W
с
а
9д
00
4 Изобретение относится к машиностроению и может быть использовано во всех отраслях народнога хозяйства для накатьгаания резьбы. Цель изобретения - повьшение качества резьбы за счет улучшения цент . рирования инструмента. На фиг. 1 изображен инструмент, общий ВИД} на фиг.2 - вид А на фиг. Инструмент содержит стержень 1 с резьбонакатным роликом 2, калибрующе частью 3, раскатной частью 4 и хвост вик 5. Калибрующая часть 3 выполнена по всей длине стержня. На участке стерж ня с заборным конусом ролика 2 кажды виток калибругацей части инструмента выполнен гщлиндрическим с диаметром, отличающимсй от диаметра соседних ви ков на величину подъема резьбы забор кого конуса ролика, и профилем в нop faльнoй плоскости, совпадающим с Профилем предшествующего ему витка ролика в осевой плоскости. Инструмент работает следукицим образом. Инструменту, направленному в обрабатываемое отверстие и закрепленному в воротке или в патроне станка (соответственно вручную или при по1
5w 742мощи станка),, сообщается вращательное движение и осевое перемещение. При контакте раскатной части с отверстием происходит раскатка его до необходимого размера. Затем деформи рукяцая часть первого кольцевого витка заборного KcfHyca резьбонакатного ролика, контактируя с поверхностью отверстия, образует первый виток цилиндрической резьбы с формой сечения в нормальной плоскости, повторякядий форму сечения кольцевого витка ролика в осевой плоскости. Следом за движущейся деформирующей частью первого кольцевого витка идет виток цилиндрической резьбы калибрующей части инструмента с профилем по всей его длине, соответствующей образованной резьбе. Таким образом, за кольцевыми витками ролика следуют витки цилиндрической резьбы калибрующей части инструмента. Благодаря этому, зацепление инструмента с деталью происходит с первого витка при полном центрировании инструмента за счет ввинчивания его калибрующей части. После окончания накатки резьбы инструмент вывинчивается из детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ накатывания наружней резьбы на тонкостенных заготовках и устройство для его осуществления | 1990 |
|
SU1779457A1 |
| РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443492C1 |
| Инструмент для накатки внутренней резьбы | 1982 |
|
SU1050794A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| РОЛИК ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2010 |
|
RU2447965C2 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 2010 |
|
RU2449850C2 |
| Резьбонакатная головка | 1982 |
|
SU1058697A1 |
| ОСЦИЛЛИРУЮЩИЕ РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2277990C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2278760C1 |
| Резьбонакатаная головка | 1978 |
|
SU664730A1 |
ИНСТРУМЕНТ ДЛЯ НАКАТКИ ВНУТРЕННЕЙ РЕЗЬБЫ по авт.св. № 1050794, отличающийся . тем, что, с целью повьшения качества резьбы за счет улучшения центрирования инструмента, калибрующая часть вьшолнена по всей длине стержня, причем на длине заборного конуса ролика каждый виток резьбы калибрующей части инструмента выполнен цилиндрическим с диаметром, отличаю.щимся от диаметра соседних витков на величину подъема резьбы заборного конуса ролика, и профилем в нормальной плоскости, совпадакицим с профилем предшествукяцего ему витка ролика в осевой плоскости.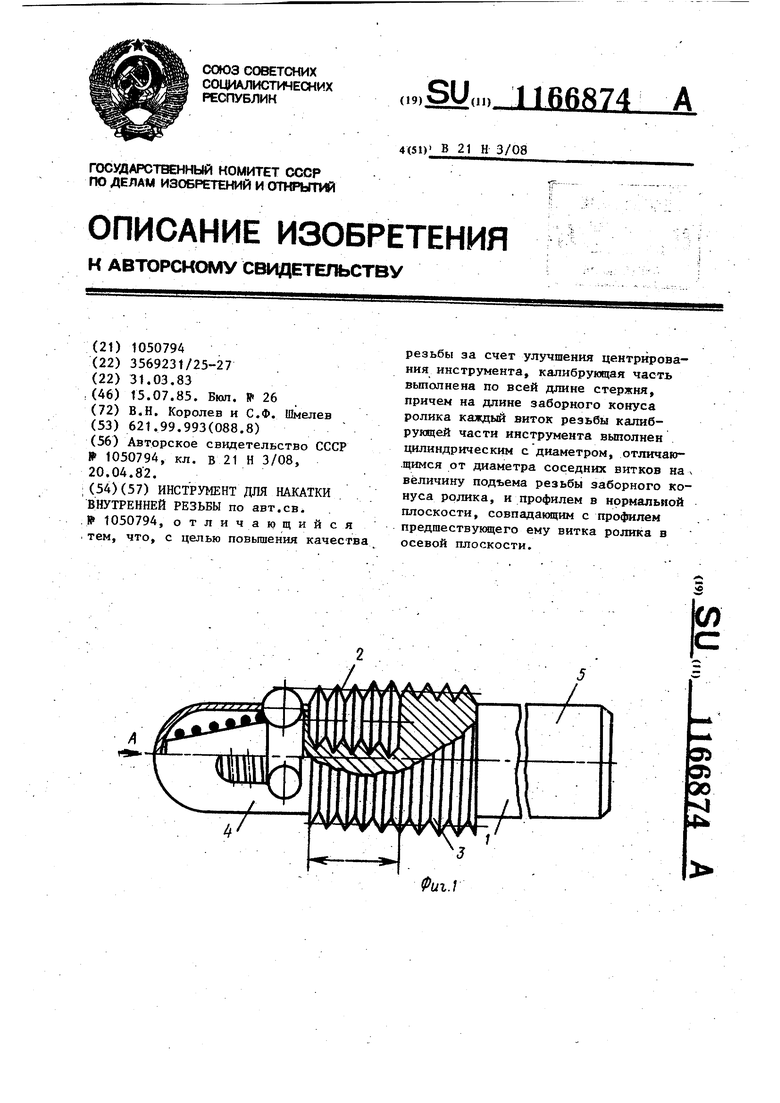
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ; | |||
