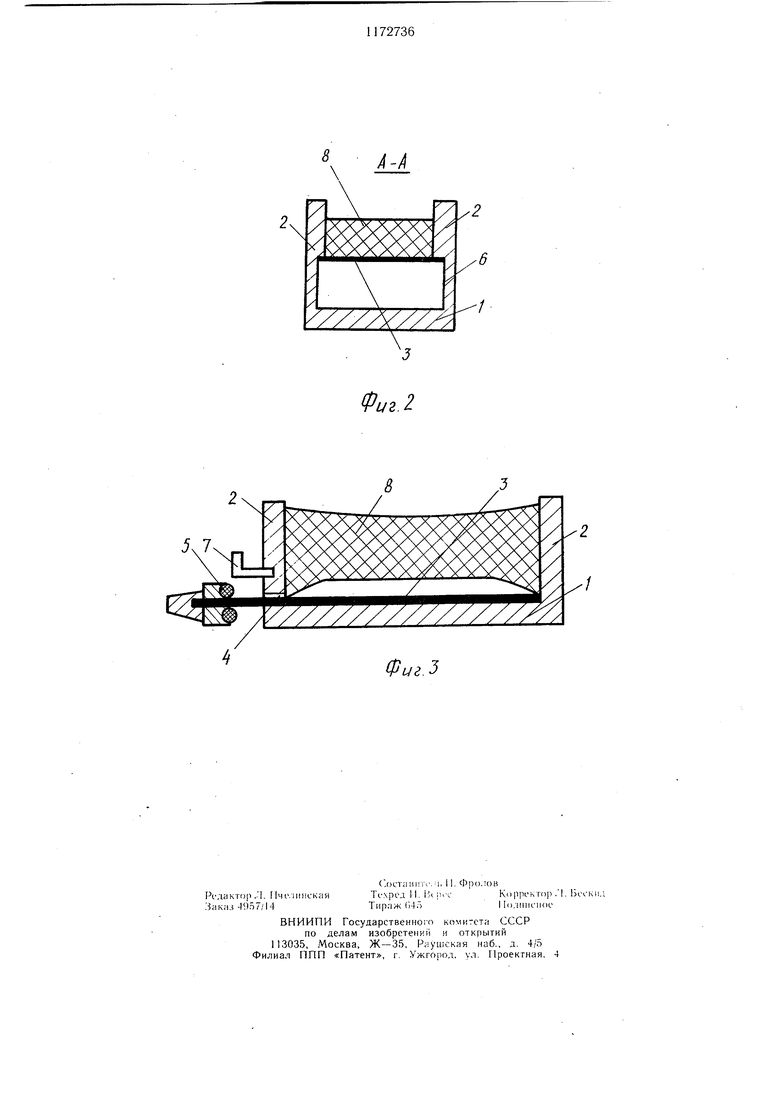
Изобретение отн()с;ггоя к технологическому оборудованию для предварительной обработки композиционных материалов на основе термореактивных полимерных связующих, обеспечивающей полимеризацию последних, и может быть применено в радиотехнической промышленности и радиоэлектронике при подготовке компаундов для герметизации интегральных микросхем и других функциональных элементов .аппаратуры, а также в деревообрабатывающей промышленности п)и производстве прессматериалов на термореактивных полимерныхсвязующих для переработки их в изделия. Цель изобретения - повыщение качества и коэффициента использования получаемого материала путем обеспечения однородности степени предварительной полимеризации и упрощение эксплуатации ванны. На фиг. 1 показана ванна в момент предварительной полимеризационной обработки материала, поперечный разрез; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - ванна после окончания предварительной полимеризационной обработки материала, поперечный разрез. Поли.меризационная ванна содержит плоское днипде 1, боковые стенки 2, размещенную в ванне у упругую пластину 3, две противоположные кромки которой имеют длину, равную длине соответствующих им сторон днища, а две другие имеют длину, превьииающую длину соответствующих сторон дпип|а. На одной из боковых стенок выполнено примыкающее к дни1цу щелевое отверстие 4 для вывода конца пластины, на выстунаюн ем конце пластины установлена герметизирующая прокладка 5. На каждой из боковых стенок 2 ванны, контактирующей с кромкой i:,K;/i iiibi, имеющей длину, превьниающую д. сторон днища, выполнена выемка 6. Л1я фиксации упругой пластины 3 в заданном положении ванна снабжена фиксатором 7. Обработка материала в ванне производится следуюнглм образом. Перед заливкой полимерного .материала 8 в ванну упругая пластина 3 через П1,елевое отверстие 4 вводится в ванну до упора в противоположную стенке со щелевым отверстием боковую стенку ванны. При этом пластина изгибается но профилю криволинейной выемки 6 и закрепляется в этом положении с помощью фиксатора 7. Герметизируюп1ая прокладка 5 установленная на выступающем конце пластины 3 перекрывает целевое отверстие 4. Затем ванну за1ЮЛНЯЮТ ноли.мерным мате)1алом 8. Между днин.1е.1 ванны и пластиной образуется 1()лос1д, «а, объем н ге(П етр1 ческие размеры которой выбираются исходя из конструктивных особенностей ванны (высоты ее боковых стенок) и свойств обрабатываемого полимерного материала. Так как объем материала в центральной части ванны, приходящиеся на единицу площади днища, меньще, чем в периферийной части ванны, то количество тепла в этой зоне, выделяющееся вследствие экзотермической реакции отверждения, уменьщается, благодаря чему повышается однородность степени предварительной полимеризации материала. Это позволяет избежать предельного снижения текучести материала в центральной части ванны и обеспечить возмож юсть его дальнейщего использования. После достижения требуемой степени предварительной полимеризации фиксатор 7 снимают и поскольку пластина 3 находится в упруго деформированном состоянии под воздействием упругих сил адгезионное соединение ее с полимерным материалом нарущается. Пластина 3 возвращается в первоначальное состояние, т. е. примыкает всей находящейся внутри ванны плоскостью к днищу 1. В результате полость «а ограничивается материалом 8 и пластиной 3, а в этих условиях извлечение материала из ванны значительно упрощается. Если адгезионное сцепление материала с поверхностью пластины характеризуется высокой прочностью,соединение может быть разрушено принудительно путем извлечения пластины из ванны через щелевое от верстие, что также упрощает эксплуатацию ванны. Выемки 6 по боковым сте}1кам ванны и герметизирующая прокладка 5 на выступающем конце пластины 3 позволяют устанавливать требуемую кривизну пластины 3, исключая вытекание полимерного материала, который сразу же после заливки и.меет достаточно низкую вязкость. Таким образом, изменяя с помощью другой пластины профиль у днища ванны добиваются объемного перераспределения материала в плоскости заливки ванны, а именно у.меньщения объема .материала в центральной ее части, и тем самым предотвращают полимеризацию материала в ней выще допустимого уровня. Сравнение по критерию Стьюдента средних значений текучести материала К 8Ь-39 С (ТУ ДРО 023.902) в центральной части и периферийных частях ванны предлагаемой конструкции показывает, что они равны (при уровне значимости не более 5Vo). следовательно наблюдается однородност, материала но степени предварительной пол1гмерн,ац11И.
8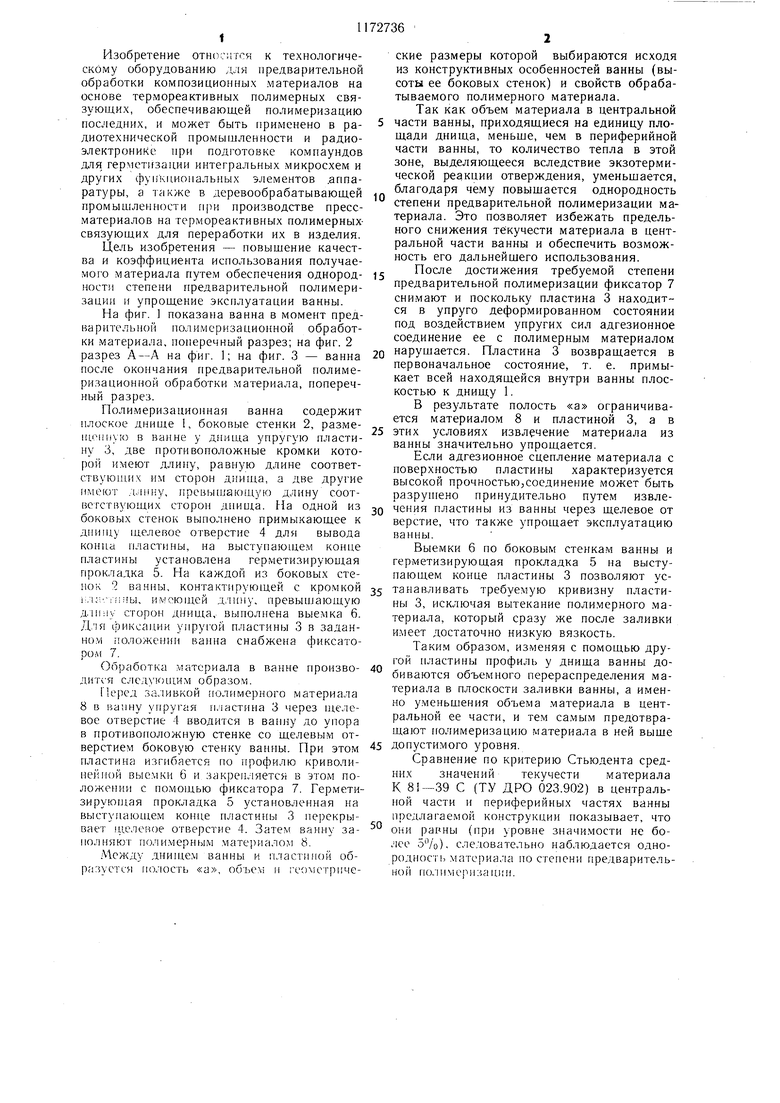
| название | год | авторы | номер документа |
|---|---|---|---|
| Полимеризационная ванна | 1985 |
|
SU1260218A2 |
| Полимеризационная ванна | 1987 |
|
SU1470546A2 |
| Полимеризационная ванна | 1984 |
|
SU1214444A1 |
| Полимеризационная ванна | 1986 |
|
SU1348187A1 |
| Полимеризационная ванна | 1985 |
|
SU1348186A1 |
| СЕКЦИОННАЯ ПОСУДА | 2008 |
|
RU2363366C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕКЦИЙ НЕСУЩЕЙ РЕШЕТКИ РЕВЕРСЕРА ТЯГИ САМОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ОПРАВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА ИЗГОТОВЛЕНИЯ СЕКЦИЙ НЕСУЩЕЙ РЕШЕТКИ РЕВЕРСЕРА ТЯГИ САМОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ФОРМА ДЛЯ ЗАЛИВКИ АНТИАДГЕЗИОННОГО ЭЛАСТИЧНОГО МАТЕРИАЛА РАЗДЕЛИТЕЛЬНОГО СЛОЯ ОПРАВКИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА ИЗГОТОВЛЕНИЯ СЕКЦИЙ НЕСУЩЕЙ РЕШЕТКИ РЕВЕРСЕРА ТЯГИ САМОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СЕКЦИЯ НЕСУЩЕЙ РЕШЕТКИ РЕВЕРСЕРА ТЯГИ САМОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2509649C1 |
| УПЛОТНИТЕЛЬ ДЛЯ ПОЛИМЕРИЗАЦИОННОЙ ФОРМЫ (ВАРИАНТЫ), ПРОКЛАДКА ИЗ ЭЛАСТИЧНОГО ПОЛИМЕРНОГО МАТЕРИАЛА (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЛИСТОВЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2009 |
|
RU2412806C2 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2648900C2 |
| Формирующе-копировальная установка для изготовления фотополимерных печатных форм для офсетной и типоофсетной печати на основе жидкой фотополимеризующейся композиции | 1990 |
|
SU1797088A1 |
1. ПОЛИМЕРИЗАЦИОННАЯ ВАННА, содержащая плоское днище и .боковые стенки, отличающаяся тем, что, с целью повышения качества и коэффициента использования получаемого материала путем обеспечения однородности степени предварительной полимеризации и упрощения эксплуатации ванны, она снабжена размещенной в ванне упругой пластиной, две противоположные кромки которой имеют длину, равную длине соответствующих им сторон днища, а две другие - длину, превышающую длину соответствующих сторон днища, и герметизирующей прокладкой, причем в одной из боковых стенок ванны выполнено примыкающее к днищу щелевое отверстие для вывода конца пластины, а герметизирующая прокладка установлена на выступающем конце пластины. 2. Ванна по п. 1, отличающаяся тем, что каждая из боковых стенок ванны, контактирующая с кромкой пластины, имеющей длину, превышающую длину стороны днис «В ща, выполнена с выемкой криволинейной формы. (Л 3 1 ю со о Фиг./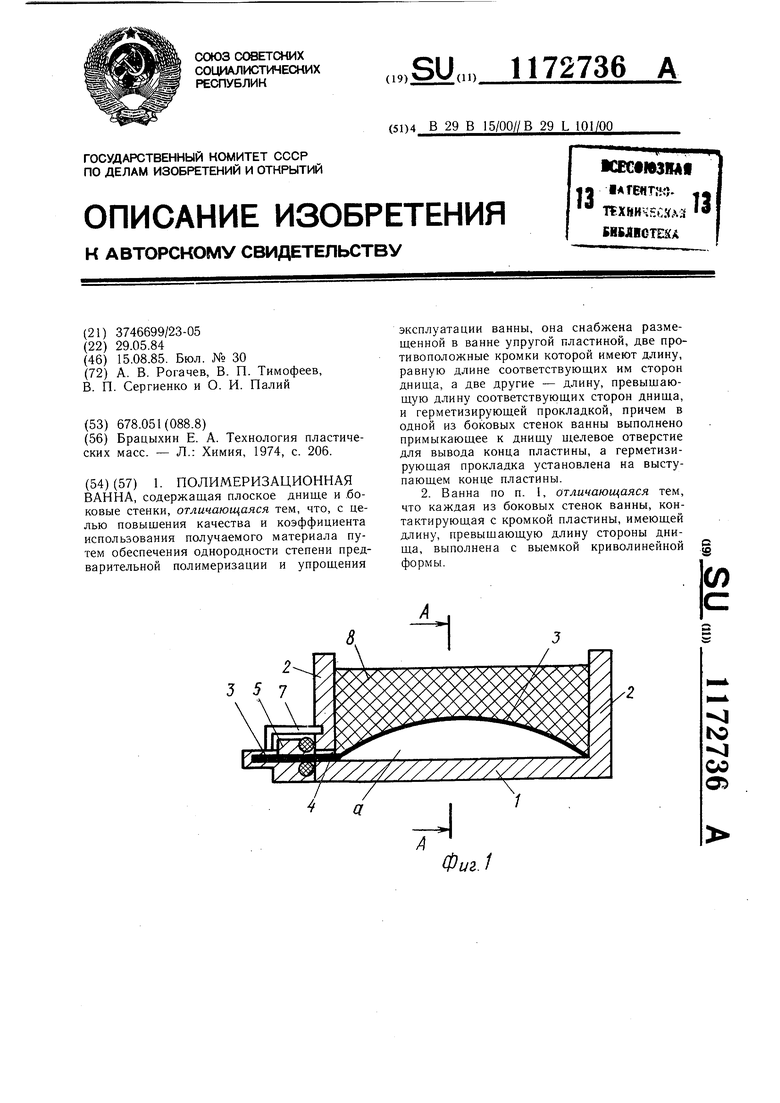
/
-6 /
5
Фиг.2
Фиг.З
| Брацыхин Е | |||
| А | |||
| Технология пластических масс | |||
| - Л.: Химия, 1974, с | |||
| Гидравлический способ добычи торфа | 1916 |
|
SU206A1 |
