Изобретение относится к механизированным устройствам и может применяться в машиностроении для сборки и разборки резьбовых соединений фланцевого стыка, в частности валов многоцилиндровых турбоагрегатов.
Наиболее близким по технической сущности к изобретению является устройство для групповой затяжки резьбовых соединений фланцевого стыка, содержащее сильфон с патрубками, предназначенный для взаимодействия со стержнем болта. Сильфон размещен между дисками, установленными в корпусе. Корпус выполнен с внутренней полостью, взаимодействующей с одной стороны с гайкой, навернутой на удлиненный конец болта затягиваемого резьбового соединения, а с другой - с верхним диском. Корпус опирается на кольцо, охватывающее гайку болта и имеет стержни, установленные с возможностью осевого перемещения и взаимодействующие одним концом с нижним диском, а другим с кольцом 1
Недостаток известного устройства заключается в том, что в процессе растяжения болта трудно определить величину окончательного удлинения стержня болта, так как после его . растяжения гайка свободно навертывается на стержень болта, а после снятия растягивающего усилия имеет место деформация в резьбовом соединении из-за роста контактных напряжений в соединеНИИ болт-гайка.
Цель изобретения - повыщение точности затяжки резьбовых соединений.
Поставленная цель достигается за счет того, что в устройстве для групповой затяжки резьбовых соединений фланцевого стыка, содержащем сильфон с патрубками, предназначенный для взаимодействия со стержнем болта, сильфон представляет собой торообразную оболочку, один из торцов которой выполнен в виде мембраны, а устройство снабжено прокладкой, внутренний диаметр которой больше внещнего диаметра оболочки, которая совместно с прокладкой предназначена для установки между фланцами.
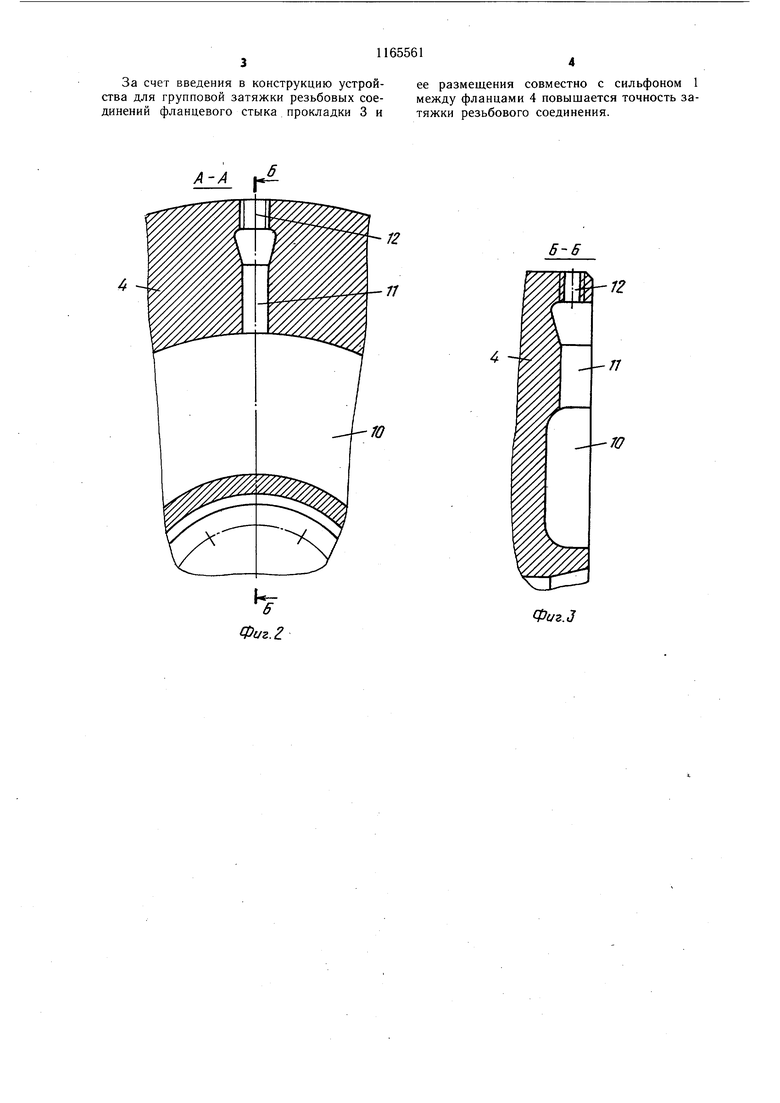
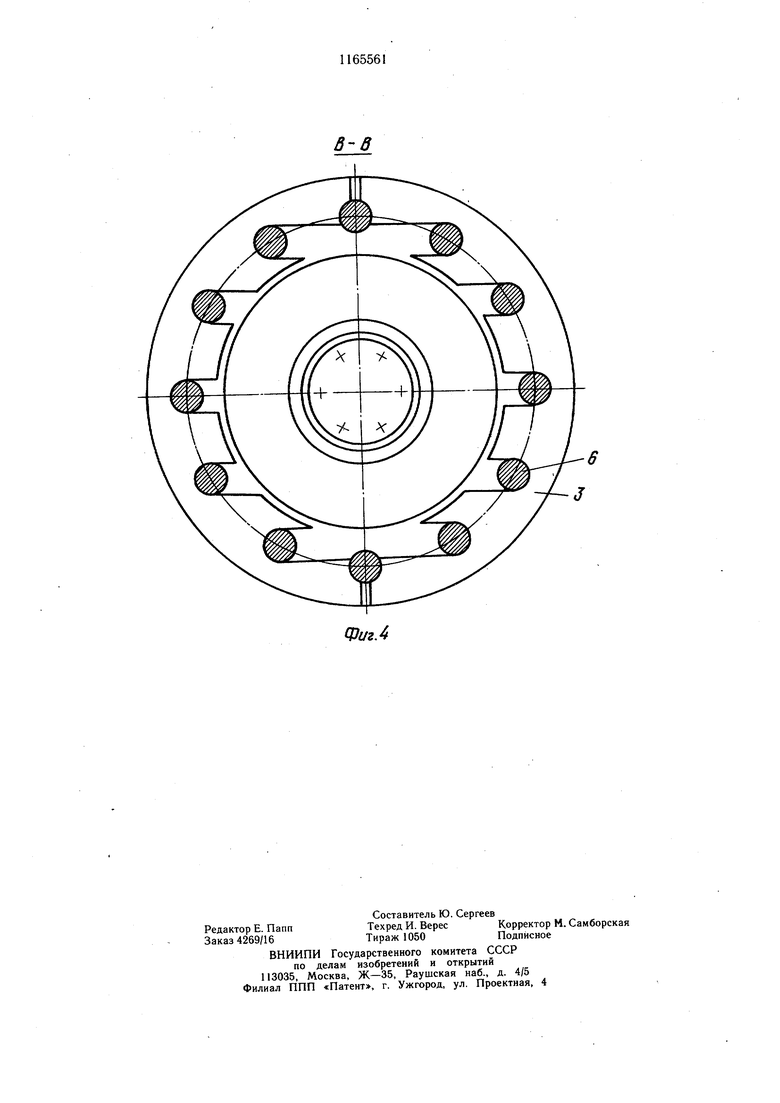
На фиг. 1 изображено устройство для групповой затяжки резьбовых соединений фланцевого стык:а, продольны разрез; на фиг. 2 - разрез А-А на фиг. 1 (сильфон не показан); на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 1 (сильфон и фланец не показаны).
Устройство для групповой затяжки резьбовых соединений фланцевого стыка содержит сильфон 1 с патрубками 2 и прокладкой 3, которые размещаются между привалочными поверхностями стягиваемых фланцев 4 и 5. Стыковка фланцев 4 и 5 осуществляется ,с помощью болтов 6 и гаек 7.
Сильфон 1 выполнен в виде торообразной оболочки 8 с приваренной к ней мембраной. 9. Возможно использование сильфонов и другой конструкции.
Во фланце 4 выполнена ответная профилю торообразной оболочки 8 полость 10 с пазами 11 на торце и радиальными резьбовыми отверстиями 12, в которые устанавливаются щтуцера 13, служащие для подсоединения патрубков 2 к напорной и сливной магистралям (не показаны). Прокладка 3 выполнена из двух симметричных половин тарированной толщины ff , которая определяется величиной деформации удлинения болтов, обеспечивающих усилие прижатия фланцев 4 и 5 один к другому.
Устройство для групповой затяжки резьбовых соединений фланцевого стыка работает следующим образом.
Предварительно в полость 10 фланца 4 устанавливается торообразная оболочка 8 так, чтобы ее патрубки 2 расположились в пазах 11. Затем в резьбовые отверстия 12 фланца 4 вворачивают щтуцеры 13, которые плотно прилегают к патрубкам 2. После этого фланцы 4 и 5 монтируются на трубе или на концах соединяемых валов и стягиваются болтами 6 с гайками 7 с незначительным тарированным усилием.
Затем щтуцеры 13 подсоединяют к напорной магистрали (стрелка а) и подают давление в торообразную оболочку 8, при этом мембрана 9 начинает прогибаться и передает давление на фланец 5, фланец 4 в это же время испытывает такое же давление от торообразной оболочки 8. Под действием этих усилий стержень болта 6 начинает удлиняться, а между фланцами 4 и 5 появляется зазор. Растяжение стержня болта 6 производят до тех пор, пока его деформация не будет соответствовать заданному усилию затяжки или несколько превыщать его.
После этого в образовавшийся зазор между фланцами 4 и 5 устанавливают прокладку 3 тарированной толщины, соответствующей удлинению болтов 6 при достижении заданного усилия затяжки.
Потом давление в торообразной оболочке 8 сбрасывают. Вместо штуцеров 13 устанавливают пробки (не показаны).
На этом сборка фланцевого соединения заканчивается.
Разборка фланцевого соединения производится в обратной последовательности. Сначала ввертываются щтуцеры 13 и подсоединяются к напорной магистрали. Затем подается давление в торообразную оболочку 8, вынимается прокладка 3, сбрасывается давление и свинчивяются гайки 7 с болтов 6.
За счет введения в конструкцию устройства для групповой затяжки резьбовых соединений фланцевого стыка прокладки 3 и
ее размещения совместно с сильфоном 1 между фланцами 4 повышается точность затяжки резьбового соединения.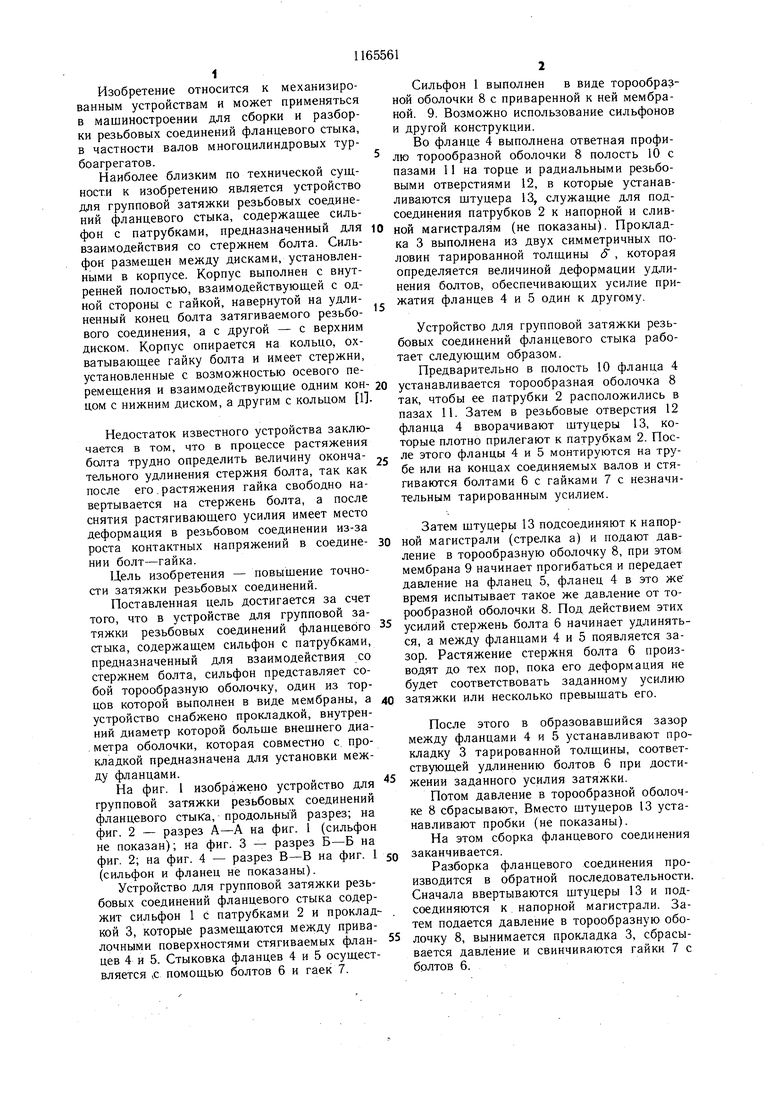
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАТЯЖКИ ТЯЖЕЛОНАГРУЖЕННЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ БОЛЬШОГО ДИАМЕТРА | 1997 |
|
RU2137951C1 |
| ФЛАНЦЕВЫЙ РАЗЪЕМ | 2009 |
|
RU2406909C1 |
| Способ сборки узла врезки и центратор | 2019 |
|
RU2725944C1 |
| Устройство для одновременного растягивания группы резьбовых крепежных деталей | 1980 |
|
SU1024261A1 |
| Способ сборки и разборки групп крупных резьбовых узлов фланцевых соединений и устройство для его осуществления | 1987 |
|
SU1521585A1 |
| Наконечник для гидравлического и электрического соединения стержней обмоток электрической машины | 1979 |
|
SU873335A1 |
| УЗЕЛ СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН | 2006 |
|
RU2319868C2 |
| ГАЗОВОД ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ С ДОЖИГАНИЕМ | 2005 |
|
RU2339831C2 |
| МУФТА ДЛЯ ТРУБ | 1993 |
|
RU2091657C1 |
| СИЛЬФОННЫЙ КОМПЕНСАТОР | 2014 |
|
RU2561816C1 |
УСТРОЙСТВО ДЛЯ ГРУППОВОЙ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ФЛАНЦЕВОГО СТЫКА, содержащее сильфон с патрубками, предназначенный для взаимодействия со стержнем болта, отличающееся тем, что, с целью повышения точности затяжки резьбовых соединений, сильфон представляет собой торообразную оболочку, один из торцов которой выполнен в виде мембраны, а устройство снабжено прокладкой, внутренний диаметр которой больше внешнего диаметра оболочки, которая совместно с прокладкой предназначена для установки между фланцами. (Л Oi 01 СП О5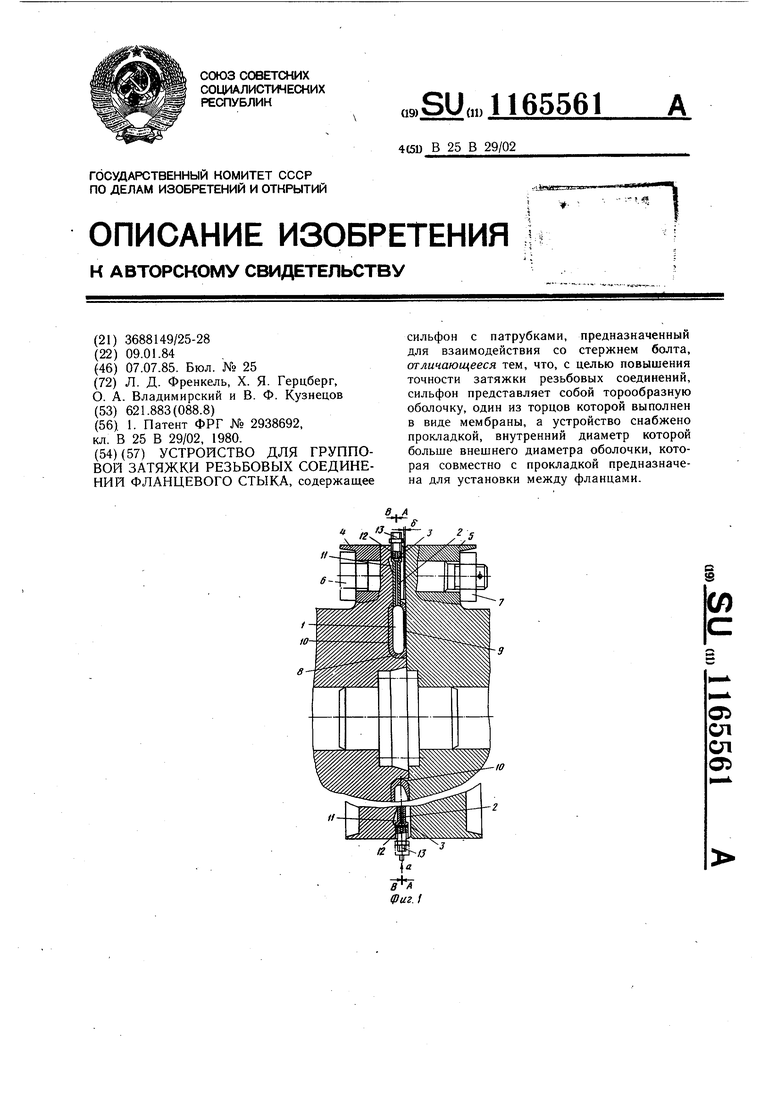
А-А Фиг. 2. Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент ФРГ № 2938692, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
