Изобретение относится к технологии машиностроения, к способам формообразования резьбы пластическим деформированием, в частности к накатыванию резьбы роликами и изготовлению оснастки для ее реализации.
Известна конструкция резьбонакатных роликов для накатывания наружной резьбы с осевой, продольной подачей заготовки, имеющих коническую заборную и цилиндрическую калибрующую части [1]. Ролики получают главное вращательное движение, а заготовка - движение осевой, продольной подачи самозатягиванием. Накатывание резьбы по всей длине заготовки осуществляется последовательно. Ролики позволяют накатывать резьбу неограниченной длины. Радиальные усилия при накатывании с осевой, продольной подачей минимальны.
Однако в работе конструкция известных резьбонакатных роликов имеет сравнительно низкую производительность и возможность проскальзывания заготовок, которая ведет к выкрашиванию вершин витков и поломки инструментов, что удорожает процесс накатывания, снижает стойкость инструмента и точность обработки.
Задачей изобретения является расширение технологических возможностей резьбонакатных роликов, позволяющей повысить производительность, особенно при накатывании резьбы с большим шагом, увеличение площади контакта деформирующих элементов с обрабатываемой поверхностью благодаря изготовлению на витках заборной части выкружек, образующих впадины, способствующих лучшему захвату заготовок, уменьшению сил накатывания и предотвращению проскальзывания заготовки относительно инструмента, снижение себестоимости процесса накатывания, повышение стойкости инструмента и точности обработки.
Поставленная задача решается с помощью предлагаемого ролика для накатывания наружной резьбы на заготовке с продольной подачей, имеющий наружную периферийную рабочую поверхность, состоящую из конической заборной части и цилиндрической калибрующей части, а также ступицу с отверстием и шпонпазом, при этом он содержат на витках конической заборной части выкружки, расположенные друг от друга на расстоянии вдоль витка не менее 4Р мм, где Р мм - шаг накатываемой резьбы, и в шахматном порядке относительно соседних витков, имеющие длину не менее 2Р мм и максимальную глубину впадины не менее (0,3…0,4)Р мм.
Особенности конструкции предлагаемого ролика для накатывания наружной резьбы на заготовке с продольной подачей поясняются чертежами.
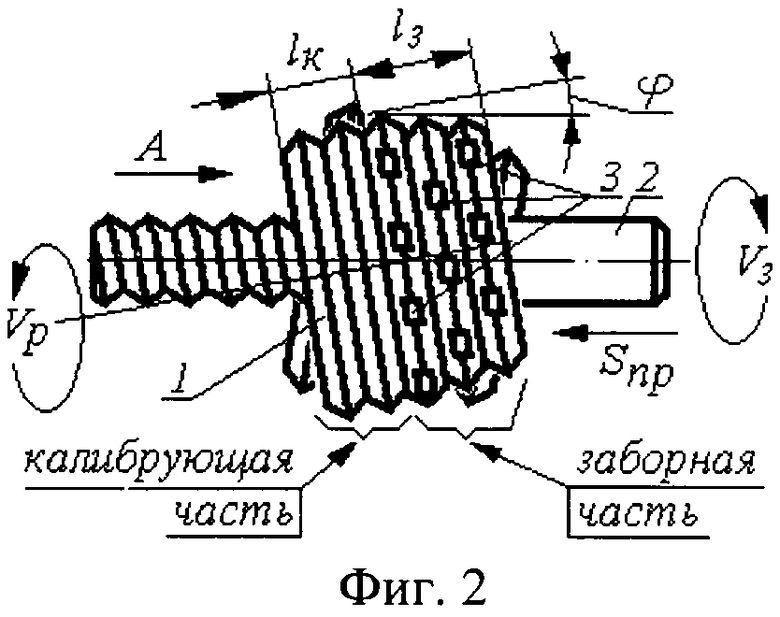
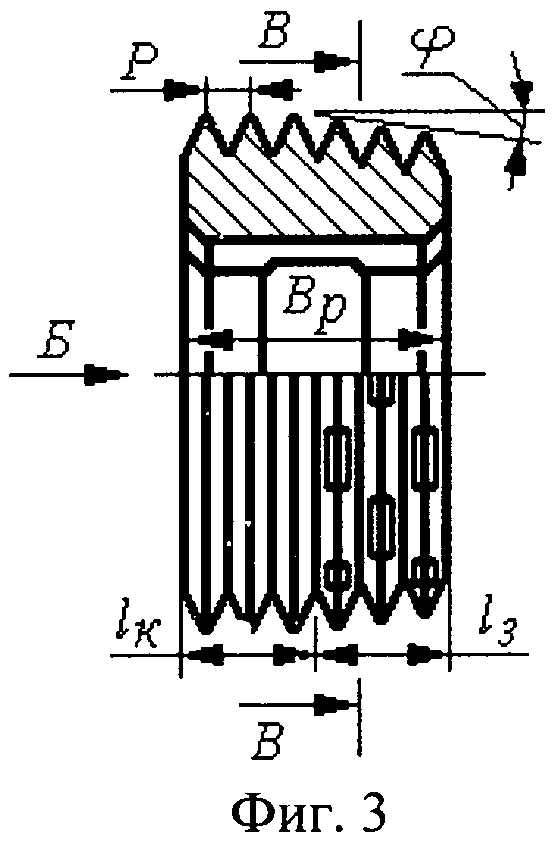
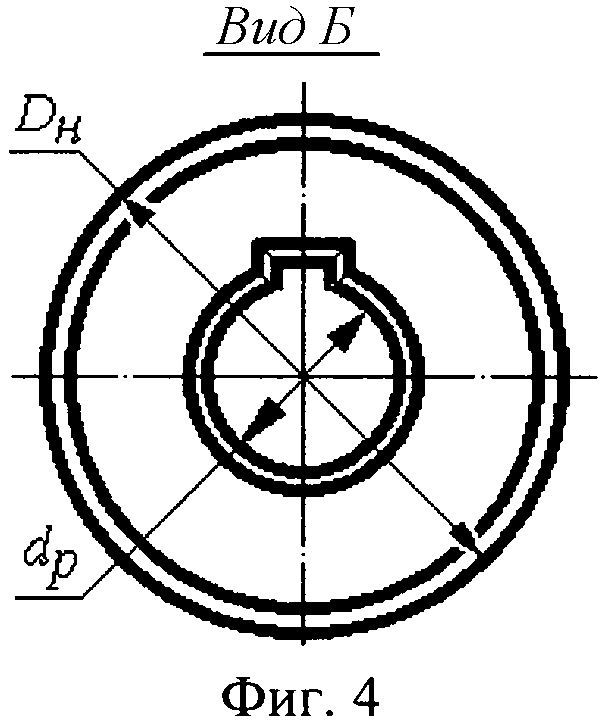
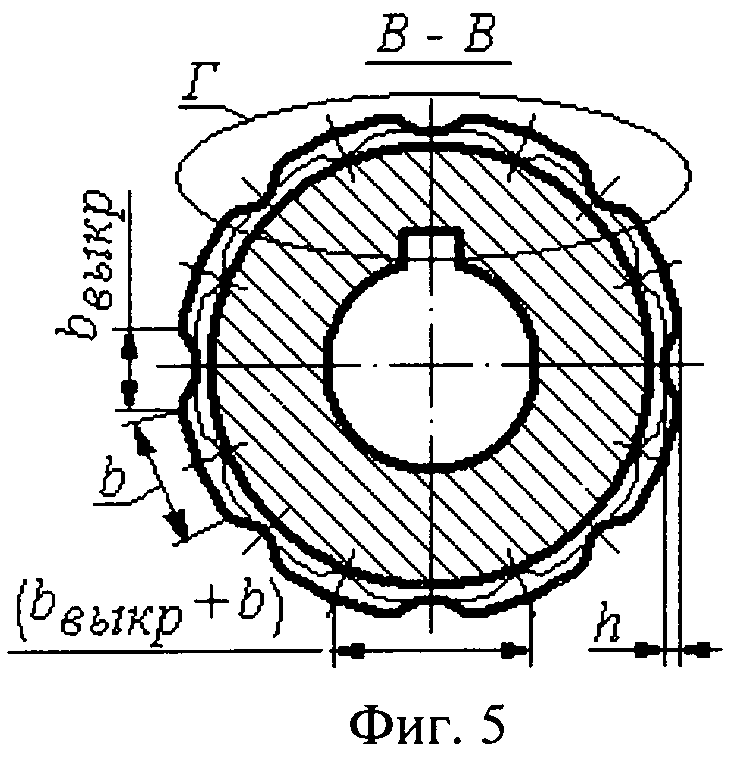
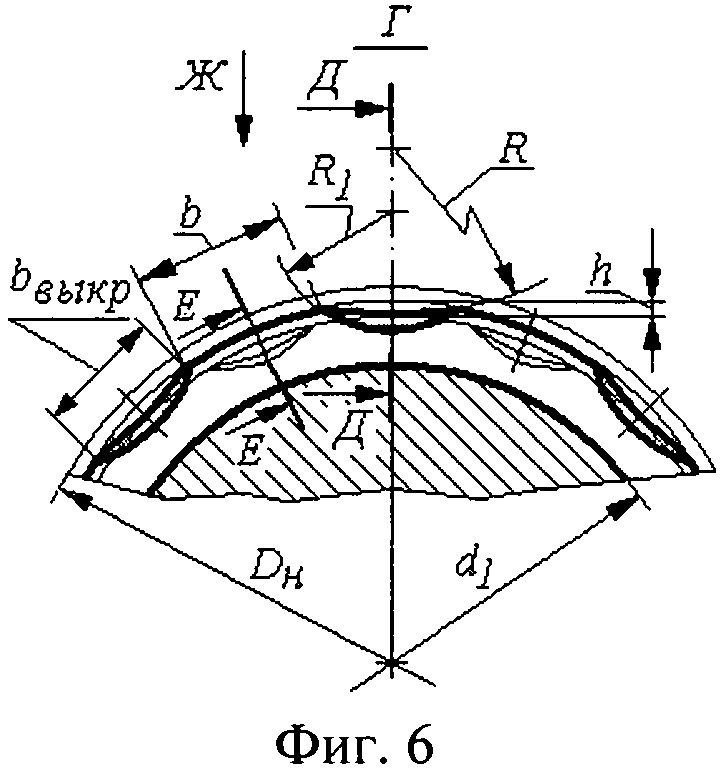
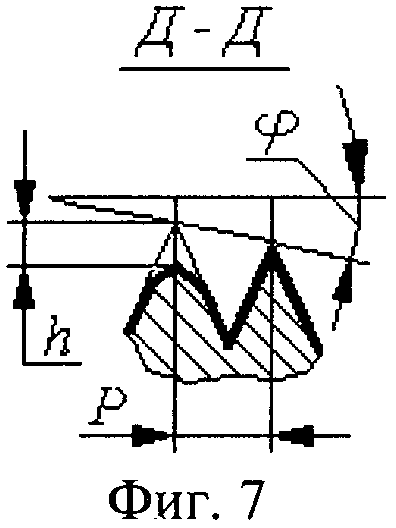
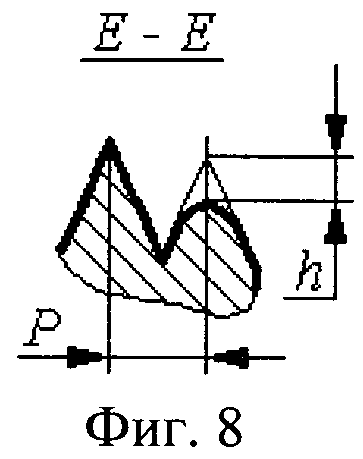
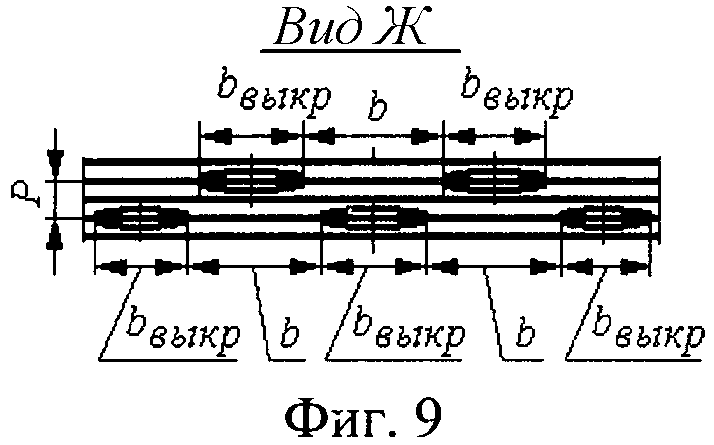
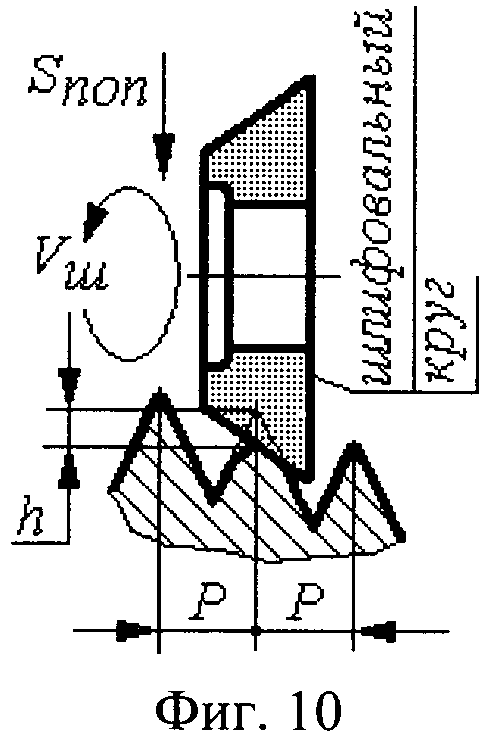
На фиг.1 показана схема способа накатывания метрической резьбы роликами, имеющими коническую заборную часть с выкружками и цилиндрическую калибрующую часть, ролики получают главное вращательное движение, а заготовка - движение осевой, продольной подачи самозатягиванием, общий вид по А, сбоку, на фиг.2; на фиг.2 - схема способа накатывания метрической резьбы предлагаемым роликом, общий вид спереди; на фиг.3 - конструкция предлагаемого ролика, имеющего коническую заборную часть с выкружками и цилиндрическую калибрующую часть, частичный продольный разрез; на фиг.4 - конструкция предлагаемого ролика, вид Б с торца на фиг.3; на фиг.5 - конструкция предлагаемого ролика, поперечное сечение В-В заборной части на фиг.3; на фиг.6 - конструкция предлагаемого ролика, элемент Г на фиг.5; на фиг.7 - продольное сечение Д-Д на фиг.6; на фиг.8 - продольное сечение Е-Е на фиг.6; на фиг.9 - общий вид сверху по Ж на фиг.6; на фиг.10 - схема наладки при обработки выкружки шлифовальным кругом типа 3П с коническим профилем 63×10×10 α 20° К ГОСТ 2424-83.
Предлагаемая конструкция ролика 1 предназначена для накатывания наружной резьбы с продольной подачей SПР заготовки 2, имеющий коническую заборную часть с выкружками 3 и цилиндрическую калибрующую часть. Ролик получает главное вращательное движение VP, а заготовка - движение продольной подачи SПР и вращательное VЗ самозатягиванием. Накатывание резьбы по всей длине заготовки осуществляется последовательно. Ролик позволяет накатывать резьбу неограниченной длины. Радиальные усилия при накатывании с продольной подачей минимальны. На фиг.1-10 показан ролик с кольцевой нарезкой, профиль которой соответствует профилю накатываемой резьбы, обычно используемых на специальных резьбонакатных станках, например, мод. 5933, А2528 и др.
Предлагаемый ролик для накатывания наружной резьбы на заготовках с продольной подачей помимо наружной периферийной рабочей поверхности, состоящей из конической заборной части и цилиндрической калибрующей части, имеет также ступицу с отверстием и шпонпазом (см. фиг.3-4) для базирования и установки ролика на станке. Диаметр предлагаемого ролика, количество витков на нем и допускаемые отклонения элементов профиля выбираются так же, как и для традиционных, последние регламентированы ГОСТ 9539-72.
Ролик имеет на витках конической заборной части выкружки 3, образующие впадины длиной bВЫКР и выступы длиной b, т.е. выкружки расположены друг от друга на расстоянии (bВЫКР+b) вдоль витка, которое должно быть не менее (bВЫКР+b)≥4Р мм, где Р мм - шаг накатываемой резьбы. При этом длина выкружки принимается не менее 2Р мм, т.е. bВЫКР≥2Р мм.
Выкружки расположены на конической заборной части в шахматном порядке относительно соседних витков и имеют максимальную глубину впадины не менее h≥(0,3…0,4)Р мм, при этом форма витка в поперечном сечении в выкружке сохраняется. Для сохранения формы витка в выкружке используется способ получения выкружки шлифованием (см. фиг.10).
Накатывание резьбы предлагаемым роликом производится на существующих резьбонакатных 2-роликовых станках. Ролики с конической заборной частью с выкружками, имеющие между собой жесткую кинематическую связь, выставляются таким образом, чтобы выступы резьбы на роликах при накатывании резьбы попадали во впадины резьбы заготовки. Заготовка устанавливается между роликами на поддерживающем ноже 4.
При работе предлагаемыми роликами расстояние между их осями сохраняется постоянным. Оси роликов перекрещиваются под углом, соответствующим углу подъема накатываемой резьбы; при каждом обороте вокруг своей оси заготовка перемещается в продольном направлении на величину шага Р резьбы. Одним комплектом роликов накатывается резьба данного шага различных диаметров и различного направления. Наружные диаметры DH накатных роликов не зависят от диаметра накатываемой резьбы. Поэтому размеры их могут быть меньше, чем у роликов с винтовой нарезкой. Предлагаемый накатной ролик имеет угол заборной части φ=3° и длину заборной части lЗ=3P, где Р - шаг накатываемой резьбы.
Предлагаемый накатной ролик с заборной частью с выкружками позволяет получать резьбу среднего класса 6g ГОСТ 16093-70. Качество поверхности накатанной резьбы соответствует шероховатости Ra=0,5…1,25 мкм. Предлагаемый ролик применяют для всех резьб. Размеры ролика колеблются в пределах, мм: DH=75…207; ВР=25…125; dP=45…100.
Предлагаемый резьбонакатной ролик изготовляют из стали марок Х12М, Х6ВФ, Х12Ф1 для изделий с твердостью НВ 160…200; из стали 6Х6В3МФС - для изделий с НВ 370…400.
Скорость накатывания зависит от материала накатываемой заготовки: для латуни 100…120 м/мин; мягкой стали 80…100 м/мин; стали средней твердости 40…60 м/мин; твердой стали 15…20 м/мин; титановых сплавов 12…14 м/мин.
Пример. При проведении производственных испытаний на заготовке - вал из стали 45 ГОСТ 1050-88 (прокат в состоянии поставки) - накатывалась резьба M30×3,5-6g длиной 800 мм на 2-роликовом резьбонакатном полуавтомате А2528 роликами предлагаемой конструкции, имеющими размеры: DH=140,651 мм; lК=40 мм; lЗ=10,5 мм; φ=3°; допускаемые отклонения элементов профиля по ГОСТ 9539-72. Предлагаемый накатной ролик имел на заборной частью выкружки, полученные с помощью шлифовального круга типа ЗП с коническим профилем 63×10×10 α 20°К ГОСТ 2424-83 из электрокорунда марки 24 А, зернистостью 125, твердостью СМ1, структурой 8, на керамической связке, который правился под углом αК=40°. Путем перемещения в поперечном направлении SПОП и врезании шлифовального круга (см. фиг.10) в виток заборной части на глубину h≥(0,3…0,4)Р мм вышлифовывалась впадина на одной стороне витка, а затем на другой. Таким образом, получается выкружка глубиной h≈1,2 мм, у которой сохранена форма профиля витка с размерами: R1=23 мм, R=25 мм, h≈1,2 мм. Предлагаемому ролику сообщали вращательное движение со скоростью V=20 м/мин.
Испытаниями установлено, что размеры накатанной резьбы стабильны и соответствуют требуемому квалитету точности, стойкость инструмента соответствует нормам стойкости резьбонакатных роликов по ГОСТ 9539-72, высота шероховатости резьбовой поверхности соответствует требованиям чертежа. Повысилась производительность и снизилась вероятность проскальзывания заготовок, повысилась стойкость инструментов и точность обработки, не наблюдалось выкрашивание вершин витков и поломки инструментов, что удешевило процесс накатывания.
Предлагаемый ролик с конической заборной частью с выкружками позволяют накатывать наружные резьбы с высокой производительностью и качеством резьбы, с уменьшенными силами накатывания и улучшенным захватом заготовок при полном отсутствии проскальзывания их относительно инструмента.
Источники информации
1. Якухин В.Г., Ставров В.А. Изготовление резьб. Справочник. М.: Машиностроение, 1989. - С.40 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 2010 |
|
RU2449850C2 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443492C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2278760C1 |
| ОСЦИЛЛИРУЮЩИЕ РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2277990C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| Резьбонакатной ролик | 1987 |
|
SU1488088A1 |
| Способ накатывания наружней резьбы на тонкостенных заготовках и устройство для его осуществления | 1990 |
|
SU1779457A1 |
| СПОСОБ НАКАТЫВАНИЯ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2012 |
|
RU2505373C2 |
| Способ изготовления конической резьбы на полых изделиях накатыванием и резьбонакатная головка для его осуществления | 1974 |
|
SU766719A1 |
Изобретение относится к технологии машиностроения, а именно к накатыванию резьбы роликами. Ролик имеет наружную периферийную рабочую поверхность, состоящую из конической заборной части, цилиндрической калибрующей части и ступицу с отверстием и шпонпазом. На витках конической заборной части выполнены выкружки, расположенные друг от друга на расстоянии вдоль витка не менее 4Р, где Р - шаг накатываемой резьбы, мм. Выкружки расположены в шахматном порядке. Выкружки имеют длину не менее 2Р и максимальную глубину впадины не менее (0,3…0,4)Р. В результате повышается производительность и улучшается захват заготовок роликом. 10 ил., 1 пр.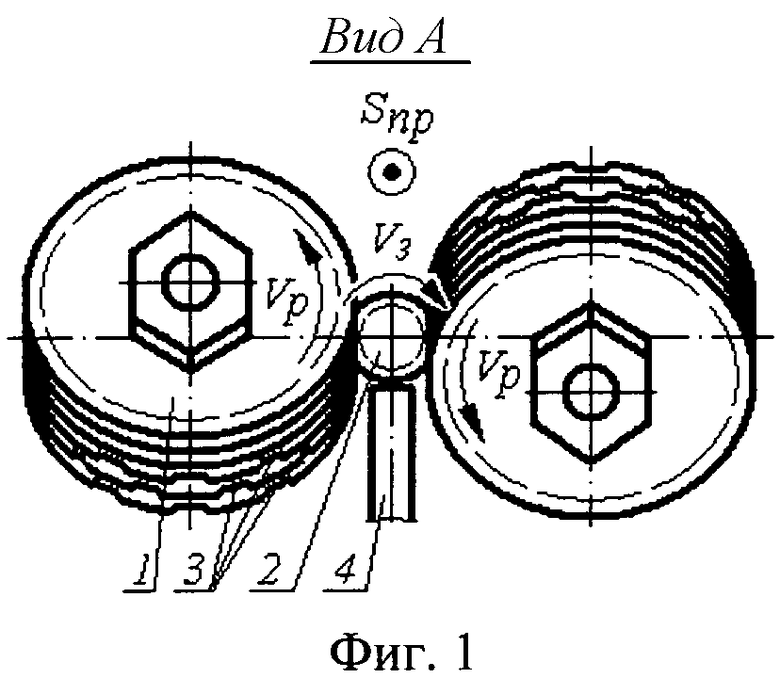
Ролик для накатывания наружной резьбы на заготовке с продольной подачей, имеющий наружную периферийную рабочую поверхность, состоящую из конической заборной части и цилиндрической калибрующей части, а также ступицу с отверстием и шпонпазом, отличающийся тем, что он содержит на витках конической заборной части выкружки, расположенные друг от друга на расстоянии вдоль витка не менее 4Р, где Р - шаг накатываемой резьбы, мм, и в шахматном порядке относительно соседних витков, имеющие длину не менее 2Р и максимальную глубину впадины не менее (0,3…0,4) Р.
| Якухин В.Г | |||
| и др | |||
| Изготовление резьб | |||
| Справочник | |||
| - М.: Машиностроение, 1989, с.40 | |||
| Резьбонакатный ролик | 1982 |
|
SU1045987A2 |
| Резьбонакатной ролик | 1987 |
|
SU1488088A1 |
| US 4771625 A, 20.09.1988. | |||

