Изобретение относится к технологии изготовления тонкостенных сферических оболочек двойной кривизны, в частности для тонкостенных металлических емкостей, предназначенных в качестве тары для хранения и транспортировки жидкостей, газа и любых других продуктов в пищевой и химической промьшленности и сельскохо-. зяйственном производстве, например сыпучих.
Целью изобретения является повышение качества сферических оболочек путем обеспечения точной и плотной стыковки кромок лепестков.
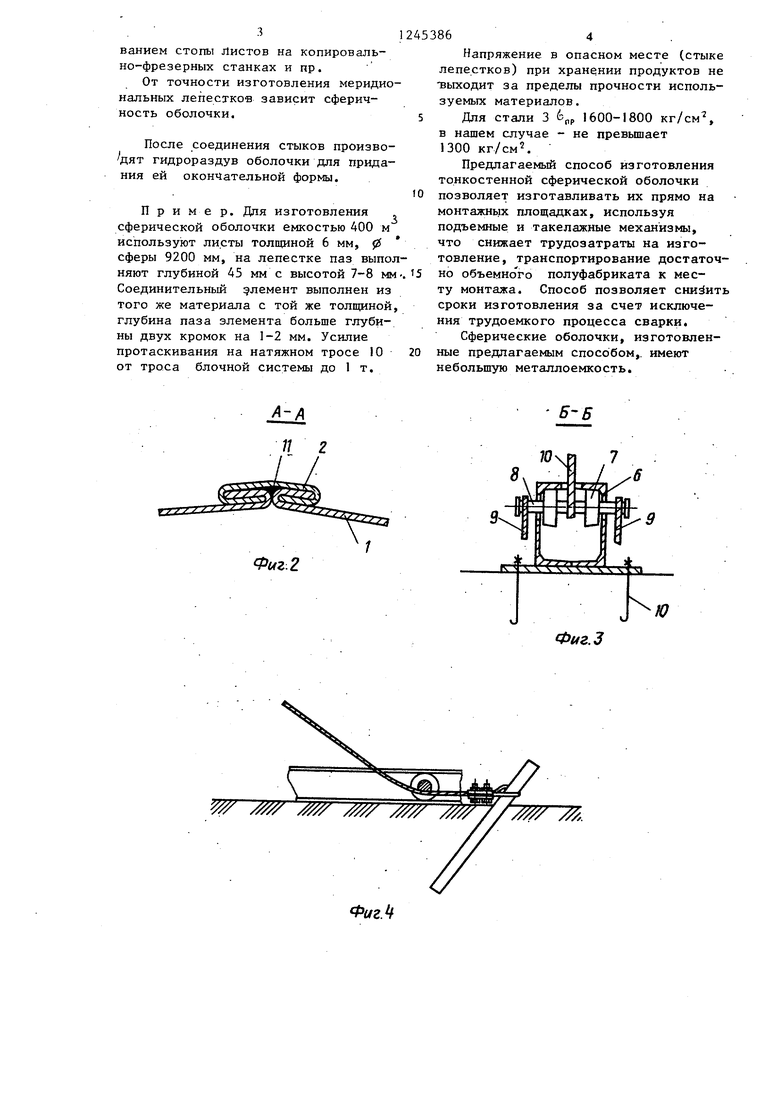
На фиг. изображен монтаж оболочки с протягиванием соединительного элемента при помощи трособлочной сис- темьт; на фиг. 2 - сечение А-А на фиг.К стыкв сборе); на фиг.З -сечение Б-Б на фиг.1; на фиг,4 - место, показЬшающее связь троса с осью ролк- ка; на фиг.5 - соединение лепестков с крышкой крепежными средствами; на фиг. 6 -расклад лепестков относительно крышки; на фиг.7 - лепесток с одной отогнутой кромкой и загнутыми концами до осуществления предложенного способа; на фиг.8 - лепесток с двумя отогнутыми кромками.
Способ осуществляется следующим . образом.
Гладкую меридиональную кромку каждого плоского лепестка 1 с .уже загнутой другой кромкой загибают на загибочной машине (не показана), пропуская через ее ролики, в результате получают лепесток с кромками, отогнутыми по С-образной форме с пазом, расположенным параллельно плоскости меридионального лепестка. На монтажной площадке устанавливают вертикально в подшипниках опору 2. Затем на опоре 2 закрепляют верхнюю 3 и ниж нюю 4 крышки с помощью крепежных элементов или сварки (фиг.5) на расстоянии друг от друга, равном расстоянию между ними в готовой сферической оболочке. Лепестки 1 прикрепляют к нижней крышке 4 таким образом, чтобы отогнутые кромки всех лепестков были расположены с наружной стороны оболочки в готовом виде.
Другие концы лепестков 1 крепят в верхней крьщ1ке аналогичным образом, в результате лепестки с крьщгками образуют шар (оболочку).
12453862
Рядом с образованной оболочкой устанавливают трособлочную систему, которая состоит из лебедки 5, направляющих 6, жестко закрепленных на 5 фундаменте монтажной площадки.
В направляющих 6 установлен с возможностью продольного перемещения -. сдвоенный ролик 7, ось 8 которого связана двумя тросами 9 с лебедкой Через середину оси 8 ролика 7 перекинут трос 10, один конец которого жестко соединен с соединительным элементом 11, а другой - с якорем 12, закрепленным в фундаменте.
Лепестки 1 между собой соединяют
)й 5.
10
15
20
25
30
35
40
45
50
55
соединительным элементом .11, который выполнен из того же материала, что и лепестки, т.е. из стали, имеет продольный паз. Соединительнь1е элементы 1i нарезают длиной, равной меридиональной длине лепестка по числу стыков лепестков 1. .
Соединяют тррс 10 с концом очередного соединительного элемента 11 на полу монтажной площадки, затем его поднимают любым подъемным механизмом,, например краном, а монтажник, размещенный в люльке другого подъемного механизма (не показано) надевает соединительньй элемент 11 пазом на отогнутые кромки стыка лепестков 1„ Включают трособлочную систему. лебедки 5 подтягивает ролик 7 тросами 9, а следовательно, подтягивается и трос 10 в направлении В, который натягивает соединительный элемент 11 на отог- нутые кромки лепестков. После натяжения соединительного элемента I1 на стык осуществляют поворот вертикальной опоры 2 вместе с оболочкой и продолжают натяжение соединит тельного элемента на очередной стык до получения готовой оболочки.
Перед натяжением для обеспечения герметичности закладывают в паз соединительного элемента 1 и в пазы отогнутых кромок герметик ВК-2, который может одновременно служить и смазкой при протягивании соединительного элемента.
Соединение верхней и нижней крышек производят установкой их в пазы отогнутых кромок лепестков и закреплением крепежными средствами.
Меридиональные лепестки можно получать газопламенной плазменной резкой по копиру из листа, фрезерооз-. й 12,
)й 5.
20
25
30
35
40
45
50
55
соединительным элементом .11, который выполнен из того же материала, что и лепестки, т.е. из стали, имеет продольный паз. Соединительнь1е элементы 1i нарезают длиной, равной меридиональной длине лепестка по числу стыков лепестков 1. .
Соединяют тррс 10 с концом очередного соединительного элемента 11 на полу монтажной площадки, затем его поднимают любым подъемным механизмом,, например краном, а монтажник, размещенный в люльке другого подъемного механизма (не показано) надевает соединительньй элемент 11 пазом на отогнутые кромки стыка лепестков 1„ Включают трособлочную систему. лебедки 5 подтягивает ролик 7 тросами 9, а следовательно, подтягивается и трос 10 в направлении В, который натягивает соединительный элемент 11 на отог- нутые кромки лепестков. После натяжения соединительного элемента I1 на стык осуществляют поворот вертикальной опоры 2 вместе с оболочкой и продолжают натяжение соединит тельного элемента на очередной стык до получения готовой оболочки.
Перед натяжением для обеспечения герметичности закладывают в паз соединительного элемента 1 и в пазы отогнутых кромок герметик ВК-2, который может одновременно служить и смазкой при протягивании соединительного элемента.
Соединение верхней и нижней крышек производят установкой их в пазы отогнутых кромок лепестков и закреплением крепежными средствами.
Меридиональные лепестки можно получать газопламенной плазменной резкой по копиру из листа, фрезеро3
ванием стопы Листов на копироваль- но-фрезерных станках и пр.
От точности изготовления меридиональных лепестков зависит сферичность оболочки.
После соединения стыков произво- дят гидрораздув оболочки для придания ей окончательной формы.
Пример. Для изготовления сферической оболочки емкостью 400 м используют листы толщиной 6 мм, 0 сферы 9200 мм, на лепестке паз выпол няют глубиной 45 мм с высотой 7-8 мм Соединительный длемент выполнен из того же материала с той же толщиной, глубина паза элемента больше глубины двух кромок на 1-2 мм. Усилие протаскивания на натяжном тросе 10 от троса блочной системы до 1 т.
453864
Напряжение в опасном месте (стыке лепестков) при хранении продуктов не -выходит за пределы прочности используемых материалов.
5 Для стали 3 (Ьрр 1600-1800 кг/см, в нашем случае - не превышает 1300 кг/см .
Предлагаемый способ изготовления тонкостенной сферической оболочки 10 позволяет изготавливать их прямо на монтажньщ площадках, используя подъемные и такелажные механизмы, что снижает трудозатраты на изготовление, транспортирование достаточ- t5 но объемно го полуфабриката к месту монтажа. Способ позволяет снизить сроки изготовления за счет исключения трудоемкого процесса сварки,
Сферические оболочки, изготовлен- 20 ные предлагаемым способом,, имеют небольшую металлоемкость.
Ф1Аг.2
Б-Б
Ю
Фиг-З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ монтажа тонкостенной сферической оболочки | 1984 |
|
SU1165518A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ СФЕРИЧЕСКОЙ ОБОЛОЧКИ | 2005 |
|
RU2295415C1 |
| Способ изготовления сферических оболочек | 1985 |
|
SU1349858A2 |
| Способ изготовления сферических многослойных сосудов | 1976 |
|
SU749510A1 |
| Установка для сборки под сварку полусфер из лепестков | 1979 |
|
SU893487A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ДВОЯКОЙ КРИВИЗНОЙ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 2009 |
|
RU2419503C2 |
| Устройство для обработки кромок лепестков сферической формы | 1974 |
|
SU525518A1 |
| Башня-труба | 1982 |
|
SU1038460A1 |
| Устройство для сборки и сварки | 1974 |
|
SU560722A1 |
| Способ монтажа сборного из лепестков сферического резервуара и устройство для его осуществления | 1976 |
|
SU583265A1 |


W // /// /// //////////// ///..
ФигМ
Фиг. 5
ST
ff-Б
Редактор Л.Гратилло
Фиг.8
Составитель Л.Самохвалова Техред Г.Гербер
3942/6
Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно
.-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор М.Демчик
| Способ изготовления тонкостенной сферической оболочки | 1984 |
|
SU1207590A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
