2. Способ по п. 1, отличающийся тем, что, с целью сокращения количества переключений регуляторов напряжения трансформаторов электросталеплавильных печей в качестве оптимального значения мощности используют диапазон оптима 1 ных значений мощности, ограничен HbiK|(H |t|ttrSihi#fefl ел ом мощности, расч танным путем умножения оптимальйф значения мощности на коэффици Мт, меньщий единицы, выбиравмый в зависимости от конструктивных особенностей регуляторов напряжения печных трансформаторов и коли04чества их ступеней регулирования, и верхним пределом мощности, рассчитанным путем деления разности, определяемой вычитанием из оставшейся электроэнергии до окончания периода максимума энергосистемы минимальной электроэнергии, определяемой умножением рассчитанного значения нижнего предела мощности на разность временных интервалов между значением времени, оставщимся до окончания периода максимума энергосистемы и длительностью шага дискретизации, на длительность щага дискретизации.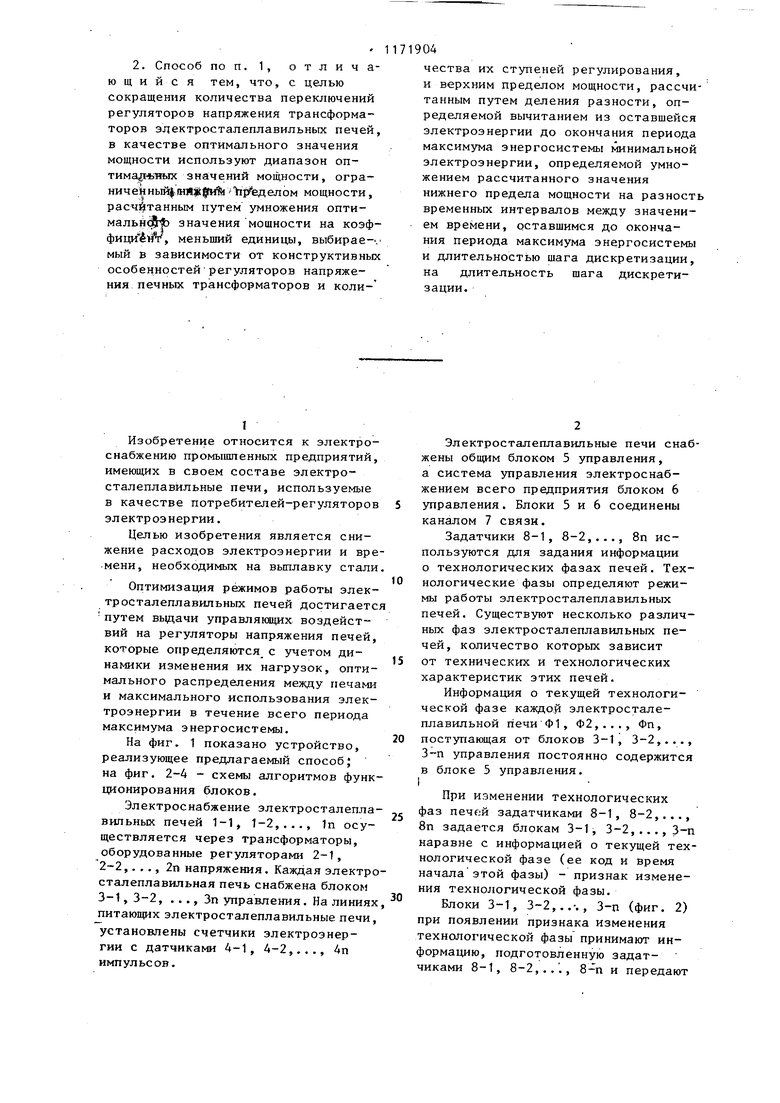
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОСНАБЖЕНИЕМ МЕТАЛЛУРГИЧЕСКОГО КОМПЛЕКСА | 1993 |
|
RU2033677C1 |
| СИСТЕМА УПРАВЛЕНИЯ РЕЖИМОМ ДУГОВЫХ СТАЛЕПЛАВИЛЬНЫХ ЭЛЕКТРОПЕЧЕЙ | 1991 |
|
RU2066939C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ МОЩНОСТИ, ПОТРЕБЛЯЕМОЙ ГРУППОЙ ДУГОВЫХ СТАЛЕПЛАВИЛЬНЫХ ПЕЧЕЙ ПЕРЕМЕННОГО ТОКА | 2011 |
|
RU2486716C2 |
| Способ автоматического управления электрической нагрузкой | 1988 |
|
SU1605294A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ ДУГОВОЙ ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1996 |
|
RU2101364C1 |
| Smart-инвертор для поддержания норм качества электрической энергии в распределительных сетях электроснабжения 0,4 кВ их установленным значениям и интеллектуально-автоматизированная система управления электрическими сетями на базе Smart-инвертора | 2024 |
|
RU2835155C1 |
| Система управления электрическим режимом дуговых электропечей при групповой работе в часы максимума потребления электроэнергии | 1980 |
|
SU1162063A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2001 |
|
RU2220210C2 |
| ДУГОВАЯ ПЕЧЬ ДЛЯ ЭЛЕКТРОПЛАВКИ СТАЛИ | 2014 |
|
RU2567426C1 |
| Способ управления группой руднотермических печей | 1979 |
|
SU877800A1 |
1. .СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОСНАБЖЕНИЕМ ЭЛЕКТРОСТАЛЕПЛАВИЛЬНЫХ ПЕЧЕЙ в периоды максимума энергосистемы, осуществляемый путем регулирования напряжения каждой печи в соответствии с ее приоритетом, автоматически устанавливаемым в зависимости от технологической фазы печи при отклонении суммарной мощности всех электросталеплавильных печей от оптималь- ного значения, отличающийс я тем, что, с целью экономии электроэнергии при выплавке стали, до начала периода максимума энергосистемы и после каждого изменения технологической фазы любой из эЛектросталеплавильных печей в период максимума энергосистемы определяют электроэнергию, необходимую на выплавку стали в п-ериод максимума энергосистемы от текущего момента времени до окончания периода максимума путем умножения значения потребляемой мощности всеми электросталеплавильнымн печами, определяемого суммированием потребляемых мощностей технологических фаз каждой электростгшеплавильной печи, на интервал времени от текущего момента до окончания периода максимума, в текущие дискретные моменты времени осуществляют измерения электроэнергии каждой электросталеплавильной печи § с начала периода максимума энергосистемы, суммируют эти показания СЛ . и вычисляют оптимальное значение мощности на следующий шаг дискретизации путем вычитания из электроэнергии, необходимой на вьтлавку стали, электроэнергии, потребленной всеми электросталеплавильными печами к текущему моменту времени, и . делением полученной разности на .интервал времени до окончания пе риода максимума энергосистемы, в те же дискретные моменты времени 4 .сравнивают оптимальное значение мощности на следующий шаг дискретизации с ее средним значением, определяе- . мымделением электроэнергии, потребленной всеми электросталеплавильными печами на текущем шаге дискретизации, на длительность шага дискретизации, и при отклонениях сравниваемых величин регулируют напряжение, подводимое к электросталеплавильным печам в порядке , обратном ;их приоритету , в сторону рассогласования.
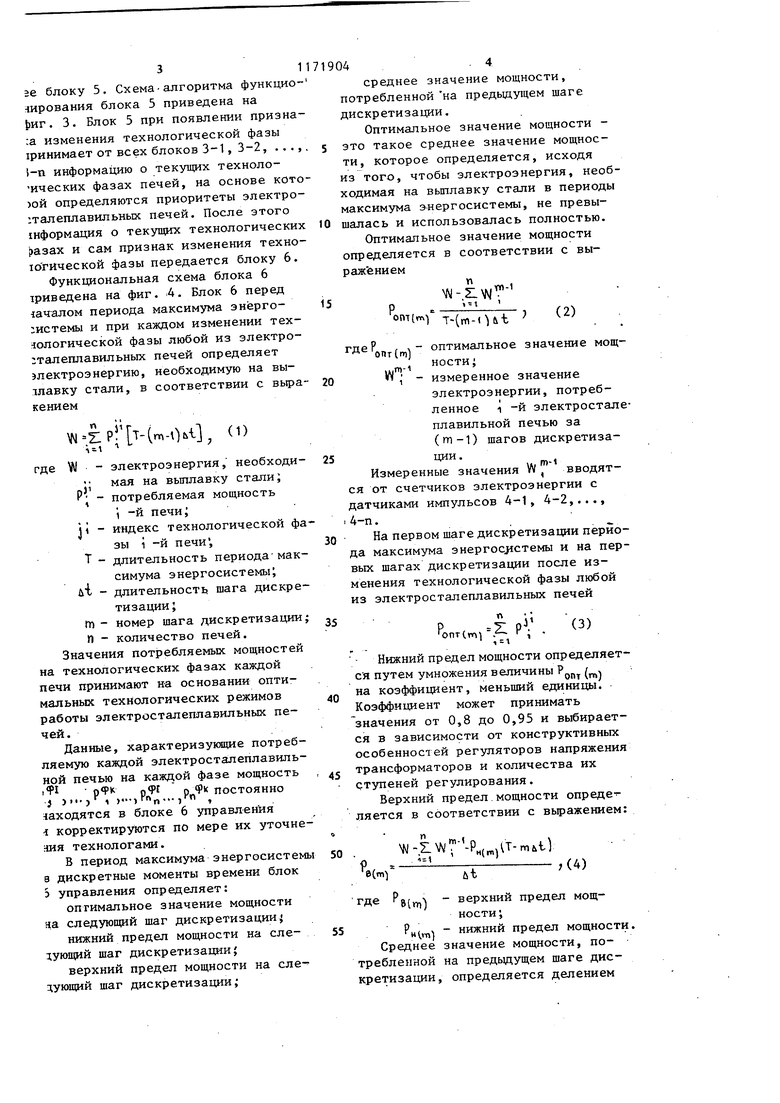
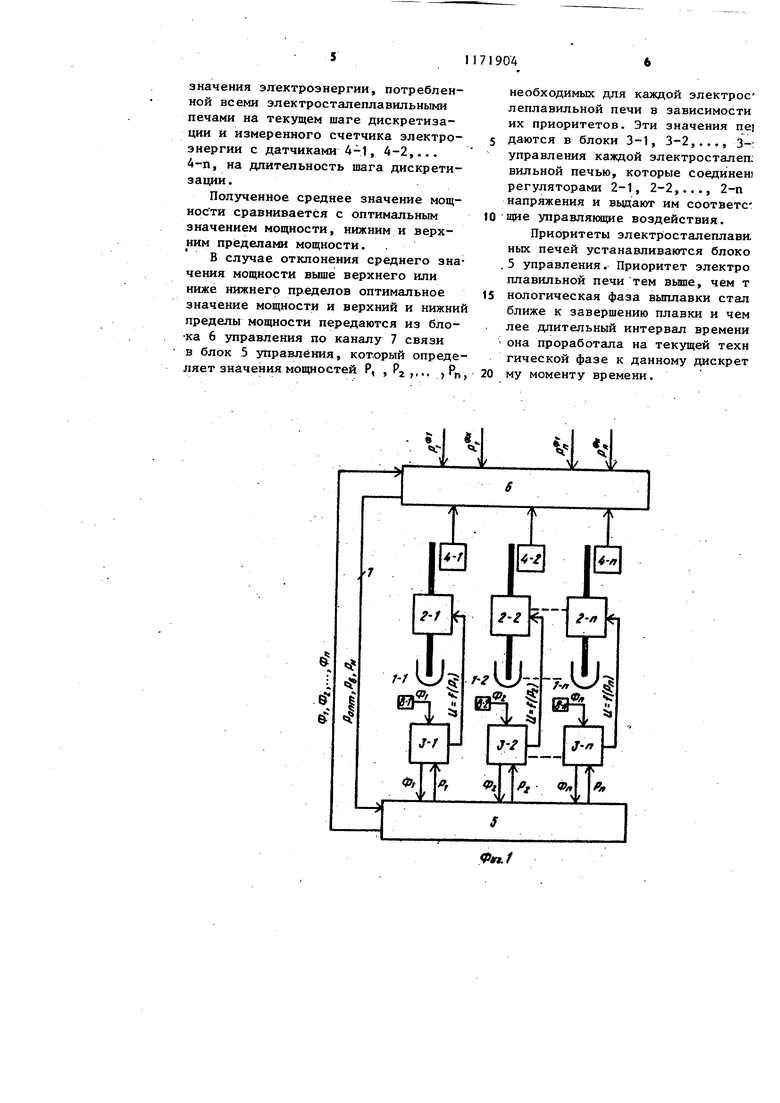
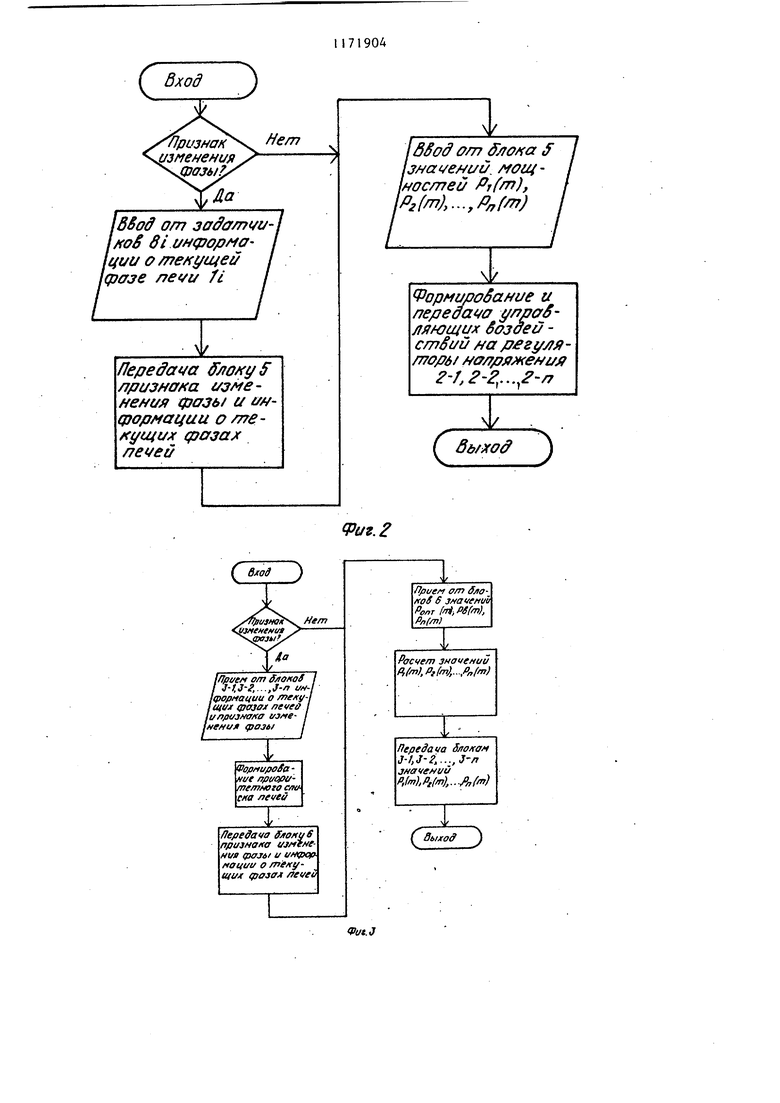
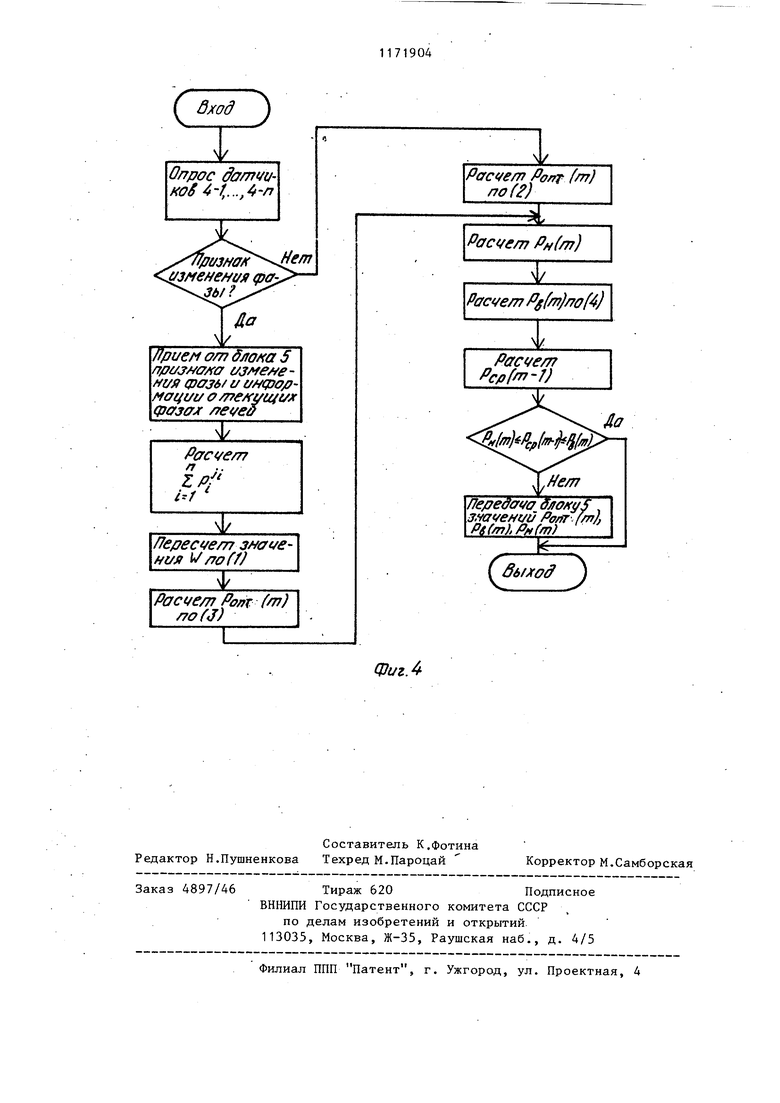
Изобретение относится к электроснабжению промышленных предприятий, имеющих в своем составе электросталеплавйльные печи, используемые в качестве потребителей-регуляторов электроэнергии. Целью изобретения является снижение расходов электроэнергии и вре мени, необходимых на вьшлавку стали Оптимизация режимов работы электросталеплавильных печей достигаетс путем вьщачи управлянлцих воздействий на регуляторы напряжения печей, которые определяются с учетом динамики изменения их нагрузок, оптимального распределения между печами и максимального использования электроэнергии в течение всего периода максимума энергосистемы. На фиг. 1 показано устройство, реализующее предлагаемый способ; на фиг. 2-4 - схемы алгоритмов функ ционирования блоков. Электроснабжение электросталепла випьных печей 1-1, 1-2,..., In осуществляется через трансформаторы, оборудованные регуляторами 2-1, 2-2,. .., 2п напряжения. Каждая электр сталеплавильная печь снабжена блоком 3-1,3-2, ...,3п управления. На линиях питающих электросталеплавильные печи установлены счетчики электроэнергии с датчиками 4-1, Д-2,..., 4п импульсов. Электросталеплавильные печи снабжены общим блоком 5 управления, а система управления электроснабжением всего предприятия блоком 6 управления. Блоки 5 и 6 соединены каналом 7 связи. Задатчики 8-1, 8-2,..., 8п используются для задания информации о технологических фазах печей. Технологические фазы определяют режимы работы электросталеплавильных печей. Существуют несколько различных фаз электросталеплавильных печей, количество которых зависит от технических и технологических характеристик этих печей. Информация о текущей технологической фазе каждой электросталеплавильной печи Ф1, Ф2,..., Фп, поступающая от блоков 3-1, 3-2,..., 3-п управления постоянно содержится в блоке 5 управления. I При изменении технологических фаз печ(й задатчиками 8-1, 8-2,..., 8п задается блокам 3-1, 3-2,..., наравне с информацией о текущей технологической фазе (ее код и время начала этой фазы) - признак изменения технологической фазы. Блоки 3-1, 3-2,..-., 3-п (фиг. 2) при появлении признака изменения технологической фазы принимают информацию, подготовленную задатчиками 8-1, 8-2,..., и передают 3 26 блоку 5, Схема-алгоритма функци нирования блока 5 приведена на |)иг. 3. Блок 5 при появлении призм га изменения технологической фазы финимает от всех блоков 3-1, 3-2, .. i-n информацию о текущих технолоических фазах печей, на основе ко рой определяются приоритеты электр 1талеш1авильных печей. После этого 1нформация о текущих технологическ )азах и сам признак изменения техн югической фазы передается блоку 6 Функциональная схема блока 6 триведена на фиг. Л. Блок 6 перед 1ачалом периода максимума энергосистемы и при каждом изменении тех нологической фазы любой из электро :талеш1авильных печей определяет электроэнергию, необходимую на вытлавку стали, в соответствии с выр кением N 5:P 4 -Ob-t, (1 Л- где W - электроэнергия, необходи ; мая на выплавку стали; Р - потребляемая мощность i -и печи; - индекс технологической ф зы i -и печи , Т - длительность периода-мак симума энергосистемы; ui - длительность шага дискре тизации ; m - номер шага дискретизации П - количество печей. Значения потребляемых мощностей на технологических фазах каждой печи принимают на основании оптимальных технологических режимов работы электросталеплавильных печей. Данные, характеризукяцие потребляемую каждой электросталеплавильной печью на каждой фазе мощность рфк рфг постоянно i ).,г , ...,Кп„.., ,кп , находятся в блоке 6 управления 1 корректируются по мере их уточне шя технологами. В период максимума энергосистемы в дискретные моменты времени блок S управления определяет: оптимальное значение мощности яа следующий щаг дискретизации; нижний предел мощности на следующий шаг дискретизации; верхний предел мощности на слепующий шаг дискретизации; 04.4 среднее значение мощности, потребленной на предыдущем шаге дискретизации. Оптимальное значение мощности это такое среднее значение мощности, которое определяется, исходя из того, чтобы электроэнергия, необходимая на выплавку стали в периоды максимума энергосистемы, не превышалась и использовалась полностью. Оптимальное значение мощности определяется в соответствии с выраж ниемYJ-.om(vf T-(m-iU-t - оптимальное значение мощности; , нисти, т( - измеренное значение электроэнергии, потребленное i -и электростале плавильной печью за (т-1) шагов дискретизации. Измеренные значения W вводятся от счетчиков электроэнергии с датчиками импульсов 4-1, 4-2,..., 4-п. На первом шаге дискретизации периода максимума энepгoc cтeмы и на первых шагах дискретизации после изменения технологической фазы любой из электросталеплавильных печей Г pV . (3) Нижний предел мощности определяется путем умножения величины / . на коэффициент, меньший единицы. Коэффициент может принимать значения от 0,8 до 0,95 и выбирается в зависимости от конструктивных особенностей регуляторов напряжения трансформаторов и количества их ступеней регулирования. Верхний предел.мощности опредеяется в соответствии с выражением: („)( ( ut де ) верхний предел мощности;Щт) нижний предел мощности. Среднее значение мощности, поребленной на предыдущем шаге дисретизации, определяется делением
значения электроэнергии, потребленной всеми электросталеплавильными печами на текущем шаге дискретизации и измеренного счетчика электроэнергии с датчиками 4-1, 4-2,... 4-п, на длительность шага дискретизации.
Полученное среднее значение мощности сравнивается с оптимальным значением мощности, нижним и верхним пределами мощности.
В случае отклонения среднего значения мощности выше верхнего или ниже нижнего пределов оптимальное значение мощности и верхний и нижний пределы мощности передаются из блока 6 управления по каналу 7 связи в блок 5 управления, который определяет значения мощностей Р, , Р ,,., , РГ
необходимых для каждой электрослеплавильной печи в зависимости их приоритетов. Эти значения nej даются в блоки 3-1, 3-2,..., 3-; управления каждой электросталеп: вильной печью, которые соединен регуляторами 2-1, 2-2,..., 2-п напряжения и вьщают им соотйетс щие управляющие воздействия.
Приоритеты электросталеплави. ных печей устанавливаются блоко
.5 управления. Приоритет электро плавильной печи тем вьше, чем т нологическая фаза выплавки стал ближе к завершению плавки и чем лее длительный интервал времени
она проработала на текущей техн гической фазе к данному дискрет му моменту времени.
у Ф Ь
ISSo от 3ada/7ivu- /(oS 8i инсрорма ции о текущей (fjaje лее/г/ П
f
nepedat a ло/(у5 лризна/ а /зменеми фазь/ и i///формации о /778/({/щих (pajajf /7evei/
f
BSod ff/77 ff/jo a J IjHai e uiJ. лгощшостей PjffTj),
,РлМ
f
Нормирование a nepeoai a t/npaSляющих бозаеи crnSi u //a peei/ ff/T7OP6/ f 0/7pffMe ifJf
г-Г,г-2,...2-/7
/
С 6ь/хо j
IfJpi/tfi от
J-f.J-f,...,J-/7 l/M-l
{формации о mefty-l I шил tjjajffjr nevee It/nfsujftafta U3fieif/ffft/л qjajtt
Расчет значений P,(fn),Pi(m),...,Pn(m)
Передала 5лолам 3-t,3-2,...,3n jfiaveHUU Р,п1Рг(т),...А,()
f Выход
(6ход
/
Опрос dff/7 Vi/Kof 4-1,...,4-л
Нет
l/flt/3ffff
(pff;,
л
/ipuefi О/77 5 /7fff/j/i(7/fa V i/MpOjOMOl t/t/ о/77f/fyU(l/JC
( /reveff
Ж
Pffcvem
Ж
Перес wm s avefft/Я /7oCf)
Ропт f) ofJ)
/
Pact/erTJ Po/rr ) /70 fг)
Pacvem Рн{т)
L
Рас(e/77 Pgffn))
Paci/e Pcflf -7)
Ла
f7ejyeacrva o/ioffyf y.-favefft/u Po/fr (fn/j Pt(/n},Pftffn)
6б/хо j
Фиг A
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Управление потреблением электроэнергии | |||
| - Черные металлы, 1980, № 8, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Юнг В | |||
| и др | |||
| Контроль и регулирование электроэнергии в электросталеплавильном цехе | |||
| - Черные металлы, 1978, № 19, с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
