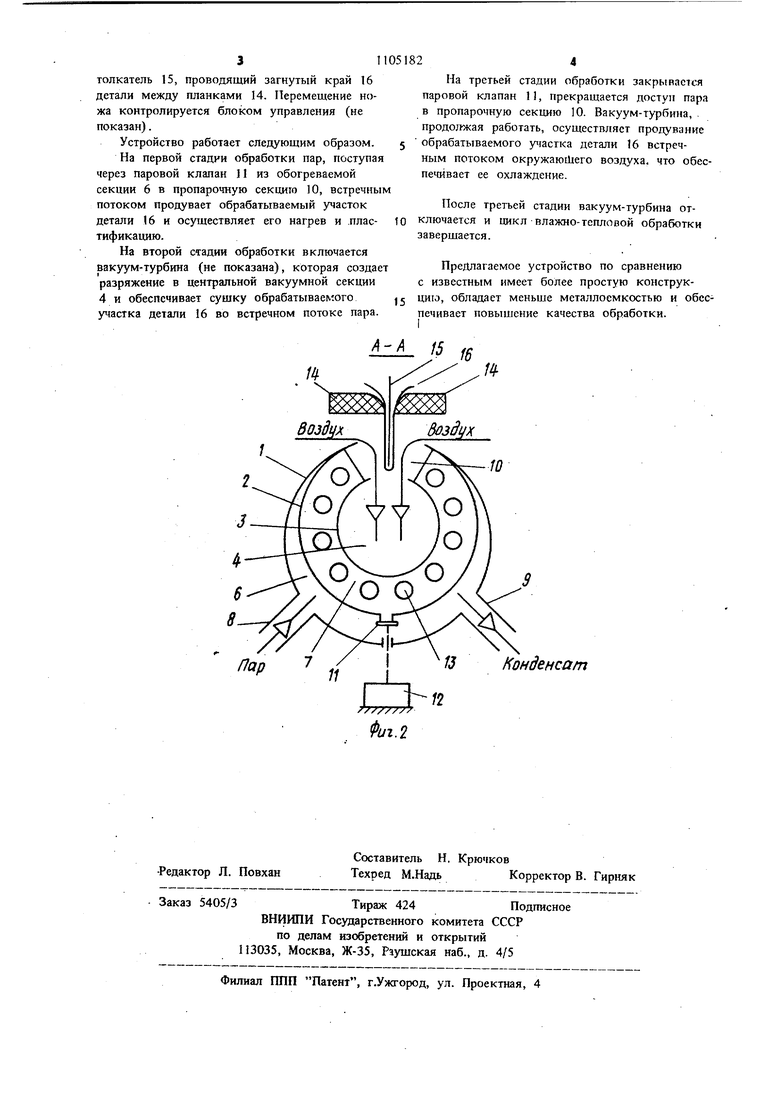
Изобретение относится к швейной промышленности, в частности к устройствам для влажно-тепловой обработки деталей -швейных изделий. Известно устройство для фальцевания краев деталей швейных изделий, содержащее подпружиненные прижимные планки, над кото рыми установлен перфорированный нож-толка тепь для подачи загнутого края детали между планками, соединенный с блоком управления, .и установленную под ними камеру для влажно-тепловой обработки, имеющую входное отверстие, размещенное под ножом-толкателем, и состоящую из fpex трубчатых секшей разли шого диаметра, эксцентрично расположенных одна в другой так, что они образуют обогреваемую секцию, кольцевой зазор, соединенный с источником пара, и центральную секцию, соединенную ,с источником отсоса 1 Недостатками известного устройства являются сложность конструкции и значительная металлоемкость камеры для влажно-тепловой обработки, так как она состоит из четырех трубчатых секций и обогрев центральной ваку умной секции, для предотвращения образовани конденсата при пропаривании обрабатываемого участка детали щвейного изделия осуществляется паром, циркулирующим в специальной обогреваемой секции, которая образована труб чатой секцией, соединенной с центральной. Целью изобретения является повышение качества деталей швейных изделий путем созд ния стабильных параметров паровой среды. Поставленная цель достигается тем, что в устройстве для фальцевания краев деталей швейных годелий, содержащем подпружиненные прижимные цланки, над которыми установлен перфорированный нож-толкатель для подачи загнутого края детали между планкам соединенный с блоком управления, и установленную под ними камерудля влажно-тепловой обработки, имеющую входное отверстие, размещенное под ножом-толкателем, и состоящую из трех трубчатых секций различного диаметра, эксцентрично расположенных одна в другой так, что они образуют обогреваемую секцию, кольцевой зазор, соединенный с источником пара, и центральную секцию, соединенную с источником отсоса, камера для влаж но-тепловой обработки имеет кольцевые перфорированные пластины, выполненные из материала с высокой теплопроводностью и расположенные в кольцевом зазоре между центральной и обогреваемой секциями с равномерным шагом одна относительно другой в плоскости, перпендикулярной продольной оси камеры, причем каждая кольцевая пластина 1 22 имеет радиальный вырез, соответствующий входному отверстию камеры, При этом кольцевые пластины выполнены из меди, латуни, алюминия или пористой металлокерамики. На фиг. 1 показано предлагаемое устройство, продольный разрез; на фиг. 2 - сечение А-А на фиг.1. Камера для влажно-тепловой обработки устройства состоит из трех трубчатых секций 1, 2 и 3 различного диаметра, эксцентрично расположенных одна в другой так, что они образуют центральную вакуумную секцию 4, связанную с источником отсоса через вакуумную магистраль 5, и наружную обогреваемую секцию 6, которая соединена с центральной посредством кольцевых паропроницаемых пластин 7 с радиальным вырезом, выполненных из материала с высокой теплопроводностью, например меди, латуни или алюминия, что обеспечивает нагрев центральной трубчатой секции и предотвращает конденсацию на .ней пара при пропаривании обрабатываемого участка детали швейного изделия. Пластины 7 расположены в кольцевом зазоре между центральной и обогреваемой секциями с равномерным шагом одна относительно другой в плоскости, перпендикулярной продольной оси камеры. Наружный диаметр кольцевых паропроницаемых пластин 7 с вырезом равен внутреннему диаметру трубчатой секции 2, а их внутренний диаметр- равен наружному диаметру центральной трубчатой секции 3. Толщина кольцевых паропроницаемых пластин 7 с вырезом составляет 4-6 мм. Кольцевая пластина 7 с радиальным вырезом может быть также вьшолнена из пористого металлокерамического материала, содержащего компоненты с высокой теплопроводностью. Наружная обогреваемая секция 6 связана через патрубки 8 и 9 с магистралями подачи пара и конденсатоотвода. Пропарочная секция 10, образованная кольцевым зазором между центральной трубчатой секцией 3 и внутренней трубчатой секцией 2, соединяется с обогреваемой секш1ей 6 при пропаривании и сушке обрабатываемого участка детали посредством парового клапана 11, снабженного приводом от электромагнита 12. Пропарочная секция соединена со щелевым отверстием камеры, а паропроницаемость кольцевых пластин обеспечивается отверстиями 13. В состав устройства входят также подпружиненные прижимные планки 14, над которыми подвижно установлен перфорированный ножтолкатель 15, проводящий загнутый край 16 детали между планками 14. Перемещение ножа контролируется блоком управления (не показан). Устройство работает следующим образом. На первой стадии обработки пар, поступая через паровой клапан 11 из обогреваемой секции 6 в пропарочную секцию 10, встречным потоком Продувает обрабатываемый участок детали 16 и осуществляет его нагрев и .пластификацию. На второй стадии обработки включается вакуум-турбина (не показана), которая создает разряжение в центральной вакуумной секции 4 и обеспечивает сушку обрабатываемого участка детали 16 во встречном потоке пара. 11
А-А. /5
W
/Конденсат
12
Х /////ОГ7 24 На третьей стадии обработки закрыпаеюя паровой клапан 11, прекращается доступ пара в пропарочную секцию 10. Вакуум-турбина, . продо;кжая работать, осуществляет продувание обрабатываемого участка детали 16 встречным потоком окружающего воздуха, что обеспечивает ее охлаждение. После третьей стадии вакуум-турбина отключается и цикл влажно-тепловой обработки заверщается. Предлагаемое устройство по сравнению с известным имеет более простую конструкцию, обладает меньше металлоемкостью и обеспечивает повышение качества обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фальцевания краев деталей швейных изделий | 1985 |
|
SU1273046A2 |
| УСТРОЙСТВО ДЛЯ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023095C1 |
| Устройство для загибания краев деталей швейных изделий | 1982 |
|
SU1134159A2 |
| Устройство для фальцевания краев деталей швейных изделий | 1982 |
|
SU1063373A2 |
| Устройство для фальцевания деталей швейных изделий | 1979 |
|
SU884670A1 |
| Устройство для влажно-тепловой обработки деталей швейных изделий | 1983 |
|
SU1163834A1 |
| Устройство для разутюжки швов швейных изделий | 1982 |
|
SU1087586A1 |
| Устройство для фальцевания деталей швейных изделий | 1980 |
|
SU976941A2 |
| Подушка паропресса | 1973 |
|
SU489832A1 |
| Пресс для влажно-тепловой обработки деталей швейных изделий | 1981 |
|
SU1054467A1 |
1. УСТРОЙСТВО ДЛЯ ФАЛЬЦЕВАНИЯ КРАЕВ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ, содержащее подпружиненные прижимные планки, над которыми установлен перфорированный нож-толкатель для подачи загнутого края дета- i ли между планками, соединенный с блоком управления, и установленную под ними камеру для влажно-тепловой обработки, имеющую входное отверстие, размещенное под ножом-толкателем, и состоящую нз трех трубчатых секций различного диаметра, эксцентрично расположенных одна в другой так, что они образуют обогреваемую секцию, кольцевой зазор, соединенный с источником пара, и центральную сек цию, соединенную с источником отсоса, о т г, личающееся тем, что, с целью повышения качества деталей швейных изделий путем создания стабильных параметров паро- . вой среды, камера для влажно-тепловой обработки имеет кольцевые перфорированные пластины, выполненные из материала с высокой теп лопроводностью и расположенные в кольцевом зазоре между центральной и обогреваемой секциями с равномерным шагом одна относительно другой в плоскости, перпендикулярной продольной оси камеры, причем каждая кольцевая пластина имеет радиальный вырез, соответствующий входному отверстию камеры. (Л 2. Устройство по п. 1, о т л и ч а ю ui е е с я тем, что кольцевые пластины выполнены из меди, латуни, алюминия или пористой металлокерамики.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Механический грохот | 1922 |
|
SU41A1 |
