Изобретение относится к обработке металлов давлением, в частности к изготовлению полых изделий сферической формы, а также к области строительства, в частности к Монтажу резервуаров, .. .
. Целью изобретения является снижение трудоемкости и повышение производительности при монтаже резервуаров. .
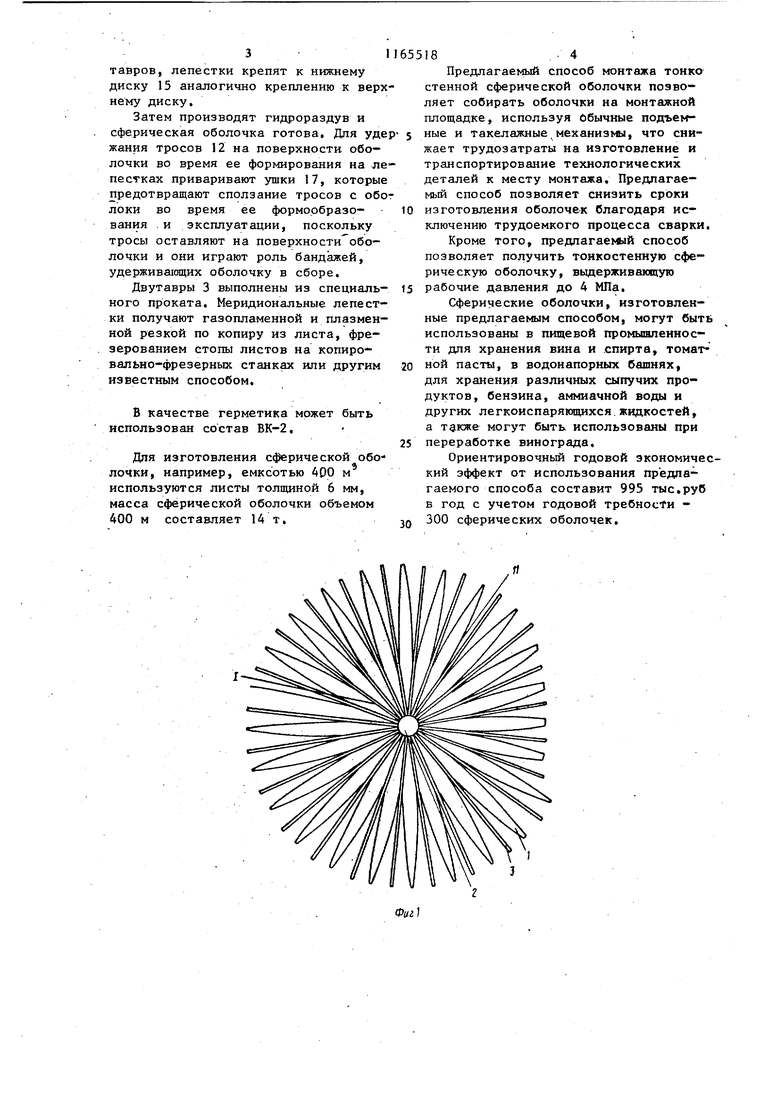
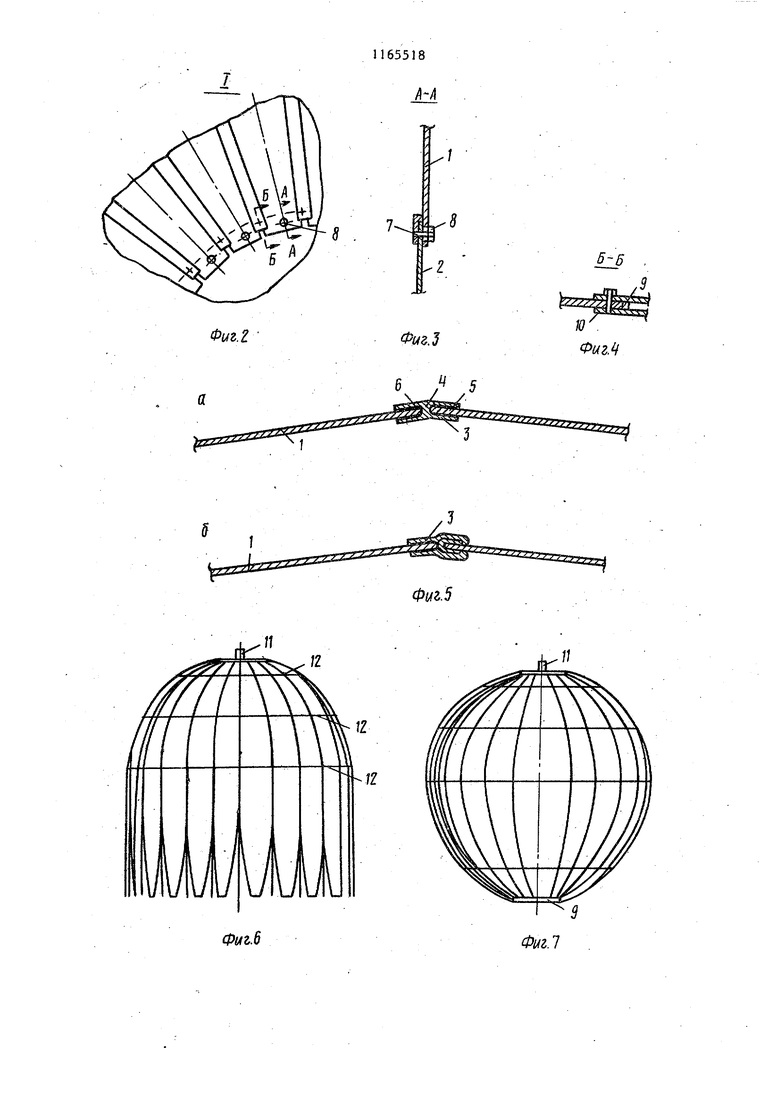
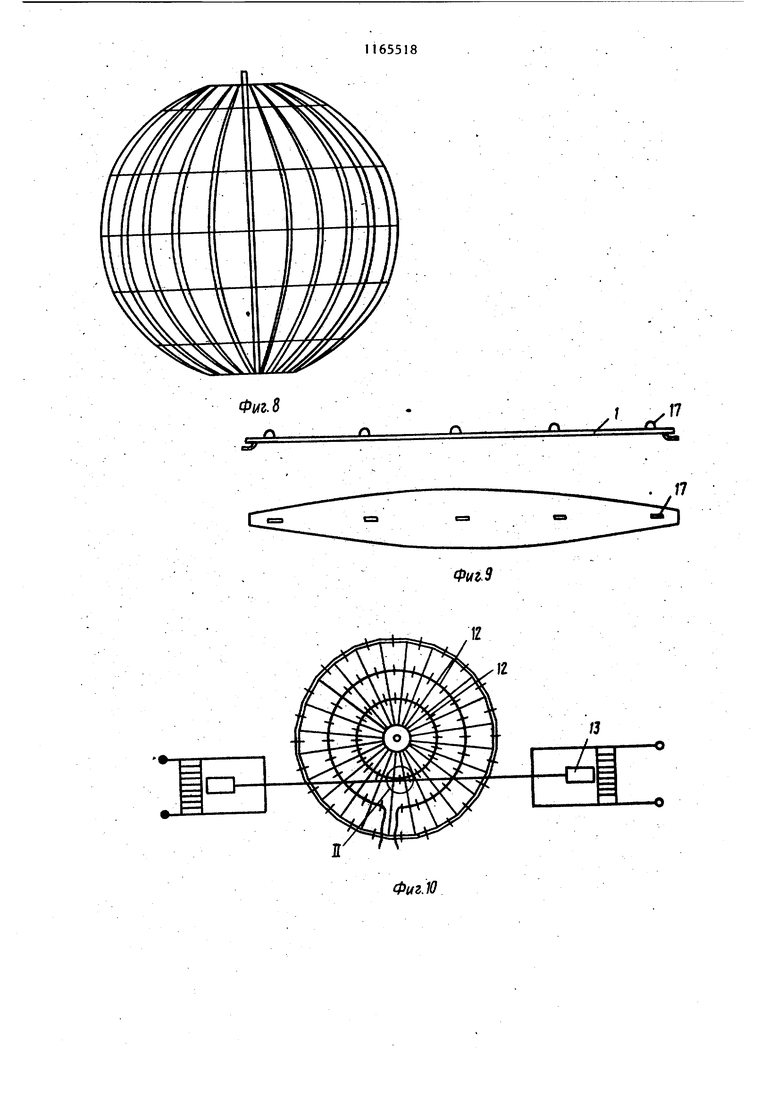
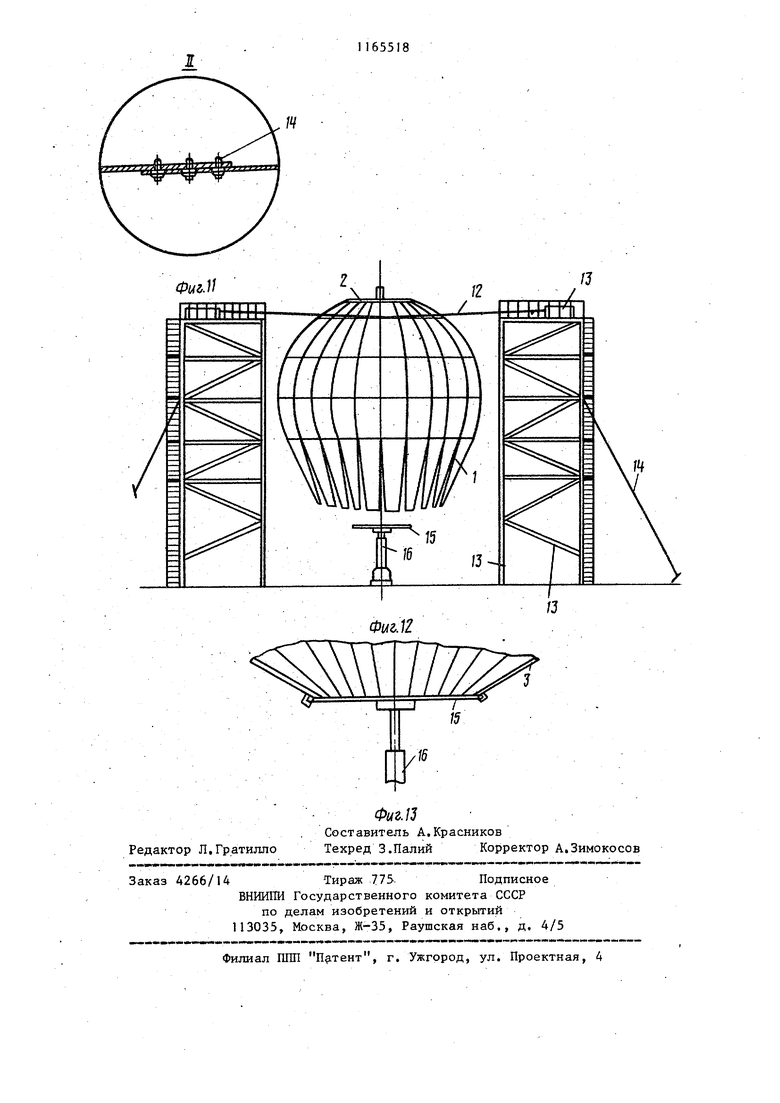
На фиг,1 -монтаж сферической обо Лочки, начальный этап; на фиг.2 узел 1 на фиг.1 в увеличенном масштабе; на фиг.З - сечение А-А нафиг.2; на фиг,4 - сечение Б-Б на фиг,2; на фиг,5 - соединение двутавров с диском; на фиг,6 - монтаж сферической оболочки, второй этап; на фиг,7 то же, третий этап; на фиг,8 -, смонтированная оболочка, внешний, вид; на фиг,9 - отдельный лепесток; на фиг,10 - приспособление для натяжения тросов; на фиг,11 - узел II на фиг,10; на фиг,12 и 13 - установка нижнего диска,
Предлагаемый способ, изготовления сферических оболочек осуществляется следукяцим образом.
На первом этапе, плоские меридиональные лепестки 1 укладывают радиально относительно одного из дисков 2, а между лепестками располагают их соединительные элементы 3, выполненные в виде двутавров. Зазоры .между лепестками 1, в которых располагают соединительные элементы 3, соответствуют толщине сте.нки 4 двутавра. Полости пазов 5 элементов заполнены герметизирующим составом 6, На лепестках- приварены по концам Г-образные накладки 7, образующие пазы для размещения края диска 2, Диски . скрепляются с лепестками при помощи щтырей 8 (болтов , винтов), В двутаврах по концам удаляют участок 9 стенки, а полки 10 скрепляют с диском 2 также при помощи штырей (болтов, винтов).
На собранные лепестки 1 с. диском 2 и элементами воздействуют вертикально направленным усилием, медленно поднимая их вверх, например, зацепив краном (не показан) или другим подъемным средством за петлю П на диске 2, При подъеме последнего лепестки поднимаются над поверхностью на которой они первоначально располагаются, и начинают изгибаться. Геометрические меры двутавров 3 выбирают из условия одинакового с лепест ками сопротивления изгибу, поэтому при подъеме диска 2 лепестками 1 двутавры 3 начинают изгибаться одновременно под собственным весом, причем лепестки 3 начинают входить в пазы двутавров и продолжают в дальнейшем изгибаться.
По мере подъема диска к лепесткам и двутаврам прикладывают радиальные усилия, направленные к центру оболочки, при этом их равномерно распределяют по окружности в горизонтальных плоскостях. Указанные радиальные усилия создают тросами 12 лебедок 13, которыми охватываютлепестки, начиная от диска 2 и постепенно придавая верхней половине лепестков и средствам соединения форму полусферы. Горизонтальные плоскости, в которых прикладывают радиальные усилия, должны быть назначены одна от другой с шагом, достаточным дпя предотвращения раскрытия стыков,
. После образования полусферы концы тросов скрепляют винтами 14, закрепляют на лепестках и оставляют в виде бандажей на наружной поверхнос ти оболочки,. Этим заканчивается второй этап монтажа сферической оболочки.
На третьем этапе производят изгибание нижней половины лепестков 1 до получения зазора между ними, соответствующего толщине стенки двутавра 3 и зазору в готовой оболочке. Процесс получения нижней полусферы подобен образованию верхней полусферы, только начинается изгиб лепестков 1 и двутавров 3 с середины последних в направлении к нижним их концам. Также, как и при образовании верхней полусферы, производят бандажирование тросами 12, которые создают радиальные усилия, направленные внутрь оболочки, расположенные по горизонтальным плоскостям.
По мере стягивания тросами нижние концы лепестков 1 приближаются один к другому и при достижении расстояни между ними, приближающегося к диаметру нижнего диска 15, последний размещают между краями лепестков на домкрате 16 и Г-образными накладками 7 крепят к нему нижние концы лепестков и полки двутавров. После того, как края лепестков упрутся в. стенки дву3тавров, лепестки крепят к нижнему диску 15 аналогично креплению к вер нему диску. Затем производят гидрораздув и сферическая оболочка готова. Для уд жания тросов 12 на поверхности оболочки во время ее формирования на л пестках приваривают ушки 17, которы предотвращают сползание тросов с об локи во время ее формообразования .и эксплуатации, поскольку тросы оставляют на поверхности оболочки и они играют роль бандажей, удерживающих оболочку в сборе. Двутавры 3 выполнены из специаль ного проката. Меридиональные лепест ки получают газопламенной и плазмен ной резкой по копиру из листа, фрезерованием стопы листов на копировал Ьно-фре верных станках или другим известным способом, В качестве герметика может быть использован состав ВК-2. Для изготовления сферической обо лочки, например, емксотью 400 м используются листы толщиной 6 мм, масса сферической оболочки объемом 400 м составляет 14 т. 18-4 Предлагаемый способ монтажа тонко стенной сферической оболочки позволяет собирать оболочки на монтажной площадке, используя Обычные подъемные и такелажные механизмы, что снижает трудозатраты на изготовление и транспортирование технологических деталей к месту монтажа. Предпагаемый способ позволяет снизить сроки изготовления оболоче-к благодаря исключению трудоемкого процесса сварки. Кроме того, предпагаеьвлй способ позволяет получить тонкостенную сферическую оболочку, выдерживающую рабочие давления до 4 МПа, Сферические оболочки, изготовленные предлагаемым способом, могут быть использованы в пищевой промышленности для хранения вина и спирта, томат ной пасты, в водонапорных башнях, для хранения различных сыпучих продуктов, бензина, аммиачной воды и других легкоиспаряющихся.жидкостей, а тдкже могут быть использованы при переработке винограда. Ориентировочный годовой экономический эффект от использования предлагаемого способа составит 995 тыс.руб в год с учетом годовой требносТи 300 сферических оболочек.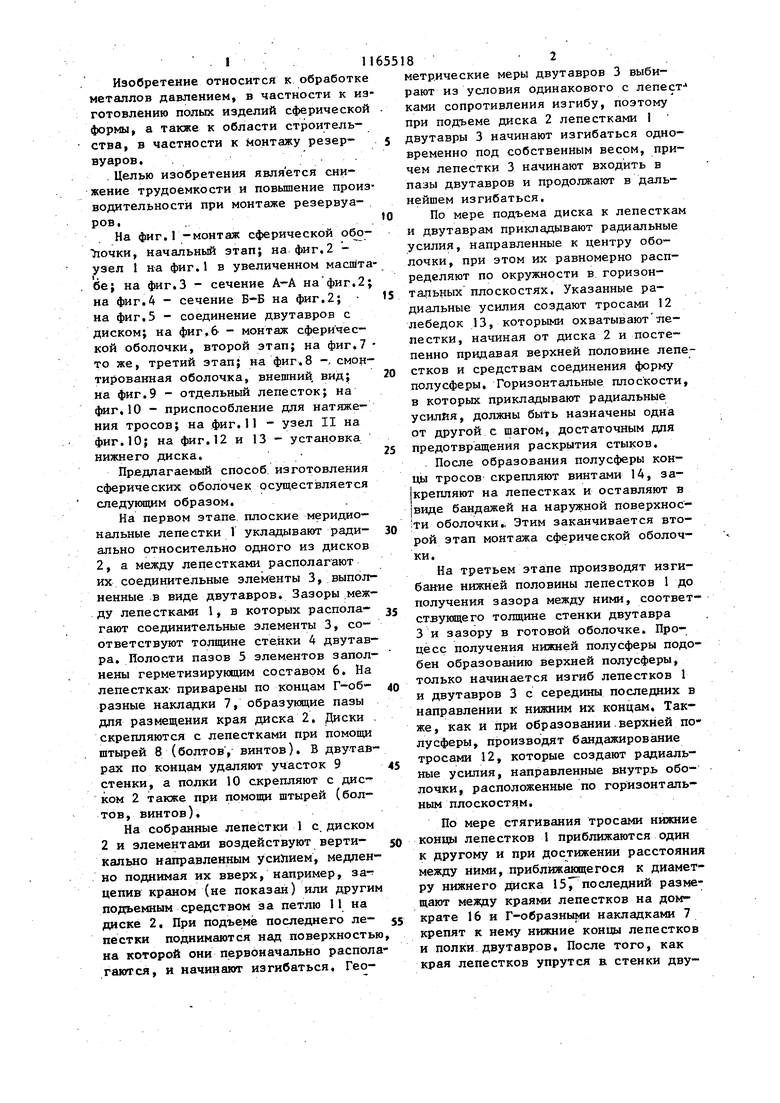
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ СФЕРИЧЕСКОЙ ОБОЛОЧКИ | 2005 |
|
RU2295415C1 |
| Способ монтажа тонкостенной сферической оболочки | 1984 |
|
SU1245386A1 |
| Способ изготовления сферических оболочек | 1985 |
|
SU1349858A2 |
| СФЕРИЧЕСКИЙ ШАРНИР | 1997 |
|
RU2114333C1 |
| Секционная вантовая башенная градирня | 1981 |
|
SU1006685A1 |
| КРЕПЛЕНИЕ ДЛЯ СОЕДИНЕНИЯ ДЕРЕВЯННЫХ ЭЛЕМЕНТОВ В "ЗВЕЗДУ" | 2020 |
|
RU2731551C1 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО | 2012 |
|
RU2623372C2 |
| Способ изготовления сферических многослойных сосудов | 1976 |
|
SU749510A1 |
| Устройство для монтажа сводчатых покрытий или стен из отдельных сводов | 1974 |
|
SU558636A3 |
| СПОСОБ ВОЗВЕДЕНИЯ ОБОЛОЧЕК НА ПНЕВМООПАЛУБКЕ | 1994 |
|
RU2112120C1 |
СПОСОБ МОНТАЖА ТОНКОСТЕННОЙ СФЕРИЧЕСКОЙ ОБОЛОЧКИ, содержащей, верхний и нижний диски и связывающие их меридиональные лепестки с пазами на концах и расположенные между лепестками соединительные элементы с пазами и герметизирующим составом в пазах, включающий операции гибки лепестков, соединения их между собой и с дисками и доводки полученной оболочки до сферической формы гидрораздувом, отличающийся тем, что, с цепью снижения трудоемкости и повышения производительности, лепестки и соединительные элементы прикрепляют на плоской опорной поверхности своими концами к верхнему диску, размещая кромки диска в пазах-лепестков, лепестки соединяют между собой путем установки их кромок в пазах соединительных элементов, затем поднимают в вертикальной плоскости диск в сборе с лепестками и соединительными элементами, а гибку лепестков осуществляют в две стадии, предварительную - под действием их собст(Л венного веса и окончательную - наложением и фиксацией бандажей в направлении от верхнего диска вниз, а после окончания гибки лепестков края нижнего диска устанавливают в пазах лепестков и в этом положении скрепляют. сп СП ел
;z
Фиг.6
Фиг,. 5
ж
Фиг.1
fyf
| Авторское свидетельство СССР № 755388, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
