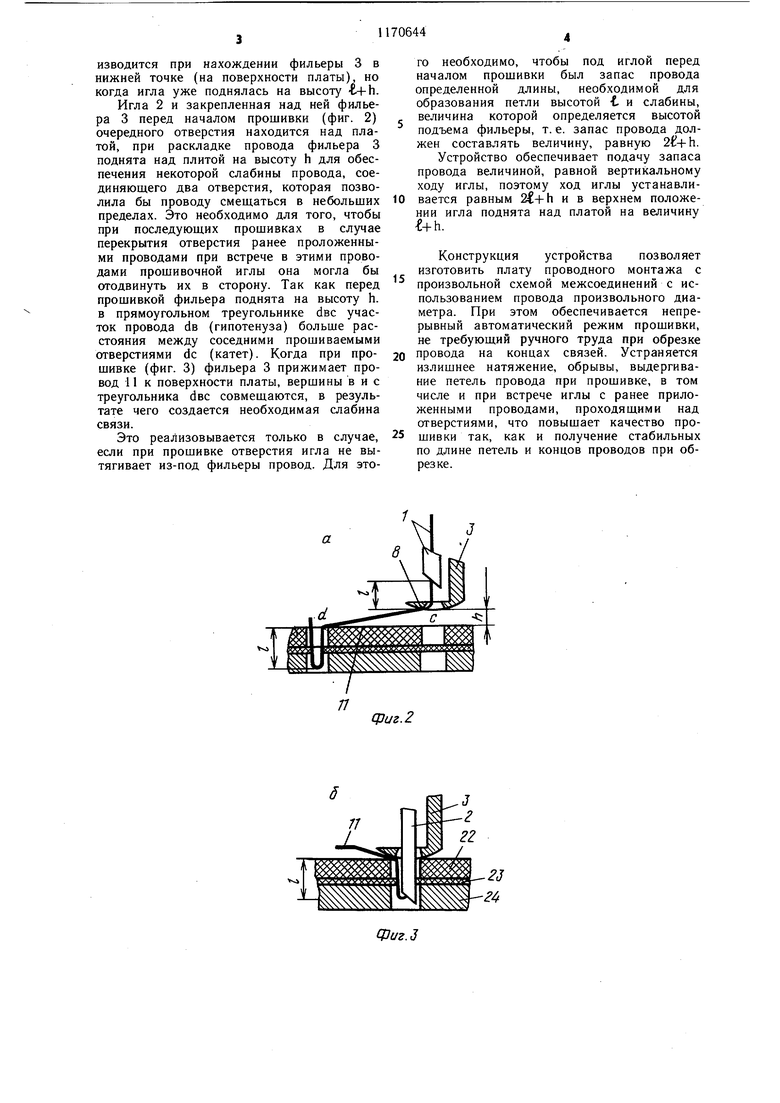
Изобретение относится к производству радиоэлектронной аппаратуры и может быть использовано при изготовлении плат проводного монтажа. Цель изобретения - повышение качества монтажа посредством точного дозирования подачи провода в полую иглу на величину ее вертикального перемещения. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 и 3 - взаимное расположение иглы, платы и фильеры; на фиг. 4 - кинематическая схема устройства; на фиг. 5 и 6 - взаимное расположение кривошипа относительно роликов. Устройство содержит монтажную головку с кареткой 1, снабженной механизмом ее перемещения, с полой иглой 2, с фильерой 3, с узлом подачи провода в виде подающих обрезиненных роликов 4 и 5. Каретка 1 вертикально перемещается по направляющим 6 рамки 7 посредством привода, осуществляемого через щатун 8 от кулачка-кривощипа 9, палец 10 которого может радиально смещаться для обеспечения изменения хода каретки 1 при изменении необходимой длины петли в зависимости от толщины прошиваемой платы. Кулачок-кривошип 9 приводится во вращение двигателем через редуктор (не показан). Подающие ролики 4 и 5 расположены в корпусе каретки 1, между которыми проходит провод 11. Ролик 4 закреплен с возможностью вращения вокруг своей оси на конце рычага 12, на другом конце которого закреплен подшипник 13, взаимодействующий с кулачком 14. Рычаг 12 посредством пружины 15 может осуществлять прижим ролика 4 к ролику 5, а посредством взаимодействия кулачка 14 с подщипником 13 отводить ролик 4 от ролика 5. Ролик 5 закреплен на одной оси с роликом 16, взаимодействующим с зубчатой рейкой 17, которая прижата к нему пружиной 18. Рейка 17 взаимодействует через закрепленный на ней ролик 19 с шатуном 8, который при движении может отжимать ее от ролика 16. Фильера 3 и нож 20 закреплены на рамке 7 корпуса монтажной головки. Привод вертикального перемещения рамки 7 осуществляется от кулачка-кривощипа 9 через подшипник 21, ось которого жестко закреплена на рамке 7. Плата 22 размещается на эластичной прокладке 23, установленной на трафарете 24. Устройство работает следующим образом. Провод диаметром 0,1 мм, сматываемый с бобины, проходит внутри иглы 2, закрепленной в каретке 1, и через фильеру 3. Раскладка провода на плате осуществляется по программе посредством перемещения координатного стола, на котором жестко закреплен трафарет 24 с эластичной прокладкой 23 и иглой-платой 22. В процессе раскладки игла 2 и фильера 3 находятся в верхнем положении, причем конец иглы поднят над платой на высоту -t+h. При остановке координатного стола в момент нахождения иглы над очередным отверстием по команде включается электродвигатель, приводящий во вращение кулачок-кривошип 9, по которому катится подшипник 21, приводя в движение рамку 7 с закрепленной на ней фильерой 3, опускающейся на поверхность платы. Одновременно кулачок-кривошип 9 через щатун 8 приводит в движение каретку 1 с закрепленной в ней иглой 2. При ходе каретки вниз ролики 4 и 5 пружиной 15 плотно прижаты друг к другу, в результате чего провод застопорен относительно иглы. При этом шатун 8 находится в левом секторе. Находящийся с ним в одной плоскости ролик 19 отжимает рейку 17 от ролика 16, ролик 5 неподвижен. Каретка 1 и игла 2 опускается на величину до нижней точки, определяемой ходом программного кулачка-кривошипа 9, при этом игла 2 прокалывает эластичную прокладку 23. После этого в соответствии с программой начинается движение каретки 1 с иглой 2 вверх, шатун 8 перемещается в правый сектор, отходит от ролика 19, пружина 18 прижимает рейку 17 к ролику 16, который начинает катиться по рейке и вращать ролик 4 и прижатый к нему ролик 5. Зажатый между роликами 4 и 5 провод 11 принудительно подается в иглу 2, причем подача провода равна величине перемещения вверх каретки 1 с иглой 2 вследствие равенства диаметров роликов 5 и 16. В конце хода каретка 1, когда она проходит в верхнюю мертвую точку и шатун 8 переходя в левый сектор, отжимает рейку 17 от ролика 16, что прекращает подачу провода 11, пропущенный через иглу участок провода имеет длину , равную величине хода каретки вверх. Таким образом, при движении иглы вверх происходит принудительная дозированная подача провода в иглу вне зависимости от того, обрезан провод или непрерывен. При приходе каретки 1 в верхнюю мертвую точку подщипник 13 набегает на кулачок 14 и через рычаг 12 отодвигает ролик 4 от ролика 5, что освобождает провод 11 для осуществления раскладки. После выхода иглы 2 из фильеры 3 одновременно с движением каретки 1 от кулачка-кривошипа 9 через подшипник 21 осуществляется подъем рамки 7 с фильерой 3 и ножом 20 на высоту h. Обрезка провода на концах связей производится по команде, включающей двигатель, сообщающий движение ножу. Обрезка производится при нахождении фильеры 3 в нижней точке (на поверхности платы), но когда игла уже поднялась на высоту ..
Игла 2 и закрепленная над ней фильера 3 перед началом прошивки (фиг. 2) очередного отверстия находится над платой, при раскладке провода фильера 3 поднята над плитой на высоту h для обеспечения некоторой слабины провода, соединяющего два отверстия, которая позволила бы проводу смещаться в небольщих пределах. Это необходимо для того, чтобы при последующих прощивках в случае перекрытия отверстия ранее проложенными проводами при встрече в этими проводами прошивочной иглы она могла бы отодвинуть их в сторону. Так как перед прощивкой фильера поднята на высоту h. в прямоугольном треугольнике ёвс участок провода dB (гипотенуза) больше расстояния между соседними прошиваемыми отверстиями dc (катет). Когда при прошивке (фиг. 3) фильера 3 прижимает провод 11 к поверхности платы, вершины вис треугольника dBC совмещаются, в результате чего создается необходимая слабина связи.
Это реализовывается только в случае, если при прошивке отверстия игла не вытягивает из-под фильеры провод. Для этого необходимо, чтобы под иглой перед началом прошивки был запас провода определенной длины, необходимой для образования петли высотой . и слабины, величина которой определяется высотой подъема фильеры, т. е. запас провода должен составлять величину, равную 2t4-h. Устройство обеспечивает подачу запаса провода величиной, равной вертикальному ходу иглы, поэтому ход иглы устанавливается равным и в верхнем положении игла поднята над платой на величину +h.
Конструкция устройства позволяет изготовить плату проводного монтажа с произвольной схемой межсоединений с использованием провода произвольного диаметра. При этом обеспечивается непрерывный автоматический режим прошивки, не требующий ручного труда при обрезке
0 провода на концах связей. Устраняется излишнее натяжение, обрывы, выдергивание петель провода при прошивке, в том числе и при встрече иглы с ранее приложенными проводами, проходящими над отверстиями, что повыщает качество прошивки так, как и получение стабильных по длине петель и концов проводов при обрезке.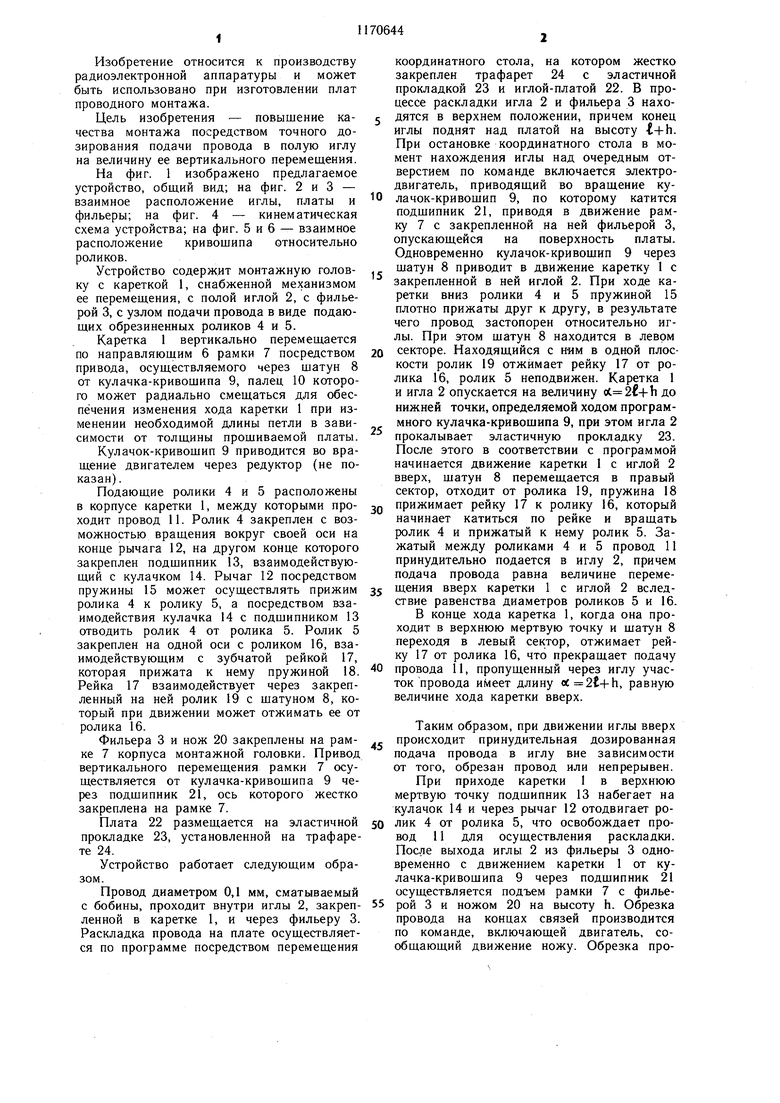
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для монтажа проводов на плате | 1985 |
|
SU1311041A1 |
| Способ прокладки провода на монтажной плате и устройство для его осуществления | 1985 |
|
SU1311040A1 |
| Устройство для раскладки проводов в жгут | 1986 |
|
SU1354451A1 |
| Устройство для укладки монтажных проводов на печатной плате | 1977 |
|
SU705713A1 |
| Устройство для укладки провода на плате | 1981 |
|
SU999189A1 |
| Устройство для раскладки монтажного провода на плате | 1987 |
|
SU1466032A1 |
| Способ изготовления монтажной платы | 1981 |
|
SU1005331A1 |
| Устройство для монтажа проводов на плате | 1983 |
|
SU1264385A1 |
| Устройство для укладки проводов на плате | 1987 |
|
SU1471332A1 |
| Устройство для укладки проводов на плате | 1984 |
|
SU1228152A1 |
УСТРОЙСТВО ДЛЯ МОНТАЖА ПРОВОДОВ НА ПЛАТЕ, содержащее размещенные на станине монтажную головку, снабженную кареткой с механизмом (Л О) 4 4 ее перемещения, подающими роликами и полой иглой с фальерой, отрезной нож с приводом и трафарет с матрицей, отличающееся тем, что, с целью повышения качества монтажа посредством точного дозирования подачи провода в полую иглу на величину ее вертикального перемещения относительно станины, механизм перемещения каретки монтажной головки снабжен кривощипно-шатунным механизмом, при этом один из подающих роликов соединен с кривощипно-шатунным механизмом посредством зубчато-реечной передачи, а шатун кривошипно-шатунного механизма установлен с возможностью взаимодействия с зубчато-реечной передачей.
а
Фиг. 2
| Авторское свидетельство СССР № 756679, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для укладки проводов на плате | 1976 |
|
SU666587A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
