Изобретение относится к способам обработки металлов давлением и может быть использовано для получения наружных резьб повышенной точности на тонкостенных заготовках
Известен способ получения точной резьбы на трубах накаткой. Способ осуществляется комплектом роликов-с переменным шагом витков, расположенных на заборной части, при этом величина шагов определяется из условия постоянства обье- ма заготовки и пределах одного шага.
Недостатками такого способа являются возникновение повышенных радиальных нагрузок на заютовку при накатывании резьб на тонкостенных заготовках, а также искажение профиля резьбы по длине заготовки.
Известен также способ накатки ребристого профиля на тонкостенных трубах, при котором деформацию материала осуществляют без значительного осевого удлинения заготовки, что обеспечивает стабильность шага по величине. Способ осуществляется на оправке комплектом роликов с переменным шагом витков в заборной части роликов.
Недостатками этого способа являются невозможность его осуществления без предварительной обработки внутренней поверхности заготовки под оправку, а также зависимость точности размеров и геометрии накатываемого профиля от качества этой обработки
Известен способ накатки резьбы на тонкостенных заготовках на оправке, при котором заготовку деформируют пластически и упруго до соприкосновения с оправкой а затем накатывают, т.е окончательно формируют витки и впадины резьбы как на сптошной заготовке (прототип).
М
XI
2
СЛ
XI
Такой способ повышает радиальную жесткость заготовки, однако накатывание резьб на тонкостенных заготовках с использованием оправки удорожает значительно стоимость изделия и повышает трудоем- кость изготовления, так как требует подготовки полости заготовки под оправку, т.е. имеет те же недостатки, что и предыдущий, Способ накатки на оправке осуществляется на двухроликовом резьбонакатном станке, оснащенном приспособлением для подачи заготовок в зону накатывания с оправкой для повышения жесткости заготовки и удержания ее в зоне накатывания.
В связи с указанными недостатками описанного способа чаще применяют накатку безоправочную с осевой подачей резьбонакатных головок.
Применение головок позволяет получить окончательно обработанные детали высокой точности, но радиальные нагрузки на инструмент значительны,
Для накатывания резьб на тонкостенных деталях применяют раскрывающиеся резьбонакатные головки, работающие с осевой подачей, в которых может быть установлен комплект с большим числом накатных роликов.
Наиболее распространенное число роликов в комплекте -три.
Прототипом устройства, которым может быть осуществлен способ, выбран комплект накатных роликов с кольцевыми витками на рабочей поверхности, состоящей из калибрующей части с номинальным шагом витков и заборной части, кольцевые витки каждого последующего ролика смещены относительно витков предыдущего ролика.
Недостатком этого устройства является то, что на тонкостенных заготовках, имеющих при накатке значительную величину относительного удлинения, невозможно получить точный профиль резьбы, так как в процессе накатки происходит несовпаде- ние по шагу витков накатного инструмента и формируемой резьбы.
Целью изобретения является повышение точности накатываемой резьбы путем повышения радиальной жесткости заготов- ки и локализации очага деформации.
Поставленная цель достигается тем, что согласно способу накатки наружной резьбы на тонкостенных заготовках с помощью накатных роликов, при котором осуществляют пластическое деформирование впадины резьбового профиля накатываемой резьбы с образованием перемычки, производят дополнительно деформирование перемычки в зоне впадины резьбового профиля путем
приложения усилия, растягивающего ее в направлении, параллельном оси заготовки. Устройством, осуществляющим этот способ, является комплект накатных роликов с кольцевыми витками на рабочей поверхности, состоящей из калибрующей части с номинальным шагом витков и заборной части, в котором кольцевые витки каждого последующего ролика смещены относительно витков предыдущего ролика, при этом кольцевые витки заборной части каждого ролика выполнены с переменным шагом, а величина изменения шага AT двух смежных витков каждого ролика составляет:
THOM Z
ATN
N
-(1-m).
а величина смещения S кольцевых витков одного ролика относительно последующего равна:
Тном , Тном
2
+
(1-m),
Z Z
где m - коэффициент изменения величины шага;
Тном - номинальный шаг калибрующей части роликов;
N - число витков в заборной части всех роликов;
Z - количество роликов в комплекте.
Тонкостенной является заготовка с отношением толщины стенки заготовки д к среднему диаметру заготовки dcp меньшим
или равным 15%, т.е. -- Ј 15%.
Чем меньше --, тем больше в процес- dcp
се накатки увеличение относительного удлинения заготовки е - -,-, где Д1 1 - 10, т.е.
1о
разность между длиной заготовки после накатки I и ее первоначальной длиной 10.
Относительное удлинение заготовки Ј в процессе накатки изменяется в зависимо6
сти от -- при неизменных параметрах на- dcp
катываемой резьбы. Экспериментально установлены пределы относительного удлинения тонкостенной заготовки, при которых накатываемая резьба соответствует требованиям по точности размеров и профиля.
Эти пределы дл-я относительного удлинения составляют:
0,015 ,125;
Д 1-10; l lo+ Д1:Е -уЬ
I lo + lo е; I --10(1+ Ј);
(1+ е) k - коэффициент осевого удлинения тонкостенной заготовки в процессе накатки, который изменяется в пределах 1.015 k 1,125,
При коэффициенте осевого удлинения тонкостенной заготовки меньше 1,015 заготовка накатывается как сплошная и сколько-нибудь значительного-изменения параметров резьбы не происходит. При к 1,125 формирование резьбового профиля невозможно из-за значительных деформаций, Значение коэффициента осевого удлинения заготовки k использовано при расчете шагов накатного инструмента. За минимальный шаг принят шаг Тмин
- m - коэффициент изменения к к
величины шага заборной части роликов. Таким образом Тмин m Тном; абсолютная ве- личина изменения двух смежных шагов составит:
ду ТнОМ ТмИН ТнОМ
(1-т),
NN
где Тном номинальный шаг калибрующей части комплекта роликов, соответствующий профилю накатываемой резьбы;
N - число витков заборной части всех роликов.
Физический смысл создания дополни- тельных деформаций в зоне перемычки межвитковой впадины резьбового профиля за счет приложения растягивающего осевого усилия F заключается в повышении радиальной жесткости заготовки к воздействию усилий деформации Р, формирующих резьбовой профиль. Таким образом, повышение жесткости деформируемого участка улучшает условия получения резьбы полного профиля. Пластическая деформация в зоне перемычки может сопровождаться незначительным утонением стенки заготовки в зоне перемычки, что в конечном счете не оказывает влияния на прочность изделия.
Выполнение кольцевых витков с конца до начала заборной части роликов с последовательным уменьшением шага от номинального создает растягивающие усилия на каждом формируемом витке в результате последовательного взаимодействия витков накатываемой резьбы с равномерно изменяющимся по величине шагом накатываемых кольцевых витков ролика путем последовательного перемещения очага деформации, создаваемого каждым роликом: для числа роликов Z - на 1/Z длины винтовой линии накатываемой резьбы, образующей полный виток.
Максимальным шагом для комплекта роликов, таким образом, является номи- нальный шаг калибрующей части комплекта роликов, а минимальным - первый формирующий виток на первом ролике в его заборной части.
В известном комплекте роликов величина смещения кольцевых витков равна отношению шага накатываемой резьбы к числу роликов
S
THQM
где Тном - номинальный шаг;
Z - число роликов в комплекте. Это справедливо при равенстве всех шагов кольцевых витков комплекта роликов.
Однако геометрия заборной части ролика предлагаемого устройства предусматривает накопление изменения величины смещения кольцевых витков из-за неравномерности шага витков в заборной части каждого ролика.
Все соседние витки накатных роликов в заборной части, последовательно воздействующие на заготовку, отличаются один от другого, начиная с первого витка первого
ролика на ДТм
-™-{1-т); этот ряд будет
выглядеть следующим образом для комплекта из 3-х роликов: Ti1 Ti2 Ti3 Т21 Т22 Т2 Тз , и т.д., в зависимости от числа кольцевых витков в заборной части.
Для определения величины шага между кольцевыми витками в заборной части каждого ролика необходимо найти разность шагов двух смежных витков. Для комплекта из 3-х роликов и 7 витков можно записать:
Ti1 Тмин; Ti2 Тмин + ДТм: Ti3 ТМин+ Д2Тм;
Т21 Тмин + 3 ДТм; Т22 - Тмин + 4 ДТм:
Т23 - Тмин + 5 ДТм; Тз1 Тмин + 6 ДТм.
При этом разность двух смежных шагов одного ролика соответственно составит:
Т21 - Ti1 Тмин + 3 ДТм - Тмин ЗДТм;
Т21-Т11-Тмин+ бДТм-(ТМИн+ ЗДТм)
3 ДТм
Т22 - Ti2 Тмин + 4 ДТм - (Тмин + ДТм)
ЗДТм
Т23 - Ti3 Тмин + 5 Д Тм - (Тмин + 2 Д Тм) -ЗДТм
Таким образом, разница двух смежных шагов между витками в заборной части всех
о -г
роликов составляет: 3 ДТм (1-т),
если три ролика.
Для общего случая Z роликов, формула примет следующий вид:
А . Ат Z THQM /А
ДТ гДТм -jq- (1-m).
При неизменном шаге витков в комплекте смещение S витков второго ролика
относительно первого составляет -У,
третьего относительно второго также
-. где
Тном и т.д., или в общем виде Тном
Z - число роликов в комплекте.
Для комплекта роликов с меняющейся величиной шага кольцевых витков в заборной части величина смещения при равномерном изменении шагов соответственно будет увеличена на ДТм.
Таким образом, смещение для витков заборной части каждого ролика будет составлять
+ ДТы
ном
I НОМ
N
± (1-т)
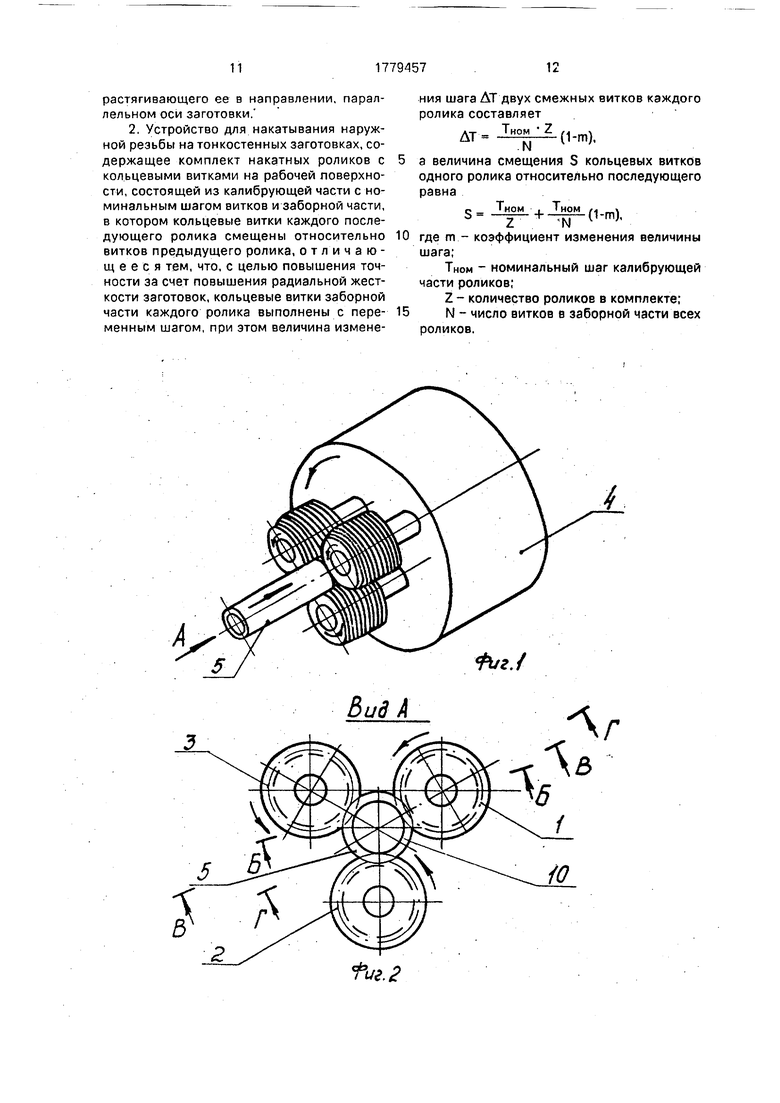
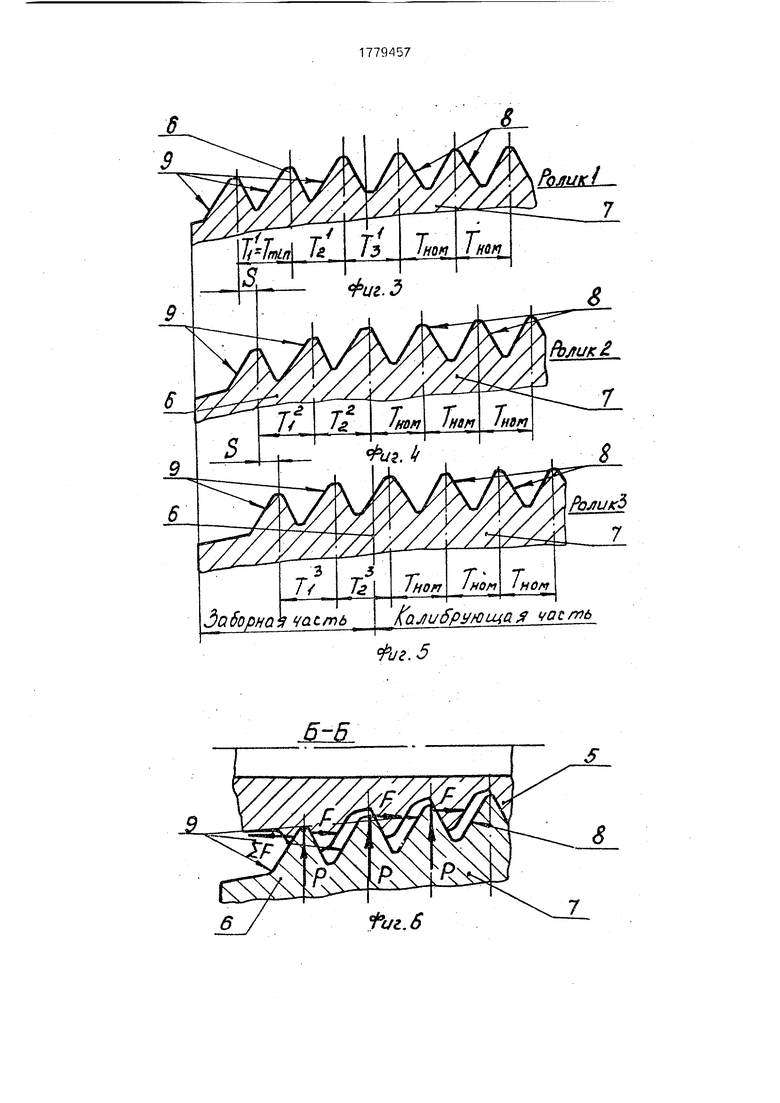
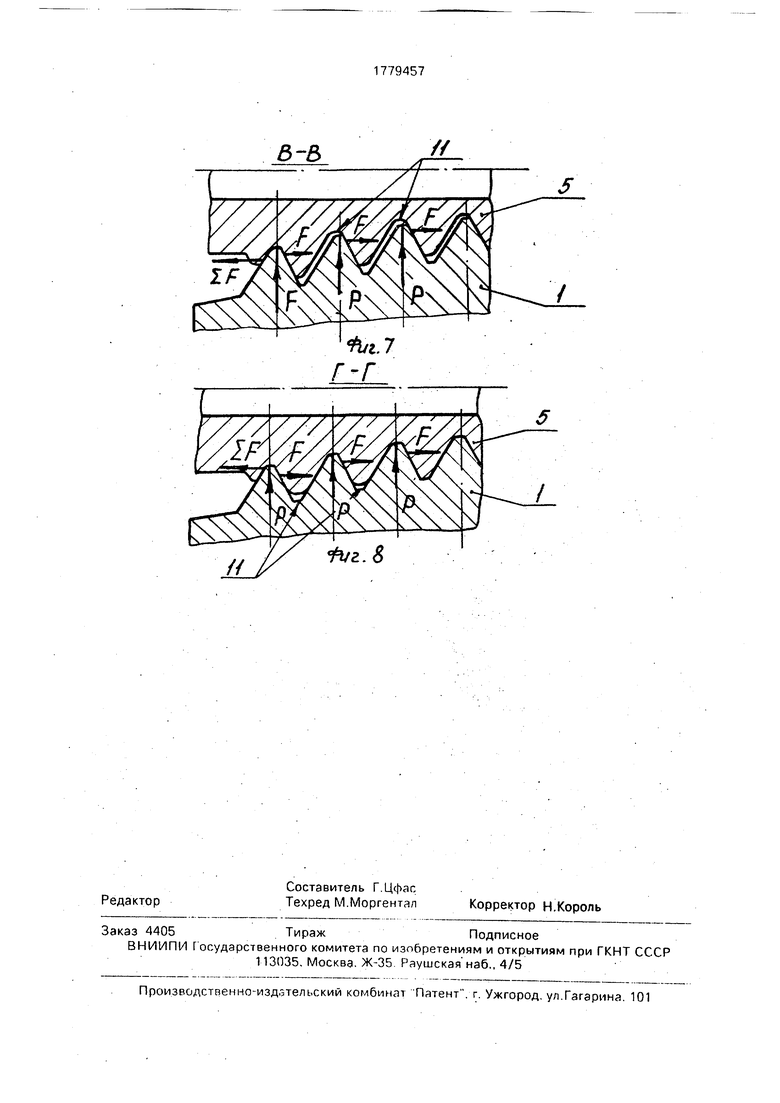
На фиг. 1 представлена общая схема накатывания; на фиг. 2 - вид А на фиг. 1; на фиг. 3-5 - комплект накатных роликов; на фиг. 6-8 - последовательность образования резьбового профиля, сечения Б-Б, В-В и Г-Г на фиг. 2.
Устройство, содержащее комплект накатных роликов, которым реализуется заявляемый способ, состоит из накатных роликов 1,2,3 (последовательность роликов указана в порядке их взаимодействия с заготовкой), установленных в резьбонакатной головке 4, закрепляемой в шпинделе (не показан), например, сверлильного станка. Со- осно со шпинделем сверлильного станка располагается заготовка 5. Каждый ролик 1-3 имеет заборную часть 6 и калибрующую часть 7. Кольцевые витки 8 калибрующей части 7 всех роликов выполнены с шагом, равным окончательному шагу профиля накатываемой резьбы Тном. Соседние кольцевые витки 9, последовательно воздействующие на заготовку заборной части 6 всех роликов выполнены с переменным шагом, отличающимся один от другого на ДТм
--ip- (1-m), смещение кольцевых витков
9 на каждом ролике S + --- (1 -т).
Способ осуществляется следующим образом.
Заготовку подают в осевом направлении к вращающимся роликам 1-3 (фиг. 2), После внедрения в заготовку 5 первого витка 9 ролика 1 с небольшим осевым усилием
первые витки 9 роликов 2 и 3 перемещаются уже по готовой впадине 10 накатываемой резьбы (фиг. 2). Затем в работу вступают следующие витки роликов 2 и 3 и окончательно витки 8 калибрующей части 7, благодаря чему головка 4 самостоятельно перемещается с подачей, равной шагу накатываемой резьбы. Впадина 10 накатываемого профиля резьбы в начальный момент формируется первым витком 9 ролика 1 с
минимальным шагом Ti1 Тмин. После формирования 1/3 части винтовой линии (при трех роликах в комплекте), т.е. впадины 10 накатываемой резьбы, в деформации начинает принимать участие соседний первый
виток 9 ролика 2 (шаг с Ti1 увеличивается на ДТм, что создает напряжение растяжения на перемычке 11 профиля резьбы), затем соседний виток 9 ролика 3. который, отличаясь увеличенным шагом Тг в сравнении с шагом Ti на ДТм ролика 2, также создает напряжение растяжения на следующем деформируемом участке (фиг. 3-5). При этом смежные витки 9 каждого ролика на 1/3 винтовой линии накатываемого профиля создают растяжение перемычки 11, повышая жесткость заготовки в зоне накатки. Для ясности понимания происходящего процесса условно принимаются следующие обозначения:
смежные шаги - последовательно расположенные шаги одного ролика;
соседние шаги - последовательно расположенные шаги разных роликов.
Таким образом, витки 9 заборной части
6 на одном ролике являются смежными, например на ролике 1 шаги Ti1, T21 и Тз1. а на роликах 1-3 соседними являются витки 9 заборной части 6 с шагами Ti1, Ti2 и Ti3. Смежные витки одного ролика, например ролика 1, отличаются, как показано ранее, на ДТ - 3 ДТм, а соседние - на ДТм.
Все ролики работают в одинаковых условиях, производя одинаковые деформации.
На фиг. 6-8 показана последовательность внедрения, например, ролика 1 в заготовку 5.
Сечение Б-Б: витки 9 заборной части 6 ролика 1 на 1/3 части винтового профиля
5 накатываемой резьбы совершают неполное внедрение в тело заготовки 5 на всю глубину витка 9, витки 8 калибрующей части 7 в формировании профиля не участвуют. Разность шагов витков 9 и 3 ДТм создает на
каждой перемычке 11 осевую деформацию растяжения силой F (на первом витке она является результирующей и составляет 3F с противоположным знаком). Радиальная жесткость заготовки 5 к усилию Р основной деформации повышается.
В следующей фазе внедрения (сечение В-В) происходит углубление витков 9 в тело заготовки 5, при этом схема действующих в зоне деформации сил не меняется.
В окончательной фазе (сечение Г-Г) происходит окончательное формирование профиля витками 8 калибрующей части 7. Искажения треугольного профиля впадины условно не показаны на фиг. 6-8.
Разница размеров шагов роликов 1-3 в заборной части 6 на AT такова, что усилие F, создающее напряжение растяжения перемычки 11, обеспечивает равномерное удлинение заготовки в пределах ее осевой деформации по каждой впадине.
Такая схема распределения деформирующих нагрузок в очаге деформации исключает свободное неконтролируемое течение металла по поверхностям контакта с инстру- ментом и тем самым повышает точность накатываемого резьбового профиля.
Все неконтролируемые деформации при такой схеме накатывания сосредоточены в зоне перемычки со стороны внутрен- ней полости трубчатой заготовки.
Примером конструктивного исполнения может служить накатка резьбы на заготовке с малой радиальной жесткостью, которой является корпус пресс-масленки с патрубком. Заготовка имеет наружный диаметр 9,72 мм, внутренний - 7,3 мм, длина патрубка 8,0 мм, материал заготовки - сталь листовая марки 08кп. Накатывался профиль резьбы М10х1.
В комплект резьбонакатной головки входит три накатных ролика.
Количество витков в заборной части соответственно: 1-го ролика - 3, 2-го ролика - 2, 3-го ролика - 2. ТНом 1 мм, что соответствует шагу накатываемого профиля.
дт
Расчет параметров роликов
Тном / 1Ч. тТном
ЦП-); I мин -:-
N
ДТ
1 НОМ
(1-т); 1,015 k 1,125;
.1
N
TI Тмин; А Т 3 Д TN - разница размеров между смежными шагами кольцевых витков в заборной части.
m : -.. 0,985 - верхний преКI iv/ I О
дел значения;
m
1,125
0,888 - нижний предел значения.
В скобках указаны размеры для нижнепредела значения ДТм.
Тмин
ATN . Ti2+ АТы Тз1 Т21 + AT AT
ft
ТГ
: Тмин + ДТм
Т2°
Т13 +
1
ДТм -j- (1 - 0,985) 0,0021 АТм
, 1 7 Тмин
(1-0,888) 0,016
1 х 0,985 0,985 0,888
ТГ 0,985 0,888 Ti2 0,985+ 0,0021 0,888 + 0,016
0,987 0,904 (мм)
Ti3 0,985 + 0,0042 0,904 + 0,016
0,989 0,920 (мм)
ЗДТм- ДТ 0,0021 хЗ 0,0063 0,016 х
х 3 0,048 (мм)
Т21 - 0,985 + 0,0063 0.991 0,888 +
+ 0,048 0,936 (мм)
Тз1 0,991 + 0,0063 0,997 0,936 +
+ 0,048 0,984 (мм)
Т22 0,97 8+ 0,0063 0,993 0,904 +
+ 0,048 0,952 (мм)
Т23 0,989 + 0,0063 0,995 0,920 +
+ 0,048 0,968 (мм).
Из расчетов видно, что деформация возрастает равномерно и локализуется в зоне перемычки благодаря выбранной геометрии шага.
Возможность совпадения витков профиля нарезаемой резьбы с меняющимся шагом кольцевых витков инструмента обеспечивает расчетное смещение S на каждом ролике:
S - + ДТы;
S
+ 0,0021
0,335 К-+ 0,016
О
0,349 (мм)
Формула изобретения 1. Способ накатывания наружной резьбы на тонкостенных заготовках с помощью накатных роликов, при котором осуществляют пластическое деформирование впадины резьбового профиля накатываемой резьбы с образованием перемычки, отличающий- с я тем, что, с целью повышения точности за счет повышения радиальной жесткости заготовки и локализации очага деформации, осуществляют дополнительное деформирование перемычки в зоне впадины резьбового профиля путем приложения усилия.
растягивающего ее в направлении, параллельном оси заготовки.
2, Устройство для накатывания наружной резьбы на тонкостенных заготовках, содержащее комплект накатных роликов с кольцевыми витками на рабочей поверхности, состоящей из калибрующей части с номинальным шагом витков и заборной части, в котором кольцевые витки каждого последующего ролика смещены относительно витков предыдущего ролика, отличающееся тем, что, с целью повышения точности за счет повышения радиальной жесткости заготовок, кольцевые витки заборной части каждого ролика выполнены с переменным шагом, при этом величина изменения шага ДТ двух смежных витков каждого ролика составляет
Тном Z
дт
N
(1-т),
а величина смещения S кольцевых витков одного ролика относительно последующего равна
THOM L Тном
s
(1-m),
Z N
где m - коэффициент изменения величины шага;
Тном - номинальный шаг калибрующей части роликов;
Z - количество роликов в комплекте; N - число витков в заборной части всех роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 2010 |
|
RU2449850C2 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| Резьбонакатная головка | 1982 |
|
SU1058697A1 |
| РОЛИК ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2010 |
|
RU2447965C2 |
| РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443492C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2278760C1 |
| Резьбонакатной ролик | 1987 |
|
SU1488088A1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| Способ изготовления конических резьб | 1976 |
|
SU664727A1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
Использование: обработка металлов давлением. Сущность изобретения: способ накатывания резьбы роликами, позволяющий создать на перемычке резьбовой впадины,; растягивающие осевые усилия. Напряжения создаются последовательного на каждой впадине, образуя контролируемый и локализованный очаг деформации растяжения. Устройство представляет комплект накатных роликов с витками в заборной части, имеющими разные шаги последовательно увеличивающиеся от минимального значения до номинального Витки калибрующей части ролика выполнены с номинальным шагом. Параметры роликов определяются по приведенным зависимостям. 2 с.п. ф-лы, 8 ил сл С
Вид А
#/г./
Я/г. 2
TtsTmin Ts
Imtrh
3pfop,
Wu$ vatmb
Л-5
TH
НОП
T,
/ton
Јue.3
Кали$руящая vac/776
иг.5
,6
5-5
&г.8
| Лапин В.В | |||
| и др | |||
| Накатывание резьб, червяков, шлицев и зубьев | |||
| Л.: Машиностроение, 1986 | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Султанов Т.Д | |||
| Резьбонакатные головки | |||
| М.: Машиностроение | |||
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
