сд to
ел
00 СП
Изобретение относится к машиностроению и предназначено для сборки и разборки резьбовых соединений в виде шпилек с гайками для крепления крышек сосудов высокого давления, в частности атомных реакторов.
Цель изобретения - повышение надежности соединения и производительности работы деталей стыка за счет сокраш,ения времени сборки и разборки с гарантируе- мой одинаковой затяжкой всех резьбовых узлов при обеспечении дистанционного управления рабочими операциями.
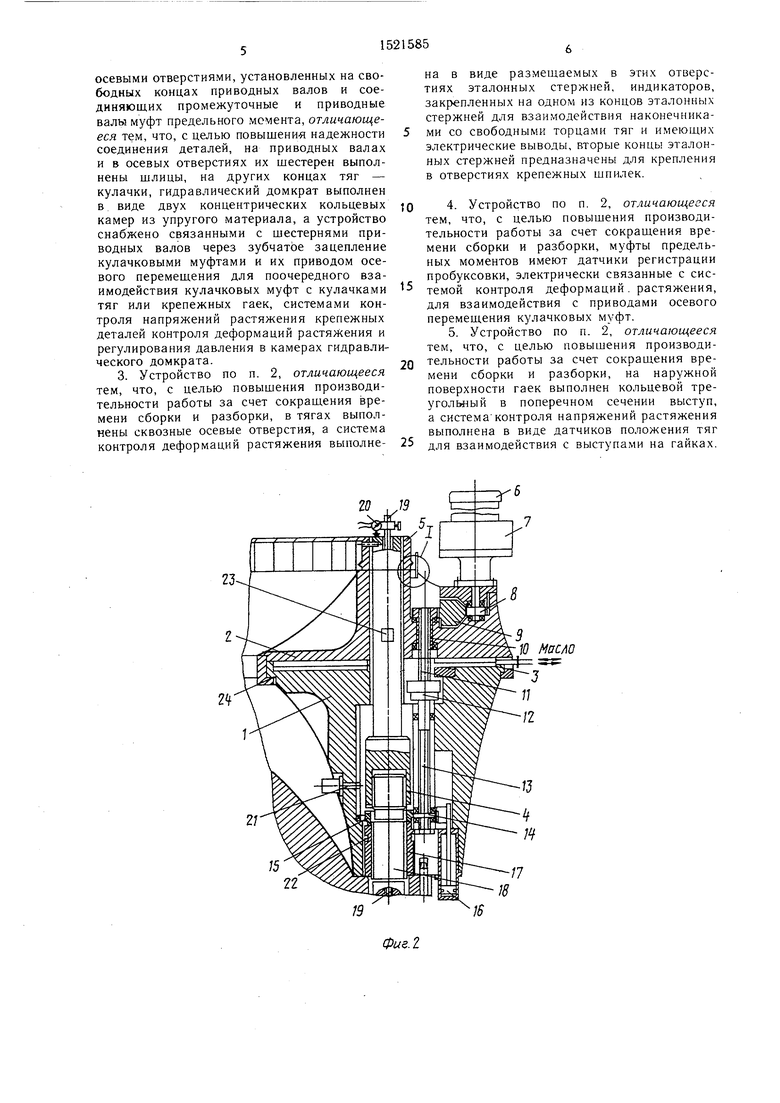
На фиг. 1 представлена кинематическая схема устройства; на фиг. 2 - конструктивное выполнение устройства; на фиг. 3 - узел I на фиг. 2.
Устройство содержит основание 1, крышку 2, гидродомкрат 3, тяги 4 с гайками 5, электродвигатель 6, редукторы 7 и передачу, выполненную в виде шестерни 8 вра- шения общего кольцевого зубчатого колеса 9 и шестерни 10, установленные на промежуточных валах 1 муфты 12 предельного момента для соединения с выходными валами 13, на шлицах которых размешены шестерни 14, взаимодействуюш,«е с кулачковыми муфтами 15, имеюшими наружный зубчатый венец и снабженные приводом 16 осевого перемещения и вза- имодейс вующнми с торцовыми кулачками крепежных гаек 17 или тяг 4. В отверстиях П1пилек 18 и тяг 4 размешены эталонные стержни 19, на которых крепятся индикаторы 20, имеющие электрические выводы и связанные с системой контроля деформаций растяжения.
Устройство содержит также фиксаторы 21 крепежных гаек 17, взаимодействующие с кольцевыми канавками 22 на крепежных гайках 17, тензодатчики 23 контроля напряжений растяжения тяг 4, упоры 24, удерживающие основание 1, датчики 25 регистрации пробуксовки муфт 12 пре- дельного мо.мента, датчики 26 положения вспомогательных тяг 4, взаимодействующие с выступами 27 гаек 5. Гидродомкрат 3 выполнен в виде двух концентрических кольцевых камер из упругого материала.
Устройство работает слелдующим образом.
После установки устройства производится предварительная затяжка резьбовых узлов. Для этого расфиксируют крепежные гайки 17, затем включают электродвигатели 6, приводящие через редукторы 7, шестерни 8 и зубчатое колесо 9 шестерни 10, промежуточные 11 и приводные 13 валы с шестернями 14. Попеременным включением кулачковых муфт 15 навинчивают на шпильки 18 крепежные гайки 17 и тя- ги 4 одинаковыми крутящими моментами, обеспечиваемыми муфтами 12. Затем гидродомкратом 3 растягивают все тяги 14 и шпильки 18 усилием, составляющим
5
0 5
0
5
0
5
5
0
40-50% от номинального. Затем производится оценка напряжений растяжения в тягах соответствующей системой по показаниям тензодатчиков 23. После снятия растягивающего усилия производится установка тяг 4 путем их вращения кулачковыми муфтами 15, при этом сравниваются требуемые величины рассогласования их положений с показаниями датчиков 26. После установки тяг 4 производится контрольное растяжение с тем же усилием, при получении одинакового уровня напряжений усилие снимается и индикаторы 20 выставляются на «О. Устройство отложено и готово к работе.
Для затяжки стыка производится растяжение шпилек 18 номинальным усилием, контролируемым системой контроля деформации растяжения. Затем производится одновременное завинчивание до упора всех крепежных гаек 17 одинаковыми крутя1.иими моментами, обеспечиваемыми муфтами 12. Стык затянут. Устройство демонтируется с фланца.
Разборка стыка производится в обратной последовательности.
Формула изобретения
. Способ сборки и разборки групп крупных резьбовых узлов фланцевых соединений, заключающийся в одновременном растягивании группы крупных резьбовых крепежных деталей на требуемую величину и одновременном завинчивании всех крепежных гаек до их упора в поверхность фланца либо их отвинчивания, отличающийся тем, что, с целью повышения надежности соединения деталей стыка, группу крепежных деталей предварительно растягивают усилием, составляющим 40-50 от номинального, затем контролируют напряжения растяжения в крепежных деталях, снимают растягивающее усилие, выравнивают напряжения растяжения во всех крепежных деталях, производят контрольное растяжение и при достижении одинаковых напряжений растяжения во всех крепежных деталях одновременно растягивают группу крепежных деталей номинальным усилием, контролируя при этом величины деформаций крепежных деталей.
2. Устройство для сборки и разборки групп крупных резьбовых узлов.фланцевых соединений, содержащее основание, размещенную на нем по крайней мере одну крышку с отверстиями под крепежные детали, тяги, установленные на одном из их концов, гайки для взаимодействия с крепежными болтами, по крайней мере один гидродомкрат, размещенный между крышкой и основанием по обе стороны от тяг, и привод в виде электродвигателей с редукторами, связанной с ними передачи, промежуточного и приводных валов, щестерен с
осевыми отверстиями, установленных на свободных концах приводных валов и соединяющих промежуточные и приводные валы муфт предельного момента, отличающееся тем, что, с целью повышения надежности соединения деталей, на приводных валах и в осевых отверстиях их шестерен выполнены шлицы, на других концах тяг - кулачки, гидравлический домкрат выполнен в виде двух концентрических кольцевых камер из упругого материала, а устройство снабжено связанными с шестернями приводных валов через зубчатое зацепление кулачковыми муфтами и их приводом осевого перемещения для поочередного взаимодействия кулачковых муфт с кулачками тяг или крепежных гаек, системами контроля напряжений растяжения крепежных деталей контроля деформаций растяжения и регулирования давления в камерах гидравлического домкрата.
3. Устройство по п. 2, отличающееся тем, что, с целью повышения производительности работы за счет сокрашения времени сборки и разборки, в тягах выполнены сквозные осевые отверстия, а система контроля деформаций растяжения выполнена в виде размещаемых в этих отверстиях эталонных стержней, индикаторов, закрепленных на одном из концов эталонных стержней для взаимодействия наконечника- ми со свободными торцами тяг и имеющих электрические выводы, вторые концы эталонных стержней предназначены для крепления в отверстиях крепежных шпилек.
4. Устройство по п. 2, отличающееся тем, что, с целью повышения производительности работы за счет сокращения времени сборки и разборки, муфты предельных моментов имеют датчики регистрации пробуксовки, электрически связанные с системой контроля деформаций, растяжения, для взаимодействия с приводами осевого перемещения кулачковых муфт.
5. Устройство по п. 2, отличающееся тем, что, с целью повышения производительности работы за счет сокращения времени сборки и разборки, на наружной поверхности гаек выполнен кольцевой треугольный в поперечном сечении выступ, а система контроля напряжений растяжения выполнена в виде датчиков положения тяг для взаимодействия с выступами на гайках.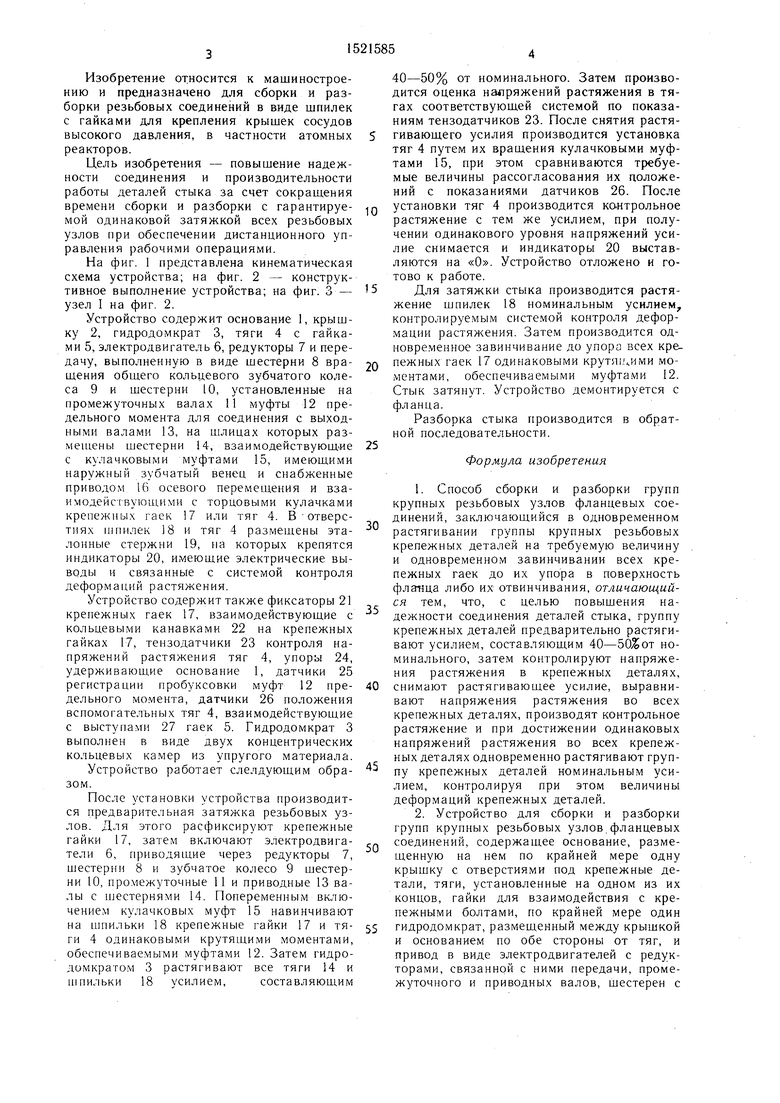
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и разборки групп крупных резьбовых узлов фланцевых соединений | 1988 |
|
SU1618626A1 |
| Способ сборки и разборки фланцевых соединений и устройство для его осуществления | 1989 |
|
SU1623855A1 |
| Устройство для затяжки крепежных деталей разъемов сосудов | 1987 |
|
SU1466923A1 |
| Устройство для затяжки крупных резьбовых соединений | 1978 |
|
SU944913A1 |
| ЛЕГКОСЪЕМНОЕ БЕЗЗАЗОРНОЕ КРЕПЕЖНОЕ СОЕДИНЕНИЕ ФЛАНЦЕВ | 2013 |
|
RU2519996C1 |
| Устройство для сборки или разборки фланцевых соединений | 2016 |
|
RU2657150C2 |
| Устройство для сборки и разборки резьбовых соединений крепления крышек сосудов высокого давления | 1988 |
|
SU1562123A1 |
| Устройство для затяжки и отвинчивания крепежных гаек | 1987 |
|
SU1440691A1 |
| Способ компенсации температурных зазоров бесстыкового рельсового пути | 2017 |
|
RU2679849C1 |
| Устройство для групповой затяжки резьбовых соединений фланцевого стыка | 1984 |
|
SU1165561A1 |
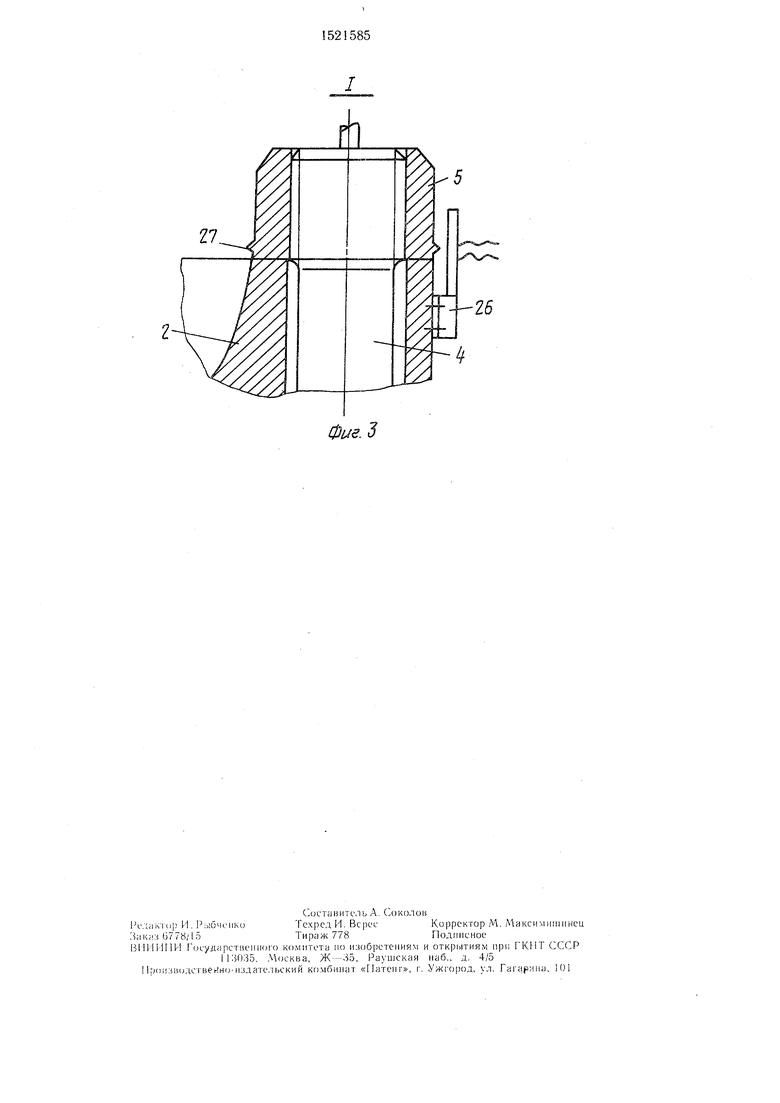
Изобретение относится к устройствам и способам сборки крепежных узлов и предназначено для сборки резьбовых соединений. Цель изобретения - повышение надежности и производительности работы за счет сокращения времени сборки и гарантированного усилия затяжки. Способ сборки и разборки групп крупных резьбовых узлов фланцевых соединений заключается в одновременном растягивании резьбовых узлов сначала на 40...50% от номинального усилия, контроля и обеспечении равномерности нагружения резьбовых узлов и в последующем нагружении всех групп резьбовых узлов номинальным усилием с одновременным затягиванием их гаек равными моментами. Устройство для осуществления этого способа содержит основание 1, крышку 2 и гидродомкрат 3, передающий усилие на крепежные шпильки 18 посредством тяг 4, крепежные гайки 17 затягиваются одновременно с помощью привода 6 и передачи 9 до упора во фланец. 2 с. и 3 з.п.ф-лы, 3 ил.
75
22
Г
Ю Масло
Л
18
i/г. J
| Устройство для одновременного растягивания группы крупных резьбовых крепежных деталей | 1972 |
|
SU541661A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для затяжки крепежных деталей разъемов сосудов | 1987 |
|
SU1466923A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
