоке управления срабатывает привод бесконечных лент 28 и 29 и нож 27 проталкивает загибаемый участок изделия в щелевое отверстие, шов при этом раскалывается о грань опорной пластины 1. Секция отодвигается и одновременно от датчика положения ножа 27 поступает сигнал о начале обработки в блок управления, который дает командный сигнал на последовательное срабатывание электромагнитных клапанов 22 - 24, .16 и 18. В начальный момент срабатывают три клапана 22, 16 и 18, в результате чего подается пар по паропроводам 15 и 17 в рабочие секции 8 - 10 и включается вакуум-турбина 25, которая создает разряжение на участке секции 3. Происходит первая стадия обработки пластификация загнутого участка изделия. По окончании первой стадии обработки происходит отключение секций 8 и 10 и работает одна центральная секция 9. По мере продвижения изделия в щелевом отверстии отодвигается секция 4, при этом срабатывает клапан 23 и происходит интенсивная сушка загнутого участка изделиявторая стадия, а на участке секции 3 происходит первая стадия обработки - пластификация стачного шва изделил. При дальнейшем продвижении изделия отодвигается секция 5, при этом включается клапан 24 и происходит фиксация обработанного участка изделия - третья стадия за счет всасывания вакуум-турбиной 25 холодного воздуха), а на участке секции 4 происходит сушка стачного шва с последующей фиксацией охлаждением шва на участке секции 5. Затем.обработанное изделие снимается с ножа 27 бесконечной лентой 29 и подается
в специальный приемник ( не показан. Нож 27 при этом возвращается по замкнутой траектории :в исходное положение и цикл завершается. Каждое последующее изделие заправцяют в устройство в тот момент, когда предыдущее изделие полностью скрывается в щелевом отверстии. На бесконечной ленте 28 могут быть установлены ножи различной кривизны в зависимости от линии подгиба изделия. ...
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фальцевания краев деталей швейных изделий | 1982 |
|
SU1105182A1 |
| Устройство для фальцевания краев деталей швейных изделий | 1985 |
|
SU1273046A2 |
| Подушка пресса для влажно-тепловой обработки швейных изделий | 1974 |
|
SU598988A1 |
| Устройство для загибания краев деталей швейных изделий | 1982 |
|
SU1134159A2 |
| ПРИСТАВКА ОБМЕТОЧНО-СТАЧНОГО ШВА | 1999 |
|
RU2176695C2 |
| Устройство для обезвоживания волокнистого материала | 1982 |
|
SU1138324A1 |
| ДАТЧИК КОНТРОЛЯ ПРОТЕЧКИ ЭЛЕКТРОПРОВОДЯЩЕЙ ЖИДКОСТИ | 2021 |
|
RU2771216C1 |
| Поточная линия для изготовления книжно-журнальной продукции | 1986 |
|
SU1701570A1 |
| СПОСОБ ФОРМИРОВАНИЯ НЕПРЕРЫВНОЙ ЛЕНТЫ ДЛЯ ЛЕНТОЧНОГО СЕПАРАТОРА | 2002 |
|
RU2309847C2 |
| УСТРОЙСТВО И СПОСОБ ПРОШИВКИ МЫСКА КРУГЛОВЯЗАНОГО ИЗДЕЛИЯ | 2017 |
|
RU2734486C2 |
1. УСТРОЙСТВО ДЛЯ ВЛАЖНО- . ТЕПЛОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ, содержащее горизонтальную опорную пластину для размещения детали, расположенные .под ней паровую камеру и вакуумную камеры, смонтироваиньш над пластиной приводной нож для загиба нижнего края детали и блок управления, связанный с приводом ножа и камерами, о т л и ч а ю щ е е с я тем, что, с целью расширения технологиче.ских возможностей за счет обработки сшивных деталей, оно имеет приспособление дпя раска;;й лывания стачного шва детали, расположенное на опорной пластине,. при , этом камеры выполнены коробчатыми, установлены одна напротив другой с образованием между их параллельными вертикальными станкам щели, а нож смонтирован с возможностью перемещения вдоль щели для проводки детали, причем вакуумная камера выполнена из расположенных вдоль щели подпружиненных секций, стенка каждой из которых со стороны щели имеет перфорацию, а паровая камера имеет прорезь на уровне верхней секции вакуумной камеры и выполнена секцион-. ной в поперечном относительно ще/щ. направлении для выборочной подачи - (Л пара в каждую из секций, с: 2.Устройство по п.I, о т л и чающееся тем, что приспособ-. ление дпя раскапывани:я шва выполнено в виде прижимного ролика, ., 3.Устройство по п,1, о т л и чающееся тем, что привод ноО) жа выполнен в виде бесконечной лентьи со 00 СО 
Линия перегиба Щелевое
omSepcmue 2В
26
(аг.;
| Устройство для фальцевания краев деталей швейных изделий | 1981 |
|
SU1031431A1 |
| Механический грохот | 1922 |
|
SU41A1 |
